����ʽ�����������ν�3D��ӡ��CNC���ӹ�
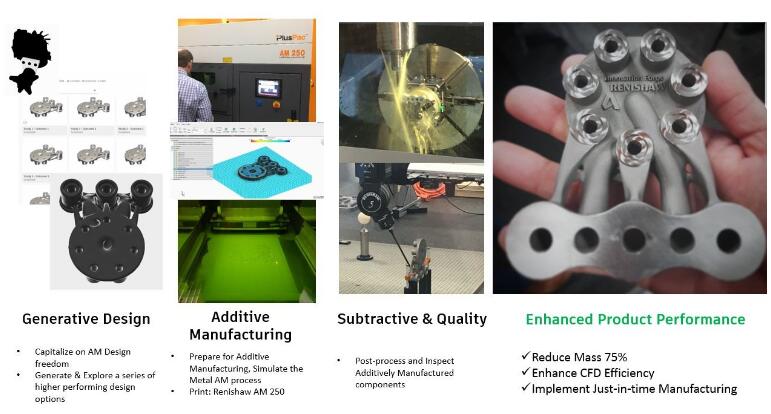
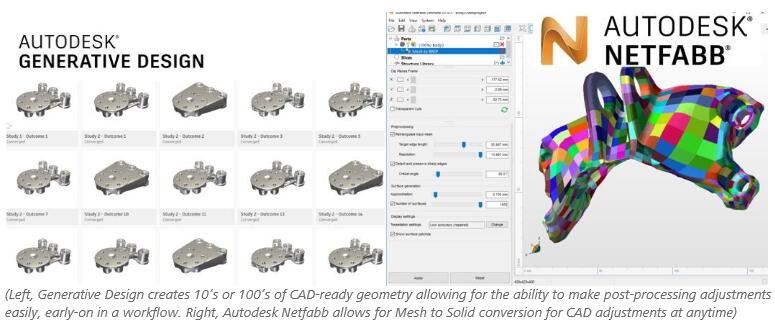
3D��ӡ-�������죨AM�����ڿ��ٷ�չ���ⱳ�������������3D��ӡ�ͷ�����Ƶ����ɶȣ�����������Ҫ�����������ǵ��������Ӧ�µ�����DZ���������ͨ����������ŷ�ؿˣ�Autodesk)�Ĵ���ʽ��������Գ����㲿�������Ż���ƣ�ͨ��ʹ��ŷ�ؿ˴���ʽ��Ƽ�����Fusion 360 Ultimate�����������ڰ�Ԫ�Ż��ͽ�����������ģ���Autodesk Netfabb���Լ��ù�˾��Alias��Recap Pro��Meshmixer��������ͨ���������ִӴ���ʽ���������õĺô�Զ��ֹ��������

ͨ��������ŷ�ؿ���ͨ��������Ъ�������������������������������֧�� �C ���ΰ�ȫ���̶���λ��ֻ��Ҫ���������Ҫʵ�ֵ����ܲ�����������������ӵ㣬ǿ�Ⱥ���������ŷ�ؿ˵Ĵ���ʽ��������Ͳ����˳���150����Ч�����ѡ�����Ʊ�ԭ���IJ�����40����ǿ20���������˸���ͬ�IJ������ϵ�һ���������첿���С���ô��������������֮·������һ�����ݺ��ӵ�ϸ������Ҫ���������������������Ľ�ϡ�
Һѹ��ܵ�����������ս
�ܶ�����Ϊ��������ͼ��������Ǿ���������������������֮��Ļ����ԣ���ʵ�ڴ��������£�����ͨ����������ĺ�������������������ϲ��������ļӹ�������Ҫ��������
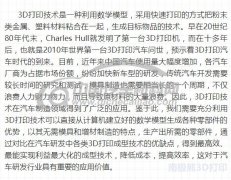
������ҵ���ݣ�ѡ���Լ������������ͨ������ֲڶ�ֵ��15��m��40��m֮�䣨����Metal-AM.com��������Ӧ�õIJ�ͬ������ͼƬ�е�Һѹ�������ĺܶ�ؼ���λ�ļ��ξ�����Ҫͨ�����ӹ�����ɾ��ӹ���ͨ�������ﵽ����Ҫ��
���⣬Ϊ������ӹ�����Ҫ���������ƿ�����Ҫ���������˿�ӹ���
��Ҫ���Ǽ��������Լ����������ͶԴ���ʽ��ƴ���һЩ�������ս������Ҫ���ǣ�
1.���������������ͼ������죿
2.���ͨ������ʽ��ƽ��к��ڴ�����
3.�ڼ�������ĺ����ӹ������У����װ����Щ�����
4.����������ϵ������Щ�����
�ӹ���ս������������
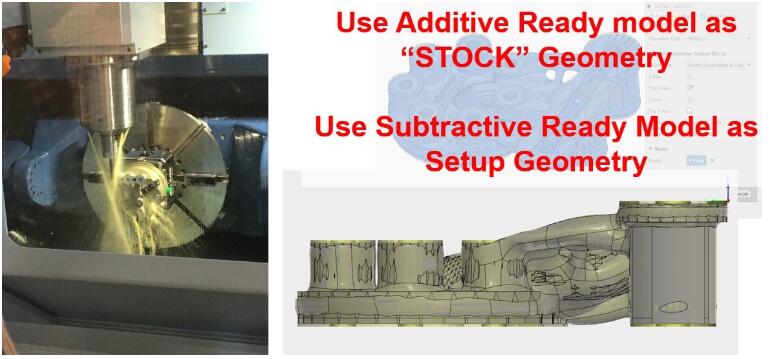
�����Σ����ڼ���������˵��Ŀǰ���ӹ��豸��Ҫ���ǻ���CADģ�͵ı�����ԣ����ӹ��豸���������������豸��ʹ�õ�STL��ʽ������Autodesk Netfabb��Autodesk����ʽ�����Fusion 360��������п��ǵ���һ���أ�ͨ��Mesh-to-BRep���ܣ�Autodesk�Ĵ���ʽ����������Դ���һ������CAD����SAT�ļ���
���ڼӹ�����������Ҳ�����ṩ�滮�����磬���������ѣ�����ֺ������Ͻ�ͨ���ڴ���ʽ��ƹ����н��ӹ��������úã����Է��㹤��ʦ�����ļ��ļӹ��в��ᱻ������������š�
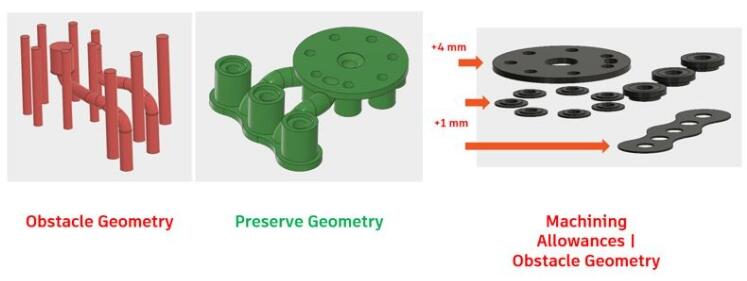
��Ȼ������һ����Ҫ�Ŀ��������ǹ����ں������ӹ������е�װ�����⡣ͨ������ʽ����������Դ���3D��ӡ��Conformal Jaws��Ϊ�гֲ�λ�������е�Һѹ�����������ͨ�������ܼ��ô����������Ľ����˺���װ�з���ĵ�����3D��ӡ�ı��ο�צ���ڽ���ס3D��ӡ������ں����ľ��ӹ������е����λ�ã����뷽ʽΪWCS����������ϵͳ�����֡�
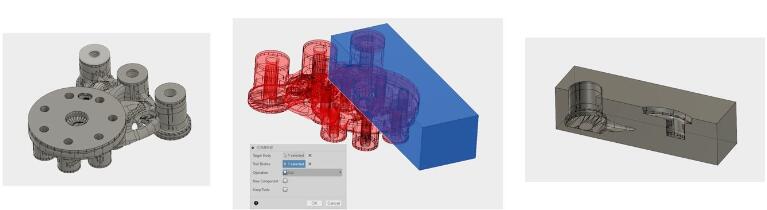
��Autodesk Fusion 360�У����Դ�������ʽ��Ƶ����������ͨ��CAM���������ɺ������ӹ��IJ��ԣ�������CNC����·������
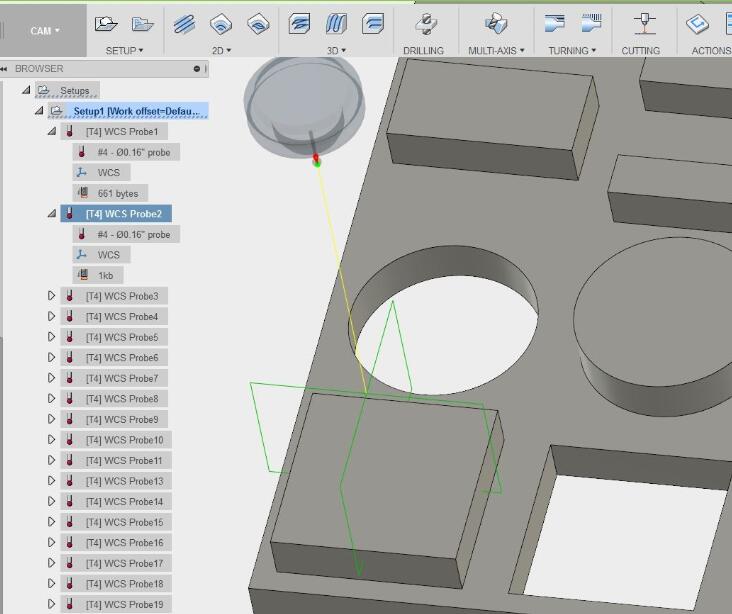

ͼƬ������CNC���ӹ����Һѹ������������3D��ӡ����ͨ�������ܵ�AM250���
(���α༭��admin)

 δ����3D��ӡ��Ϊ��Ӧ����
δ����3D��ӡ��Ϊ��Ӧ����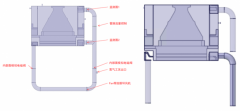 ѡ�������ۻ�SLM�����д�
ѡ�������ۻ�SLM�����д� 3D��ӡ�ȳ��ѹ����²�����
3D��ӡ�ȳ��ѹ����²����� �ɻ���3D��ӡ��һ��������
�ɻ���3D��ӡ��һ�������� 3D��ӡ��Ϊ�����ڻ�������
3D��ӡ��Ϊ�����ڻ������� 3D��ӡΪ��Ӧ���������벻
3D��ӡΪ��Ӧ���������벻- ��δ����3D��ӡ��Ϊ��Ӧ��������Щ�ı䣿
- ��ѡ�������ۻ�SLM�����д�ӡǻ�������
- ��3D��ӡ�ȳ��ѹ����²�����η�չ��
- ���ɻ���3D��ӡ��һ�����������з�������
- ��3D��ӡ��Ϊ�����ڻ��������ϰ�������Ҫ
- ��3D��ӡΪ��Ӧ���������벻���ĸı�
- ������3D��ӡ���ͼ����������з��еĶԱ�
- ��ȫ�Զ�������3D��ӡ����������������2
- ����������Ӧ����ѡ���Լ����ۻ�����
- ��3D��ӡ������ҩ���Ƽ��е�Ӧ�ú���ս
 ����3D��ӡ���ͼ�
����3D��ӡ���ͼ�

