Fraunhofer���������ɵ����о�ṹ�ı�������Ҷ��
�����ĵ����о�ṹ����Ҷ�̹�����������Ƶ�3D��ӡ-�������죬�ȴ���������ϳ�����ӹ��������ٵ�������֤��

���ɵ����о�ṹ�ı�������Ҷ�̣���Դ��Fraunhofer
![]() ����ơ���ӡ����������֤������������
����ơ���ӡ����������֤������������
����Ҷ���ǵ�����������������У���챺�ҶƬ��һ������ϼӹ����ɡ�ͨ�������ֵ���ѹ�����������Ҷ�����ѺϽ��Ƴɣ�����ȼ�ղ������Ҷ������Ҫʹ�ø��ºϽ�
��ǰ��������Ҷ�̵����췽��ļӹ������Ժ����Լ�����ϳ���ӹ�Ϊ����������3D��ӡ�����ķ�չ��3D��ӡ����Խ��Խ��ı�Ӧ�õ�����Ҷ�̵ļӹ��С������У�Fraunhofer�����˼��ɵ����о�ṹ������Ҷ�̡�

���ɵ����о�ṹ�ı�������Ҷ�̣���Դ��Fraunhofer
Fraunhofer�����ļ��ɵ���ṹ������Ҷ�����ڡ�ŷ�ķ��й켣2050 �C ŷ��Ը�����ա��ı�������ɵġ���ŷ�ķ��й켣2050 �C ŷ��Ը�����ա�ŷ��ίԱ��������ͨ���о��ʹ���Ϊ�˿��ṩ���Ӱ�ȫ�ķ��м���������ϻ����Ŀɳ�����չҪ�����Ը������ƣ������ϵͳ���ɵ��������ᵽ���ճ̣�Fraunhofer��IPT�о�������衹�ҵ��ѧ�ں���˫�������ƣ�ͨ����ĩ��ѡ�������ۻ�3D��ӡ���������˼��ɵ����о�ṹ������Ҷ�̡�
���ּ��ɵ����о�ṹ������Ҷ�����������ºϽ��Ƴɣ��������ºϽ�������Լӹ������ͨ����������������ϳ����ʽ���ӹ���ҶƬ�����Ƿdz���ʱ�Ұ���ġ��������ԭ���о���Ա��ȡ���������켼������ĩ��ѡ�������ۻ�����3D��ӡ������LPBF�����о���Ա�����˼��ɵ���ṹ������Ҷ�̵Ĺ����� �C ����Ƶ��������죬�ȴ���������ϳ�����ӹ��������ٵ�������֤����Ȥ���������õĵ���ṹ����װ�ڼ����֧�ű��ڽṹ�����ҿ����ں������ػ��ӹ��ڼ���С����
3D��ӡ-���ļ��������ô����������ŵ㣬3D��ӡʹ����Ƶ����ɶ�����������ʵ�ָ��Ӹ��ӵļ�����״�����ң���Ϊ���ĵIJ��ϸ��٣��Ӷ��������������ͳɱ������⣬ʹ���������칤�տ��Ը����õؿ�����������С�������ӵķ��������������ͬʱ������Ⱦ��
![]() Review
Review
���ڲ�������ͨ��3D��ӡ����Ҷ�̷���ӵ�ж���ľ��顣�������ó��Ʊ�����污����������ݲ����أ�������ȴ�ٶȲ�ͬ�������챡�ڽṹ�������ʱ��������������������������Ӧ������������ε�����������������������3D��ӡ���������ͨ�������߶Խ�����ĩ����ۻ����ֲ��ṹ�����ÿ��Ʊ�֤�������������ܡ�����Ҷ�̼��˺��շ������ṹ������˷��������رȣ�����˽ṹ������Ч�ʣ���������Ҷ�̵ĸ��Ժã�ƽ�⾫�ȸߣ��Ӷ��ӳ�ת��ʹ����������߿ɿ��ԡ�
���������������ĸ��������ַ����������ĵ����μƻ�����2020�꣬ս�����ϰ�װ�ķ��������ֶ�����������Ҷ�̽ṹ��ͨ������������Ҷ�̿��Բ��ú��ӷ���ͨ��������ҶƬ���ӳ�ҶƬ�����ٽ����̸�����ҶƬ�����ӳ�����Ҷ�̽ṹ�����ӷ����������������ӣ�����Ħ�����ӡ����Ӻ�ͨ���������и�ķ�ʽ�����о��ӹ���
��Ȼ���˺��ӷ�����������ͨ���������ؼӹ����������������г���ֱ�Ӽӹ�������Ҷ�̡���������ҶƬ���ͨ������խ�����ؼӹ��е������������棬���Ҳ����г��ʺܸߣ���Ӱ�����������ؼӹ�������Ҷ������������ԡ�
��������ʹͨ��3D��ӡ������Ҷ�̣�������Ҫͨ���������ؼӹ������о��ӹ������ӹ������У�����ҶƬ�ĸ����Ѿ��ϲ��ϳ�������У���������������Լӹ�����ս������ο��Ʊ�����������Ӷ���֤ҶƬ�ߴ�ļӹ����ȹ����Լ�������ȡ������еĽ����������˳ϳ��ʽ��ѡ����ʵ�������������������ת���Լ����߽����ٶȵȡ�
(���α༭��admin)

 ���ͨ��3D��ӡ����������
���ͨ��3D��ӡ���������� 3D��ӡ�߽�������ˡ���
3D��ӡ�߽�������ˡ���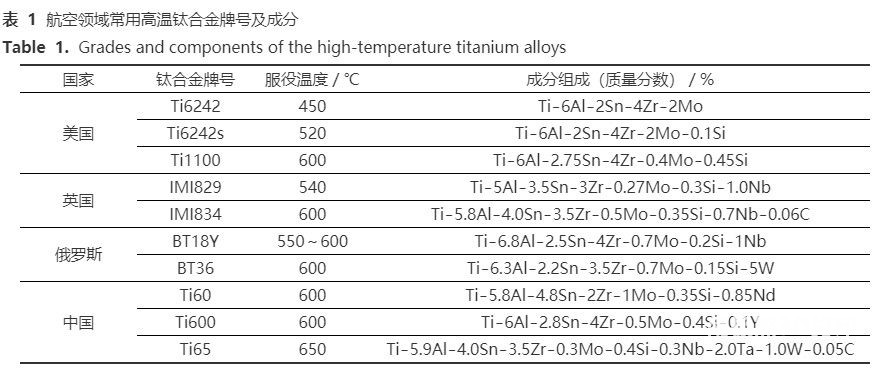 �����ѺϽ��ѻ����ϲ���
�����ѺϽ��ѻ����ϲ��� ��ʱ��������������3D��
��ʱ��������������3D�� �����ݿ���ҽԺʵʩ����3D
�����ݿ���ҽԺʵʩ����3D �Ѵ�ӡ��1�������������
�Ѵ�ӡ��1�������������- �����ͨ��3D��ӡ�������������˾�̾�ĵ�
- ��3D��ӡ�߽�������ˡ����˲�������3D
- �������ѺϽ��ѻ����ϲ����������켼��
- ����ʱ��������������3D��ӡ�˶�Ь��83
- �������ݿ���ҽԺʵʩ����3D��ӡ��������
- ���Ѵ�ӡ��1������������ӹ���ͷ����˼
- ��Ϥ��Ƽ���ѧ�о���Ա������3D��ӡ����
- ������ǹ�����������ͻ�ƣ���¡�Ƴ�����
- ��3D��ӡ�������������ļ��������ߵ�����
- ���¼���TTSHҽԺʹ��3D��ӡ��֫��������
 ��ʿ���Ƽ���ѧ3D
��ʿ���Ƽ���ѧ3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ�����3D��
PSAS�ɹ�����3D�� ���ͻ�����ϵͳ��
���ͻ�����ϵͳ�� �̵�2022�귢����
�̵�2022�귢����- ������ܽ2021���й����պ�������3D��
- ��ģ��3D��ӡ����ӥ����ģ��������һ�廯
- ����������ѧ�����صĶ��3D��ӡֲ������
- ������ʿ��3D��ӡ���������ް̺۵Ķ�����
- ��̼�к��´��⣺�ó��л��յķ����ϣ���
- ���ؽ����߸���������3D��ӡ��ϥ�ؽ���
- ���ִ�����3D��ӡ�����ֱ���������������
- �����ӻ���FDM��ӡ���������о���Ա����
- ��������ơ�ApexӢ�ۡ�����ذ�� ����3D
- ��3D��ӡ�ѺϽ�ɲ����ǯ�����ӵ�Chiron��


