Polymaker Max PLA 3D打印材料测评
时间:2016-01-26 18:39 来源:南极熊3D打印网 作者:中国3D打印网 阅读:次
(1) 作品打印参数:
• 机器型号:(DIY Ultimaker2)
• 切片软件:(Cura)
• 耗材直径:(3mm)
• 打印速度:(50mm/s)
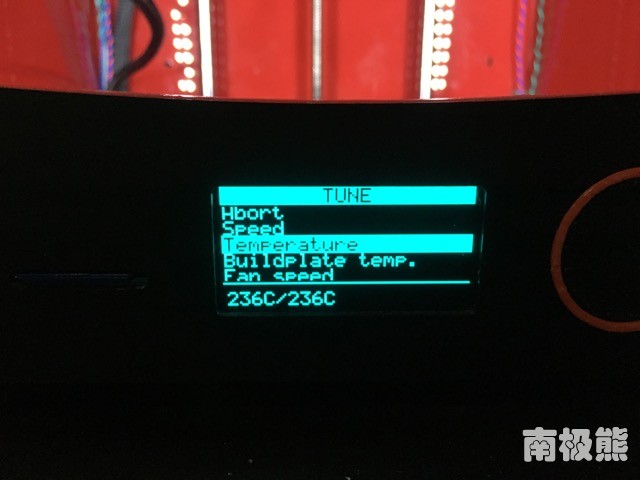
• 喷头温度:(230℃)
• 喷嘴直径:(.4 mm)
• 平台温度:(60℃)
• 填充密度:(40%)
• 打印精度:(0.1mm)
• 打印时间:(0.5~ 2 小时)
• 耗材用量:(很少)
• 底板粘结方法:(PEI 板)
(2) 作品的长宽高尺寸(多种尺寸)
(3) 打印作品多个角度的照片写真,最好秀出你的3D打印机
Polymaker Max 的外包装是相当精美的!


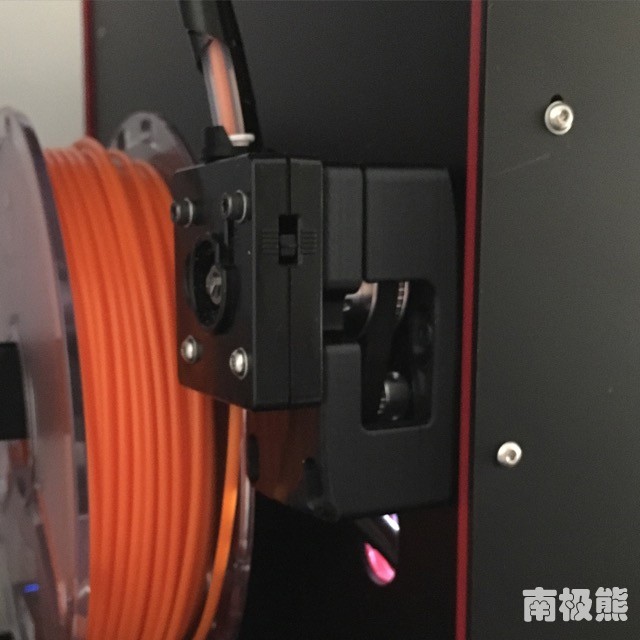
Ultimaker2+ 把原来 25W 的 4*10 加热棒功率提高到了 36W,并且采用了 齿轮箱 给步进电机减速,以达到更大的扭矩和更精确的挤出控制。我暂时还没有机会使用齿轮减速,我采用了 Ultimaker 论坛中用户 Medusa 的设计思路:同步带减速 的方式,目前某宝上很少有 36W 的 4x10mm 加热棒,我能买到的最大功率的加热棒为 30W 。提高加热棒的功率,可以提高传热效率,这是改进后的同步齿轮箱和送丝机
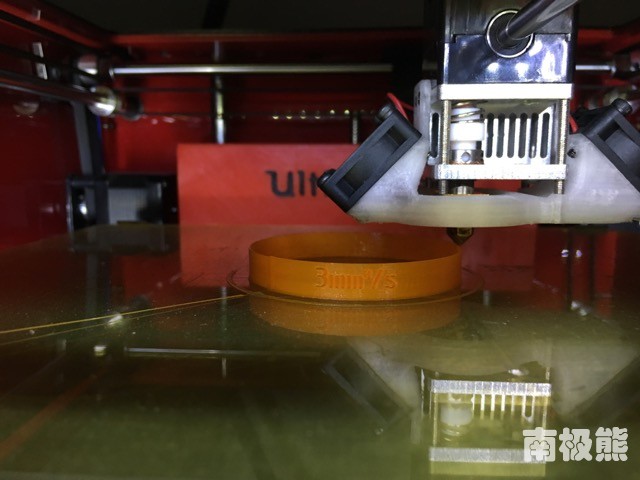
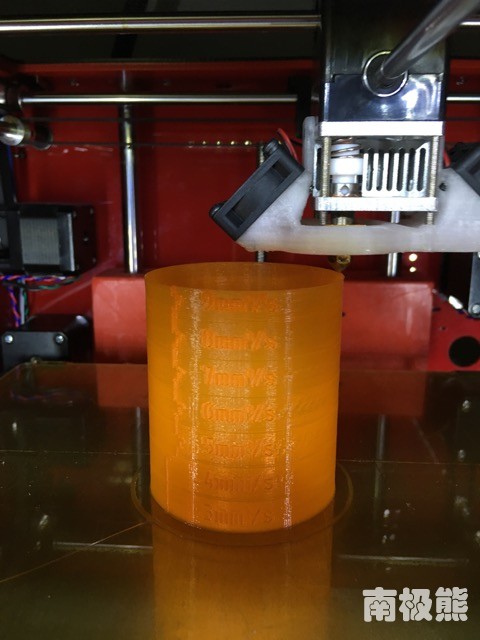

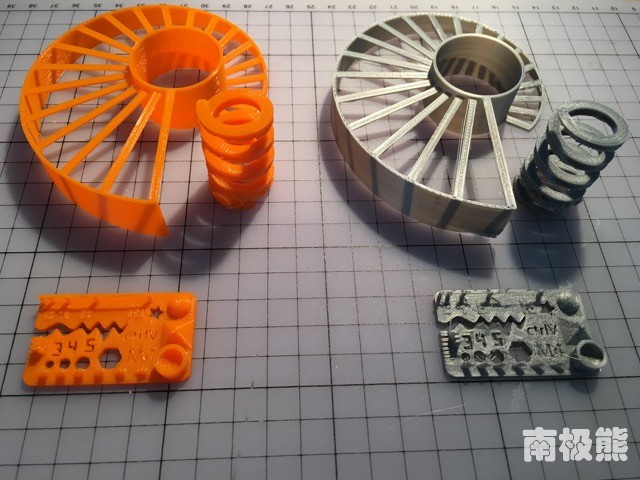
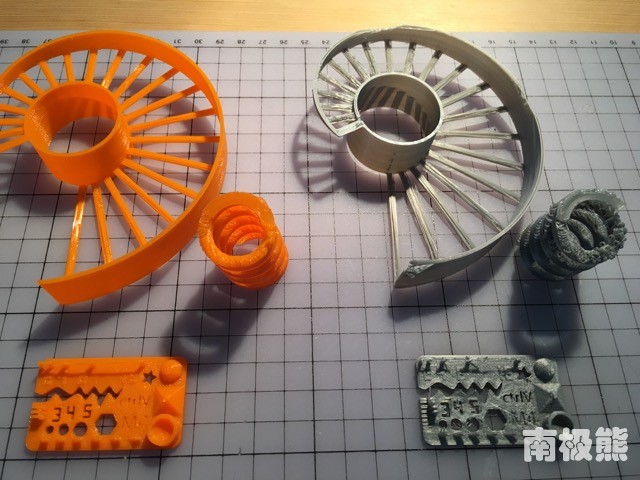
以下是细节、搭桥、悬空等等的测试。由于我的风道设计还没有优化好,这部分的对比,效果并不是十分明显。但是,观察打印过程发现,PolyMax 仍然在打印时比我使用的其它耗材更加稳定,打印弹簧的时候,打印件边缘极少出现翘边,因此基本不会被打印头刮到,产生晃动。
Ctrl-V 测试更是体现出明显的优势。搭桥测试在 30mm/s 的打印速度下,出丝更均匀,搭桥效果更好。
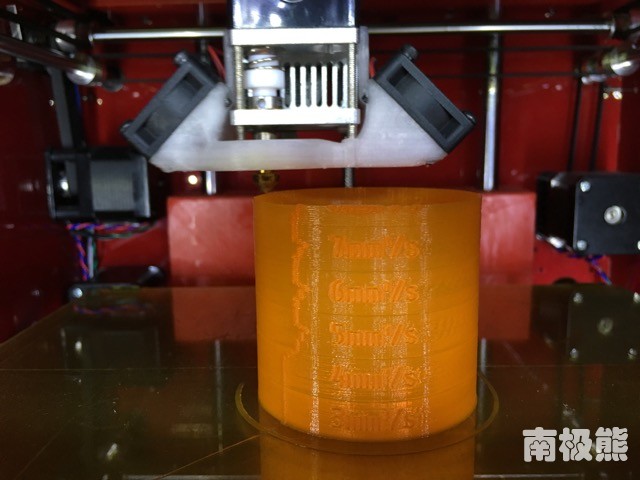
以下是对比照:橙色依然是 PolyMax,灰色是普通耗材。


(4) 使用感受(优缺点描述)
对于普通用户来说,使用打印机最希望的就是稳定、易维护。 PolyMax 耗材包装精美,挤出更流畅,着床性能更好,而且搭桥也不在话下。是款性能非常优秀的耗材。目前对于打印件的强度、韧性还没有进行测试。但是,从手感来看,PolyMax 韧性不错。
(5) 对支撑材料的期望和需求,对3D打印机和3D打印材料的关注点
对于支撑部分,我也没有进行测试。希望在支撑的去除方面,Polymax 也有很好的表现。希望 Polymaker 系列耗材能够不断完善,推出更多更好的产品。
(责任编辑:admin)

 让普通人轻松走进3D打印!
让普通人轻松走进3D打印! 千万流量媒体测评:更大更
千万流量媒体测评:更大更 高精度、大尺寸的旗舰之作
高精度、大尺寸的旗舰之作 创想三维推出年度旗舰Ende
创想三维推出年度旗舰Ende 让你在家实现3D打印自由!
让你在家实现3D打印自由!最新内容
 经济型FDM优品,A
经济型FDM优品,A 纵维立方Kobra Ma
纵维立方Kobra Ma 创想三维HALOT- O
创想三维HALOT- O 只为智趣而来,创
只为智趣而来,创热点内容


