3D打印内冷骨科钻头以避免骨坏死
骨科手术中常常需要骨钻预先钻孔后再置入螺钉固定,或者钻孔制造微骨折进行关节融合术。钻头钻孔过程中所产生的热量可对周围骨质产生重要影响,甚至引起热源性骨坏死。为了避免热源性骨坏死,最新的制造技术包括通过3D打印带内冷系统的骨科钻头来降低手术过程中的热量。本期,共同来领略3D打印技术为降低医疗手术风险所做出的贡献。

骨科钻头的操作环境是非常独特的,与制造中所使用的工程钻头或传统的非生物工程如建筑行业所使用的钻头要求非常不同。根据3D科学谷的市场研究,骨是复杂的各向异性、多孔和粘弹性复合材料,在材料性质以及几何形状上也是非均匀的。皮质骨是相对较差的热导体,据估计,在钻孔过程中大约60%的热能可以通过骨碎片耗散掉。而在金属切削钻孔加工中,约80%的热量通过断屑带走。
如果温度升高到50℃以上,这可能导致骨坏死(死亡)。温度升高的大小由许多因素决定,包括钻头几何形状、直径、转速、进给速度、轴向推力、初始钻头温度以及内部或外部冷却等。为了保持低温,通常在进行手术的过程中,即钻孔过程被不断地中断,以便使温度尽可能低。
冷却钻孔是不中断手术过程更好的解决办法,但需要保证内部冷却系统是闭环进行的,根据3D科学谷的市场研究,由于冷却方法可能会导致冷却流体进入到伤口中,所以需要避免使用开放型的冷却系统。
![]() 创建内部冷却通道
创建内部冷却通道
为了开发能够切割骨骼而不引起热诱导的骨坏死的外科手术钻头,德国汉诺威莱比尼斯大学的生产工程和机床研究所(IFW)转向了Toolcraft公司寻求帮助,这是一家专注于精密零件、组件、模具和注塑件生产的服务型企业。
Toolcraft公司建议通过选择性激光熔化的3D打印方法来创建骨科钻头的内部冷却通道,以使冷却剂沿着螺旋线流入钻头,并返回到刀夹,而不会进入伤口。虽然钻头发生破损的机会很小,但并不能排除这种可能性。为了妥善起见,冷却介质选择了水,以确保在钻头发生破损的情况下不会造成伤害。
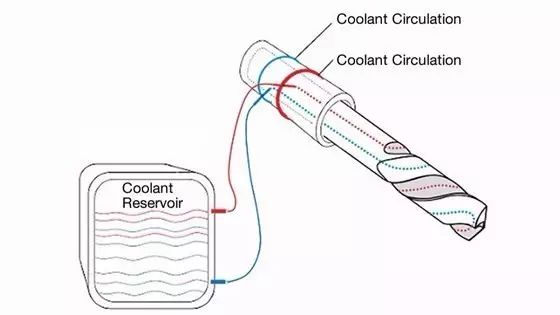
Toolcraft公司开发了一种具有冷却液流入和流出功能的非旋转预主轴附件。从而使连接的冷却液罐和泵确保连续供应冷却液。Toolcraft公司建模了一个直径为6mm的常规骨科钻头。手术中用到的骨科麻花钻具有各种配置和尺寸,直径通常在0.5毫米至几毫米之间。根据Toolcraft,目前可以使用选择性激光熔化加工工艺来生产的钻头直径需要大于5mm。Toolcraft公司和IFW在外观上采用了常规钻头的几何形状,对于医生来说它看起来跟普通的钻头一样,从而更容易适应这种新的钻头工具。在钻头的内部设计了直径为1.2 mm的内部圆形冷却通道从而使热能远离切削刃,而回流管道则确保了冷却液的连续流动。
在项目开始时,工程师根据冷却液的体积流量、温度变化和热容量来计算冷却能力。然后,项目团队开发了一种将封闭的冷却回路,并确保钻头在操作过程中的稳定性。此外,工程师还进行了增材制造的研究,以确保钻头的设计适合通过选择性激光熔化的工艺来加工出来。
钻头由生物相容性材料1.4404(耐腐蚀奥氏体不锈钢(ASTM 316 / 316L))制成。3D科学谷了解到钻头外表和内部冷却通道的几何形状由SolidWorks建模软件来设计,并使用Siemens NX软件进行了模拟仿真。
通过Concept Laser的M2增材制造设备,加工出了带内部冷却通道的钻头,随后进行了钻头表面处理的研磨工艺。为了产生良好的切屑间隙,需要完美的钻头表面质量以及锋利的切削刃,所以主切削刃和二次切削刃是在无心磨床上进行研磨完成的。
![]() 测试显示温度降低高达70%
测试显示温度降低高达70%
使用直径6 mm的钻头以及水作为冷却液,IFW进行了各种各样的钻孔测试,并测量人造和牛骨中的钻孔操作。在测试过程中,工程师们以更高和更低的进给速率循序渐进的测量温度变化情况,并尝试测试将冷却系统打开和关闭两种不同场景情况下的温度变化情况。大量的测试带来的经验表明,增加进给速率可以降低钻头的最高温度。
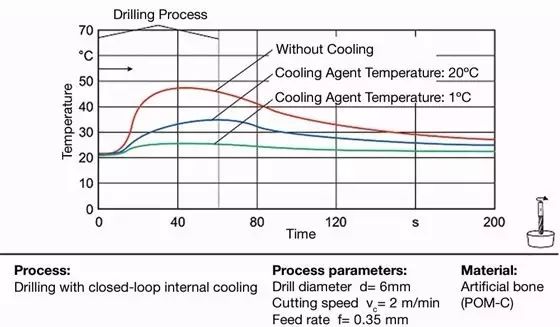
以0.35mm / rev的高进给速度和2m / min的切割速度来加工Nylacast Polyactal(POM-C)工程塑料材料制成的人造骨,测试表明新钻可以显着降低温度。在冷却功能关闭的情况下,钻头由于进给速率高而没有超过临界温度为50°C(122°F),但使用内部冷却功能,温度可以保持在最高35°C(95°F)的水平以下。
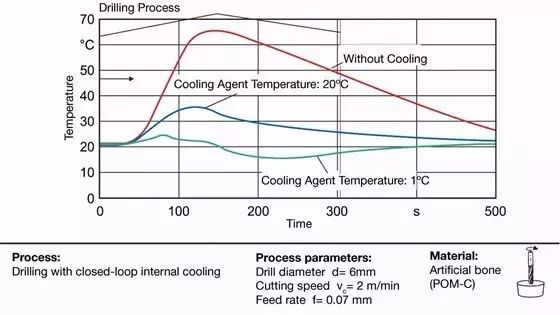
当进给速率降低到0.07mm / rev时,对于开启内部冷却功能的钻头,测试结果相同。3D科学谷了解到对于关闭内部冷却功能的钻头,温度在不到100秒内升高到高于50℃(122°F)。测试表明由于内部冷却系统补偿温度升高的能力,即使在低进给速度的加工情况下也不再导致更高的温度,从而消除了温度过高的风险,避免骨骼发生坏死意外。
这意味着这项通过3D打印制造带内冷的钻头技术还可以推广到其他各种各样的应用领域,包括锯的制造。
(责任编辑:admin)

 九天变三天!Fraunhofer基
九天变三天!Fraunhofer基 西北工业大学:基于氧空位
西北工业大学:基于氧空位 响应工业5.0,3D打印的450
响应工业5.0,3D打印的450 3DP4ME将在未来五年内交付
3DP4ME将在未来五年内交付 Pearson Lloyd采用可回收
Pearson Lloyd采用可回收 3D打印面料,可以帮助孩子
3D打印面料,可以帮助孩子 3D石墨烯泡沫制成
3D石墨烯泡沫制成 3D打印风力发电机
3D打印风力发电机 研究人员3D打印碳
研究人员3D打印碳 科学家受蜻蜓启发
科学家受蜻蜓启发 仅21小时3D打印!
仅21小时3D打印!

