如何解决3D打印挤出塑料不足的问题
时间:2016-07-19 11:16 来源:百度贴吧 作者:点构三维 阅读:次
在解决了打印开始时不挤出和打印时粘不住热床这两个问题之后,今天3D虎将带大家一起探讨解决挤出塑料不足这一问题的解决方法。
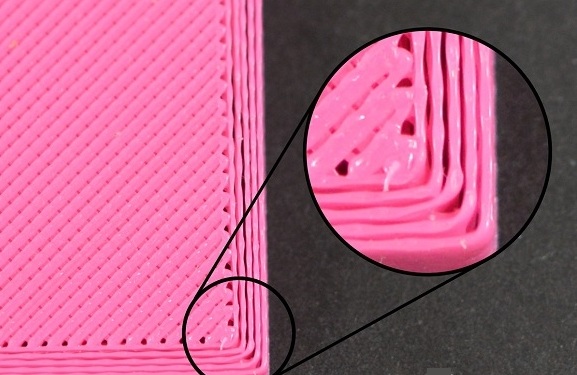
由于3D打印机不提供任何实际塑料挤出数量的反馈,很可能挤出喷嘴的塑料量会少于软件所预期的,即所谓的欠挤出。这种情况发生的时候,你会观察到每层相邻挤出之间的间隙。最可靠的检测打印机是否挤出了足量的塑料的方法是打印一个简单的20mm高的立方体,至少打印三圈轮廓。从立方体的顶部检查这三圈轮廓是否牢固的结合在一起了。如果三圈轮廓之间有间隙,那就是欠挤出了。如果3圈轮廓紧密相连并且没有任何缝隙,那可能是碰到另外的情况。一旦确定是欠挤出,有以下几种原因。
耗材直径不对:
你需要确认的第一件事情就是软件知道你在用的耗材的直径。在“基本”页面可以看到“耗材直径”这个设置值。检查一下这个值跟你购买的耗材一致。你甚至应该亲手用卡尺测量一下耗材的直径,确保你输入到软件里头的参数无误。最常见的耗材直径是1.75mm和2.85mm。大部分的成卷耗材的包装上会标注正确的直径。
调大挤出倍率:
如果你的耗材直径是对的,但是你仍然能够看到欠挤出问题,那么你应当调整你的挤出倍率。这是一个Cura提供的非常有用的参数,允许你很容易的修改塑料的挤出量(或者叫流量)。在“基本”页面你能看到“流量”这个设置。打印机上的每一个挤出机都有一个独立的挤出倍率,所以在使用该参数时确认在左边的列表里选定的是相应的挤出机。举例来看,如果挤出倍率原本是100%,你调整至105%,就意味着会多挤出5%的塑料。PLA打印时挤出倍率的典型值是90%,ABS的典型倍率是接近100%。尝试以5%为增量来调整并观察打印立方体轮廓间隙的效果。
(责任编辑:admin)

 只需3步,摆脱你不喜欢的3
只需3步,摆脱你不喜欢的3 3D扫描仪怎么玩?
3D扫描仪怎么玩? 如何使用光固化3D打印机打
如何使用光固化3D打印机打 讲述3D打印机怎么用 初学
讲述3D打印机怎么用 初学 手工对FDM 3D打印部件进行
手工对FDM 3D打印部件进行 光固化3d打印如何优化模型
光固化3d打印如何优化模型最新内容
 创想三维:如何用
创想三维:如何用 为了便于3D打印,
为了便于3D打印, 初学3D打印者必读
初学3D打印者必读 为了便于3D打印,
为了便于3D打印,热点内容


