端午大事记!弘瑞3D打印切片软件再次刷新行业新纪录!
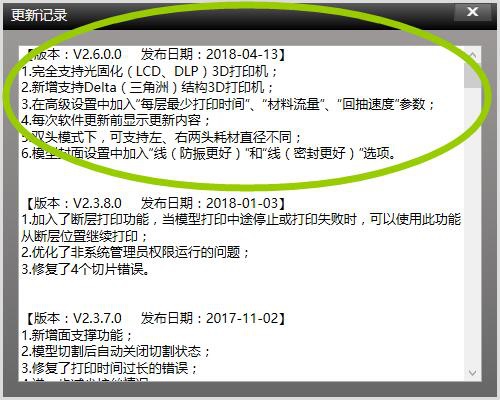
弘瑞3D打印研发团队以匠心品质倾心打造的切片及控制系统已升级至V2.6.0.0版本,此次更新内容多达6项,今天给弘豆们介绍一下新增的三项高级设置。
3D打印问世至今,已经发展了数十项类型的技术,其中最常见的工艺原理是:熔融沉积(FDM)。
熔融沉积(FDM)技术采用热熔喷头,使热塑性材料经熔化后由打印喷头内挤压而出,并沉积在指定位置后固化成型。这种工艺类似于挤牙膏的方式,其优点是打印过程安全无毒、成本相对低廉、耗材利用率高、生成操作难度相对较小、打印精度范围可控。
FDM成型原理
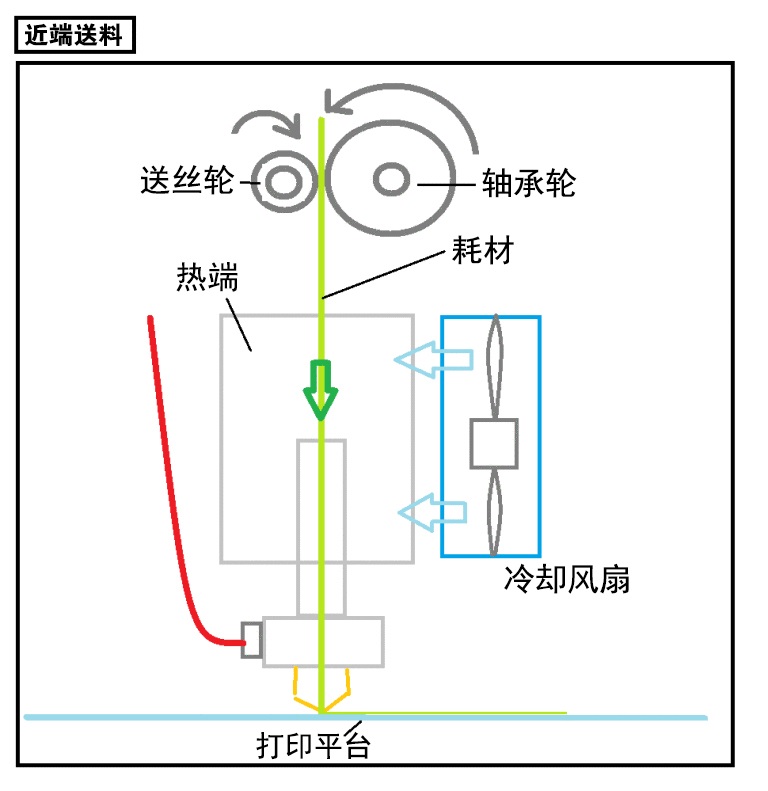
FDM技术又细分为两种送料系统:近端送料和远端送料。有兴趣了解的同学,进入“弘”学堂之《你距离完美打印出3D模型只差40厘米》。
弘瑞3D打印一直在3D打印领域叱咤风云,所有主力机型皆采用熔融沉积(FDM)技术,现有产品分为三个系列:深耕教育领域的E系列、专注企业领域的Z系列以及2018年新推出的主攻医疗领域的M系列。在三箭齐发的攻势之下,弘瑞3D打印已攻占下3D打印行业的半壁江山。
高级设置的新参数
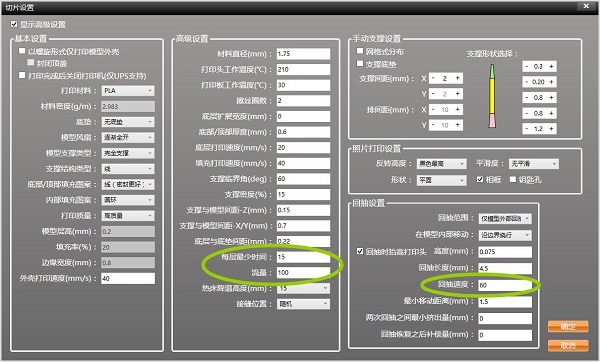
说了那么多硬件,下面我们来讲一讲软件。本次更新,在FDM切片高级设置中新增加“每层最少打印时间”、“材料流量”、“回抽速度”三个参数,每个参数皆有其作用。
FDM原理下新增的三个参数
1.每层最少打印时间
默认数值15,单位为秒,指得是打印一层所需要的时间。FDM打印技术的原理是被加热成液体的耗材固化,逐层打印的过程,而每一层固化都需要时间。如果每层打印速度过快,会造成下面一层耗材没有完全凝固,此时耗材粘连性不佳,继续打印相临两层液体耗材会相融,继而引起塌陷,造成模型表面质量不佳,整体高度缩减。

打印速度过快造成失败的案例
2.材料流量
默认数值100,单位是百分比,指得是同一时间耗材的挤出量。一般耗材直径为1.75mm,由于没有统一标准,市面上的耗材良莠不齐,大小不一。会出现两种情况:
① 假如用户所用耗材实际直径1.65mm小于一般值,打印中耗材量不足,则需要通过增大流量以补偿
② 假如用户所用耗材实际直径1.85mm大于一般值,打印中耗材量多余,则需要通过减小流量以节流。
此项设置只适用于耗材直径出现稍微偏差的情况,建议用户设置时,在100%左右更改,不要偏离太多。
提示一下:弘瑞3D打印软件中默认的耗材直径是1.75mm,如果耗材直径与1.75mm相差太多,请用户根据所用耗材的实际直径在材料直径中进行更改。
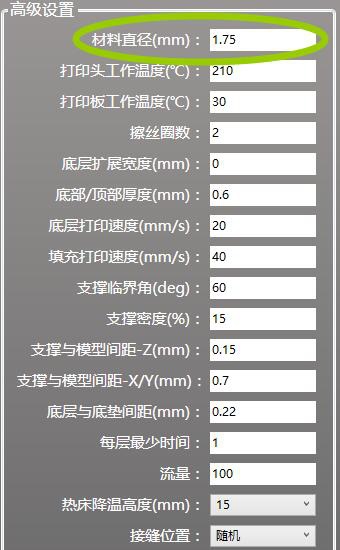
材料直径默认值是1.75mm
3.回抽速度
默认数值60,单位为毫米每秒,指得是回丝电机抽回耗材的速度。允许用户精准控制耗材的流量,建议发烧友尝试使用。
根据弘瑞3D打印技术研发中心的测试结果表明,如果回抽速度过慢,耗材没有及时被抽回到喷头内,此时打印头会带着残料移动,从而产生拉丝等现象;如果回抽速度过快,耗材没有及时被送出,打印头无料移动,则可能造成模型局部断层等问题,而且容易将空气带进打印喷头。因此,不建议用户随意更改此项参数。

铃~铃~铃~
“弘”课堂到这里就结束了
关于其他更新特性
我们下期再讲

“粽”如泰山
端午假期放三天
弘瑞大家庭福利满满喔~
小弘化身粽子君

(责任编辑:admin)

 创想三维:解析3D打印机制
创想三维:解析3D打印机制 深圳长朗科技将在Kickstar
深圳长朗科技将在Kickstar 华中科大基于粉床激光增材
华中科大基于粉床激光增材 3D打印无人机高效种植 快
3D打印无人机高效种植 快 立体易体验活动之香港圣公
立体易体验活动之香港圣公 过节不收礼,猜下我们给广
过节不收礼,猜下我们给广 创想三维:FYT战
创想三维:FYT战 创想三维:光固化
创想三维:光固化 构造立体美学,3D
构造立体美学,3D

