�����۸�L-605�����������RR501Kȼ���������ñ
�������ϼ�����˾��UTC������ϵͳ������רҵ��ơ����졢���ɡ����ͷ���ȼ�����ַ�����ȼ����������Ĺ�˾��������������Ҫ�ڸ��¶������У�����ʹȼ��ת�������������ˣ�ȼ�ղ�����Ҫ���ܼ�����ӵĻ������ڸ����Լ�����ѹ�������С�Ϊ���ܹ��ֿ����ֻ�����ȼ�ղ�����Ҫ�߶ȹ��̻�������ʹ�ø�ǿ�ȺϽ���ϣ�ͨ��������������ܻ��Ͻ����ڶ��ӵĹ���������ȼ�ղ������ܵ���ͬ�̶ȵ�ĥ��������ˡ�
ȼ����������˹.������Rolls-Royce��501K�����������ܵ�ĥ���һ������������汻����Ϊ�������������ṩ���������ⲿ�Ŀ����������Բ���������Ľӿڴ����ܵ�������ĥ�� �����͵�ά���̰���ж��ĥ�����������и��������ӻ�ǥ�����滻�������������ѭ���������⣨NDT���Լ�������֤�����������Ҫ����ʱ�䣬���Ҽ۸�dz�����
�������ҿ�ѧ�о�ίԱ�ᣨNRC��ͨ����λ���ء����ô���ʡ�ֲ����о��ѿ�����һ�ֶ��صļ����۸�/���������������ø��ӵ���״�������ʵ�ִ�CAD��Ƶ�ֱ�������Ļ��ڣ��Ӷ������������ڡ����ϵ��˷Ѻ�ģ�߳ɱ���
-�Cʵ����Ϣ
L-605��Haynes 25���Ͻ����ܻ��Ͻ𣬾������õĿ���������ʴ���ܣ��Լ��ڸ����µĸ�ǿ�����ʡ�L-605�ںܶ�����������������еõ��ܺõ�Ӧ�á����а�������ҶƬ��ȼ���ҡ�����ȼ���Ҳ��������ֻ�����������L 605�Ͻ��ĩ�����δ�СΪ15��45�ף��������ڼ����۸�����
�����ʹ������˹��˼ӹ�ͷ��Lasag Nd��YAG������������L-605�ļ����۸���������40-100Wƽ�����ʵ�����ģʽ�¹�����Sulzer Metco 9MP�ͷ�����������L605��ĩͨ����������۳أ��ͷ��ٶ�Ϊ5-10��/���ӡ�ʹ�����������˶�ϵͳ�������½��м����۸����������ӹ�������������������50ppm���������н��С�
-�C���������
- �������
��Ϊ�۸����L605���۽ṹ������ϸ֦������״������ɡ���ѧʴ����ʾ��״֦����Խ�˶�������㣨ͼ1a������ͬ�ĻҶȱ�����״�����IJ�ͬ����ȡ��ͨ��ɨ��羵�۲���Խ�һ��ȷ�ϲ�ͬȡ��ľ��������ж������̵�֦���������ܼ����������ڽ��ij����㡣һ��֦���ۼ�ࣨPDAS����ԼΪ1-2�ף�����֦���ۼ�ࣨSDAS����ԼΪ0.5-1.0�ס�
��Ϊ�۸����L605����Ϊ���ĵĶ�L-605֮��ĽӴ�����ڽ�������ϡ���״�����ڻ���L-605����ʾ������ľ���ȡ��ͨ��ɨ��羵�۲�֤ʵ����Ϊ�۸����L605����Ϊ���ĵĶ�L-605֮��Ľ�����ڽ�������ϡ��ڹ��ܴ�����1232��/Сʱ�����۸���L605�е���״֦���ṹ��ȫ��ʧ�����ٽᾧ�ɷǾ��ȵĵ��ᾧ�����۸���L605�е��ٽᾧ�����ȶ�L605�����е�ҪС�ܶࡣ
- ����ƣ�Ͳ���
����ƣ�Ͳ�����538��(1000�H)�½��С�����Խϵ͵����Ӧ��ˮƽ400MPaʱ�������۸�L605�Ͷ�L605���ĵĻ��߱걾�ﵽ200��000��ѭ��������Խϸߵ����Ӧ��ˮƽ450MPaʱ�������۸�L605�걾��ƽ��ƣ������Ϊ16��850��ѭ�������൱�ڣ����Ը��ڣ���L605���ĵĻ��߱걾��ƽ��ƣ������Ϊ15��600��ѭ��������Ȥ���ǣ���425MPa�����Ӧ��ˮƽʱ�����������۸�L605�ı걾�ﵽ200��000��ѭ������һ��ֹ����32��500��ѭ���������۸�L605�ı걾��ƽ��������Լ158��000��ѭ�������L605�Ļ��߱걾��ƽ������Լ17��000��ѭ������ȣ������۸�L605��ƣ��������ʾ������ĸ��ơ������۸�L-605��ߵ�ƣ������(���L-605�������)���ܹ鹦�������ϸ�ľ����ṹ����ǿ��Ӳ�ȡ�
- ����ĥ������
��������ʹ����- ��ʽ����װ�ã�Falex ISC Tribometer�����л���ĥ�����顣��2��Stellite 20�Ͻ��������������²��ԣ������غ�Ϊ150�ˣ������ٶ�Ϊ66����/�룬��������Ϊ3000�ס�ʹ�ù����ȴ���(1232�棬1Сʱ)���˻�732�棬100Сʱ��������Ķ�L605��Ϊ���߱걾�����бȽϡ�
�۸���L-605������ ��Ϊ��ģ�������������죬�����κ��ȴ���������ĥ���ܿ���������ȴ������Ķ�L605��ģ���µ�ȼ�����죩�����������˻���Ķ�L605��ģ�ⳤ�ڹ�������ȼ�����죩��Ϊ��ɫ��
-�C��άͶӰ
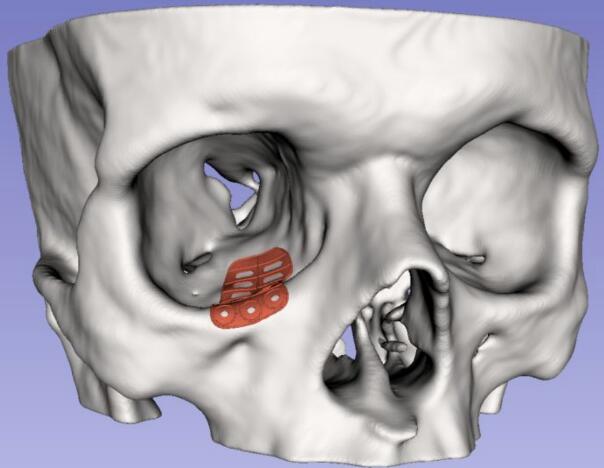
UTC������һ�ֿ��������и��Ӽ�����״������ȼ����������ķ��������а�����ϴ��������ı��桢���߲�����������ı��棨��άͶӰ�����Ը��������Զ��������ر�̡��ü����۸���������ȼ������������������Ļ�е�ӹ���������������������̽�˼��顣
�����۸�����Ҫ���ȡ�������ľ�ȷ��������Ϣ����������ȷ����·����Ϊ��ȷ��ʵ�־�ȷ��������Ҫ����ÿ����������Ŀ���ñ���ⲿ�ߴ硣NRC������һ���Լ���ɨ����Ϊ���������߲���ϵͳ���������������RR501K����Ŀ���ñ���档��ϵͳ��һ������λ�ƴ�������һ��������������ɣ����ҿ���ͨ����������/������漯�ɵ��κ������˶�ϵͳ�У�������Զ������߲���Ӧ�ÿ��ԱȽ����ؽ�����������CADģ�ͣ�������Ʒ�ߴ������������������š��˶�ϵͳ���о߳ߴ����ȣ���ȣ���ϵͳ�����������ԼΪ0.09mm���ظ��ԣ����ƫ�ԼΪ0.06mm��
ÿ��RR5 0 1K�������ͨ���ļо߰�װ�ں���λ����ת���ϣ�Ȼ���ձ����������������棬��ʹ�����߲���ϵͳ������������Ŀ���ñ���档����·��������RR501K�������ñ����״��λ����Ԥ����Ƶġ�ͨ���û����������Ʋ������̣�����ʾ����������������߲��������NRC������һ������ģ�������ÿһ����������RR501K�������ñ���Զ��������ض�����·����ʹ��500�ߵ�Nd��YAG���������м����۸�L-605�Ͻ���Գɹ���������������ñ��
�������۸������RR501K�������ñ���б����е�ӹ�������������۲��Լ������������ѧ�����۲��������������۸�L605���������L-605�������Ľ�������ϵ�����dz��á��߷Ŵ��ʵ�ɨ��羵�۲��һ��֤ʵ�˼����۸� L-605��L-605���ļ��γ��˺ܺõĽ�������ϡ�û�й۲쵽�ѷ���϶�������۸�L605����зdz���ϸ��֦���۽ṹ����L-605���ľ��е��ᾧ���ṹ��
ͨ����е�ӹ��������۸�����ȼ������ı���������õĹ��ȡ�����̽�˼�飨Ⱦ������X���ߵȵȣ���ʾ�ڼ����۸������RR501Kȼ���������ñ��û�м�ȱ�ݡ�
-�C��
- �����۸�L605�����L605����֮���γ����ܵ����õĽ�������ϡ�
- ��538�棨1000�H�������L-605���߱걾���бȽϣ������۸�L605�걾��ƣ��������ʾ���൱�����ܻ�����ĸ��ơ�
- �����۸�L605�걾��ƣ�����������ߣ����ܹ�������dz���ϸ���۽ṹ����ǿ��Ӳ�ȡ�
- ���L-605���߱걾��ȣ������۸�L605�걾�����Ըߵ�Ӳ�Ⱥ��൱���ͻ���ĥ�����ܡ�
- ���ü����۸�L-605�������������RR501Kȼ���������ñ�Ĺ����У�ʹ����NRC��������άͶӰϵͳ��
- �����ȼ��������ݿͻ��ļ���Ҫ��ͨ���˽�����������̽�˼��顣
(���α༭��admin)

 ��������죡Fraunhofer��
��������죡Fraunhofer�� ������ҵ��ѧ����������λ
������ҵ��ѧ����������λ ��Ӧ��ҵ5.0��3D��ӡ��450
��Ӧ��ҵ5.0��3D��ӡ��450 3DP4ME����δ�������ڽ���
3DP4ME����δ�������ڽ��� Pearson Lloyd���ÿɻ���
Pearson Lloyd���ÿɻ��� 3D��ӡ���ϣ�����������
3D��ӡ���ϣ�����������- ����������죡Fraunhofer�����˹����ܵ�
- ��������ҵ��ѧ����������λ���ؼ���3D��
- ����Ӧ��ҵ5.0��3D��ӡ��450 kW ͭȼ����
- ��3DP4ME����δ�������ڽ�����ǧ��3D��ӡ
- ��Pearson Lloyd���ÿɻ��ղ��ϴ�ӡ�칫
- ��3D��ӡ���ϣ����������ӵĽ���������
- ��3Dʯīϩ��ĭ�Ƴ��Ƚ�ѹ��������
- ��3D��ӡ���������ҶƬ��NREL����������
- ��3D��ӡ��ʼ���ڵ綯Ħ�г�����������
- ���о���Ա3D��ӡ̼���ܵ缫Ϊ̫������
 3Dʯīϩ��ĭ�Ƴ�
3Dʯīϩ��ĭ�Ƴ� 3D��ӡ���������
3D��ӡ��������� �о���Ա3D��ӡ̼
�о���Ա3D��ӡ̼ ��ѧ������������
��ѧ������������ ��21Сʱ3D��ӡ��
��21Сʱ3D��ӡ��- ��3D��ӡ��������3D��ӡ�ʡ��������ij���
- ����3D��ӡ������װ���ˣ�����3d��ӡ��һ
- ���Լ�������һֻ̨��20��Ԫ��3D��ӡ��
- ���ֻ���ע���ˣ�����ݮ��+3D��ӡ������
- ��ͼ�⣺3D��ӡ������������
- ��SOLS��˾�����ɶ��Ƶ�3D��ӡ����Ь��
- ��ӯ��3D��ӡ�������䰸������
- ���̵�3D��ӡ��������ż��еľ��䰸��
- ��10�����ص�3D��ӡ���裬����һ������ϲ
- ��3D��ӡ������װ��Ӧ�ã���ȼ��Կռ�


