���ڿ�����������ؼ�����������֯���ܵ��صĺ����������豸̽
ʱ�䣺2019-01-08 08:23 ��Դ���ϼ��� ���ߣ��й�3D��ӡ�� �Ķ�����
�������켼����AM���ܹ�ֱ�ӳ��λ�е�����������ṹ���ӵĽ������������д�ͳ�ӹ�������������ŵ㣬��˸ü�������Ϊ���պ��졢������ҵ�ش�װ���д����Ѽӹ����������������ṩһ�����١����ԡ��ͳɱ��ļ�����;��[3]��������δ����Ч�����������С���/��Ӧ���������ڲ�ȱ�ݡ��ȿ������⣬��ʹ�������컹����Ӧ���ں��պ���ؼ���������������������ģ�ߵȸ߶�����
���ľ��������켼����չ���ٵ���������ս����Ҫ��������������������Լ��������ƶ���չ��״��ָ�������ܹؼ������������ļ����ķ�չ����Ӧ�ã�������ȡ���ڸ����ܷ�������Ʊ�����������������ڲ�ұ��ȱ�ݵĻ����о�������̶���ȡ����Ӱ����������ؼ�����������֯���ܵĺ����������豸��̽����ȡ�
1. �����������ٵ�����
����������С������ܷ����Ʊ����������ӽṹֱ�����족����������Ρ������������ԡ�һ�廯�Ķ������������ֽ���Ϊ���ȵļ���ѡ���ۻ��������켼��Ϊ��[4]���ü����IJ��Ϸ�ƽ������ұ�������������ʮ�ָ��ӣ�ͬʱ�����ż���������塢�۳���۴��Ľ������á������������ݶȺ�ǿԼ�����µĿ������̡������ڲ���֯�ݱ䡢ѭ����������Ӧ���ݻ���������ˣ������������ٵ�����������ڴ�ӡ�����У������̷۲����̷۲�֮�䡢��һ�̷۲��ڲ��Ⱦֲ���������ĸ���������ڲ�ȱ�ݣ����ĩ�žۡ���ĩ�ӷ��ɽ�����/��Ӧ�������ֲ�δ�ںϡ���϶�������Ժ����������ס�ϸ�մɼ�����ڲ��������ơ������쳣�κ��볤��ȣ�������Ӱ�����ճ��β������ڲ���������ѧ���ܺͲ����ķ���ʹ�ð�ȫ[5]����ʵ�ϣ��ڲ�ұ��ȱ�ݿ���һֱ����������ؽ�����˵Ĺؼ�����֮һ��
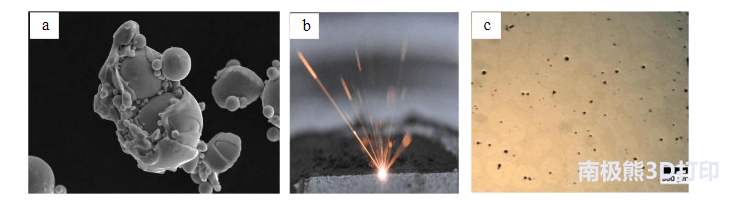
ͼ1 ������������в����ĸ���ȱ��(a) ��ĩ�žۣ�(b) ��ĩ�ӷ��ɽ���(c)����
���ڽ�����3D��ӡר���ձ齫������������г����ڲ�ұ��ȱ�ݵ�ìͷָ�������ϻ��������Լ����������ڲ�����ұ��ȱ�ݵĻ����������γɻ��������Ʒ����о��������롣����ͨ������������3D��ӡ����ר�ң��Ĵ����Ǽ�����ѧ�빤��ԺԺʿ������ʲ��ѧ�������������������λ����ڡ�����·��˹����������ѧ���ɕF���ڵĺ��������У���������������ڽ����������Ʊ�����ľ��飬�����ᵽ��Ҫ�Ӹ����Ͻ��������Լ�ؼ����������������켼����չ��Ӧ�õ��ڲ�ȱ�����⣬���������ϻ���������������������е��ڲ�ȱ�ݻ����о��Dz����ġ��й�����ҵ�������ǡ��������ȡ����������ܷ�Ӹ����ϵõ����ԣ��ܴ�̶���ȡ���ں����������豸��������Ϊ����������IJ������뾭�������ȵȾ�ѹ����ģ��������ܻ������Լ����İѻ𡱣�����˻𡢻ػ����𣩵��ȴ������գ����ƶ������ձ������ܴӸ����ϼ��ٻ�������������ؼ������������ڵġ��ڲ���������ұ��ȱ�ݡ�����������֯�ȣ����⡣2. ��������������Լ�����չ��״
����ȴ�����������������������Ⱦ�����������ߡ�����С��ͻ���ص㣬�ǵ�ǰ�����ȴ���������չ���ȵ㡣��ͳ���������ĸ����ȴ���������ֻҪ�������ƶ�������������������Ĺ��ռ����������Ͽɼ���ظ������������ڲ�ȱ�ݵ�����[6-7]��������Ϊ����ν��������������Լ����������ڽ����ȴ�����������ǧ����ʷ�ġ��Ļ��⣬��Ӧ�����ȵȾ�ѹ����ģ��������ܻ������������ȴ�������Ӧ�ȴ������Լ���ѧ�ȴ�������̼/�������ȡ�
2.1 �ȵȾ�ѹ���ܻ�����
�ȵȾ�ѹ��HIP����һ�ּ����¡���ѹ��һ��Ĺ����������������ӹ����ڸ��¸�ѹ�Ĺ�ͬ�����£����������ѹ���ʼӹ���Ʒ�����ܶȸߡ������Ժá��������졣���λ�Ժʿ�½������Ľ��������ȵȾ�ѹ���գ�������г����ȵȾ�ѹ���ս�Ȼ��ͬ�����ü����������������첿����������������ʵ����ߣ��ر���������֯���е���ܷ��汣�ָ߶ȵ�һ�������ظ��ԡ����λ�Ժʿָ����������������в��ɱ�����ڿ���ȱ�ݣ���Ҫ����������������������HIP�������������ѡ��֮һ���ȵȾ�ѹ����ʹ���Ϸ�����估���Ա��Σ��Ӷ��Խ�С�ı��θ��Ʋ����ڲ��Ŀ�϶��ȱ�ݡ���
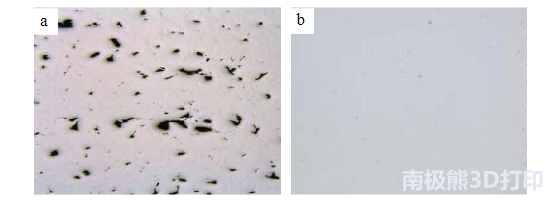
ͼ2 ������HIP����ǰ��Ա�
(a) HIP����ǰ��(b) HIP������
2.2 ��մ��/�ػ���
�����õ���ȴ���ʲ�ͬ����մ�����ɷ�Ϊ�ʹ㡢���㡢ˮ��ȡ���մ���Ĺ��������������̼����̼��ʹ�����г���Ħ���ͽӴ�Ӧ���IJ�Ʒ���繤ģ��H43�ֵ�ʹ��������������������ߡ������״̬�þ���ͬ����Ҫ������Ǵ����ߴ����״����С��һ���ʡȥ�����εĻ�е�ӹ����Ӷ���߾���Ч�沢�ֲ���������ɱ��ߵIJ��㡣
��ջػ�Ŀ���ǽ���ͨ�������������������������ƣ���Ʒ������������̼�������������ʴ��Ⱦ�ȣ��������������������Ӧ�����ȶ���֯��ʵ��֤��������������TC4����������ջػ�������ǿ���볣��Ч����������������ȴ��������ˡ�
2.3 ����˻�/������
����˻����Ҫ�ﵽ�ı��������������������ṹ��ϸ����֯������Ӧ���ȸ���Ŀ�����⣬��Ҫ������ռ��ȿɷ�ֹ������̼��������֬��ʹ������������Ч�����Ӷ���һ����߱�������Ⱥ���ѧ���ܡ�
����ȿ�����Ϊ����������������������ȴ�����Ҳ������ΪԤ����������������˻������������ѧ���ܣ�һЩ��������Ĺ���������ɴ�����ƴ�����Ϊ�����ȴ��������ȴ������գ�Ҳ����Ϊ�ø�Ӧ���ȷ������б�����ǰ��Ԥ���ȴ�����
2.4 �����̼/��������
��̼/������ĿǰӦ����㷺��һ�ֻ�ѧ�ȴ���������������̼�����������ڹ�����������Ļ���ԭ�ӣ������������պ���ɢ��̼�������빤�����㣬�Ա㽫�������͵��»ػ���������������Ӳ�ȡ�ǿ�ȣ��ر���ƣ��ǿ�Ⱥ���ĥ�ԣ���о���Ա���һ����ǿ�Ⱥ����õ����ԡ�
3. �������������켼��������
�����������켼����������죬��֮��صı�������Ҳ������Ծ[8]����2002�꣬������������ʦЭ�ᷢ���˵�һ���������켼�������˻�Ti-6Al-4V�ѺϽ������Ʒ���������Ѿ�½½�����䲼��19�������Щ�������˲�Ʒ���˻���ȵȾ�ѹ�����ƶȡ���������������Ƽ�������Ӧ���˻��ƶȼ�Ҫ���Լ��˻���ȵȾ�ѹ���ʱЧ�ƶȣ���ӳ�˹����Ѿ��ڿ����ڲ�ȱ�ݡ���������Ӧ�������ٱ��η���ȷ��濪չ�˴������о�������
���۹��ڣ��ҹ��������켼�����ķ�չ����ڹ��⣬û�ܳ�ַ�ӳ���ڼ�����չ��ˮƽ������ȱ�ٶ��������칤�չ��̵ı��������ƺ���֤�ı��������Ĵ�Χ�ƹ�ʹ���ܵ���Լ�����еļ������Ʋ�û���ܹ�Ѹ��ת��Ϊ��Ʒ���ƺ��г����ƣ����������Ҫ��չ�������켼���ı����������ر��ǹغ���֯���ܵ��ص��ȴ����ƶȼ��豸�������蹤����
4. ������������������豸̽��
����ȴ�����������������ȴ����豸�ķ�չ����չ�ġ�������̨����ȴ����豸�ijɹ����ƣ��ſ�������˻�/����յ�Ӧ�á���һ��װ����һ��������һ�����ϡ���װ����֧�ţ����ռ�������ʵ�֣������Ʊ����б��ϡ�������ҵ����ע�ز����䷽����幤�յ�ʵʩ��������װ���ڲ����Ʊ������е���Ҫ�ԣ����������������������Ե���Ϊͻ������ʵ�ϣ������ٻ�������������ؼ������������ڵġ��ڲ����������⣬��������ں����������豸��̽����ȡ�
4.1 ��ʽ˫����������ʹ�װ��
���豸��Ҫ������������ģ�߸֣�H43�ȣ�����ǿ�֡����ٸ֡��Ͻ�ֵȹؼ���������������ȴ�����������ɵĹ������ݰ���������ʹ㡢������㡢����˻�����ջػ�ȹ���

ͼ3 ��ʽ˫����������ʹ�װ���ṹʾ��ͼ
��ʽ˫����������ʹ�װ���Ƕ����Ƽ��з�����һ���Ľ��߶��豸�����ϡ���ҵ4.0�������й�����2025����չ�������Ƽ�����Ҫ�أ���ȫ�����Ƚ����ȴ���װ��֮һ������Ҫ�������1��ʾ��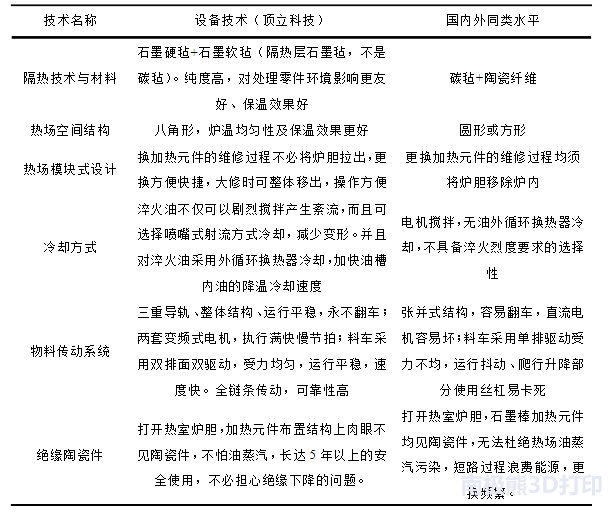
��ʽ���˫�Ҵ��¯�Ƕ����Ƽ���һ���߶��ȹ�װ����Ҳ�ǡ��й��ȴ����������Լ���·��ͼ��ָ�����ص㹥���豸�����й㷺��Ӧ��ǰ����
��ʽˮ��¯�����������ѺϽ�ˮ���ܴ�������������չ�������Ͻ��������ܻ��ߵ��ԺϽ�3J21����������17-4PH��410����֡��ٻ��߱��غϽ�����ˮ���ܴ�����

ͼ4 ��ʽ���˫��ˮ��װ���ṹʾ��ͼ
���豸�����������������ص㣺��������ʽ���ˮ��¯����ɹ��ܴ��������费ֱ���䣬�ޡ������й켣��������תʱ��������̣��ɴﵽ��6s������ˮ������Ⱦ��ձ��飬�����ʽ���ˮ��¯��ʾ�˼������Խ�ԡ�����֮�⣬������ʽ�ṹ��ʮ�������ڴ��Բ�ǿ������״�ṹ�Ħ�+���ѺϽ��㲿���Ĺ����ȴ�����������ʮ��С��
�й�ij��˾ʹ��VVWQ3030��ʽ���ˮ��¯�豸ר�Ŵ�����������TC4�ѺϽ���Ʒ���������ݣ�����+ʱЧ��ȡ�������õ�Ч����
��ۣ�����������Ϻ��������������ɫ�����ԣ���20mm������ȫ����������������С��ȫ����������0.02mm����е���ܴ����ߣ��������2��ʾ��

���豸�����ڸ��ຽ�ա�������������������ר�ø�ѹ���㴦��������������ͭ�������������������������֡����ϲ��ϡ����ºϽ�ĸ�ѹ���㴦����Ŀǰ��ACME�������շ�����ҶƬ���쳧�������豸��

ͼ5 ��ʽ˫����ո�ѹ����װ���ṹʾ��ͼ
���豸���еļ����ص����3��ʾ��
��װ����Ҫ����20CrMnTi��12Cr2Ni4A��12Cr2Ni3A�Ƚṹ�֡��ߺϽ���̼�ֵ���̼����̼��Ĵ��1Cr13�Ȳ���ֵ���̼����̼��Ĵ�𣬹�ģ�߸ֵĴ���Լ�����������������������������С��ͱ������е�������ܻ�������ȵĴ���˻�ȡ��似������Ϊ��
��1����ʽ˫�ҽṹ��1����̼�Һ�1������ң�����������ʵ�ʿ�ѡ��
��2������ʽʯī����¯���Ͼ��Ȳ�������̼����ע�����죬ȷ�����վ��ȣ�
��3��ʵ��1050���¸�����̼���������������̼���ڣ�
��4�����ת���ϳ�����ƽ�ȣ�ִ�С���-��-�������н��ģ�ת��ʱ��̣�
��5�������������տ��ƣ���ä����̼���������ơ�

ͼ6 ��ʽ˫�������̼װ���ṹʾ��ͼ
4.5 �����ѹװ��
��װ����Ҫ���ڸ���������ϡ����ϲ��ϡ��ߵ��Ȳ��ϡ�SiC�մɡ���ĥ����ϵ����/�����µĸ�����ѹ״̬�µ����ܻ����ա�����Ҫ�������£�
��1�����ҡ����ȡ���ڡ���ʽ�ṹ�����岼�ý��պ�����
��2����װ��Һѹר��ѹ����ȷ��ϵͳ���Ƽ���ѹ��ȷ��
��3����ѹ��ʽ��ѡ�����ѹ��˫���ѹ��
��4���ȳ�������ʯī��������ȫ������������
��5������ѹ��������30T��35T��100T��200T��400T��500T��800T��1000T��
��6�������ѹ¯�¶ȿ�ѡ��1500�桢1800�桢2000�桢2300�桢2500�棻
��7��ѹͷ���Ͽ�ѡ��Ⱦ�ѹʯī��TZM�Ͻ�

ͼ7 �����ѹװ���ṹʾ��ͼ
����֮�⣬���и�����������ȴ���װ�����ɹ㷺Ӧ���ڽ�����3D��ӡ�����ĺ�����������ʽ������˻�װ������ʽ��װ�ϸ�����˻�װ��������ջػ�װ���ȡ�5. ������
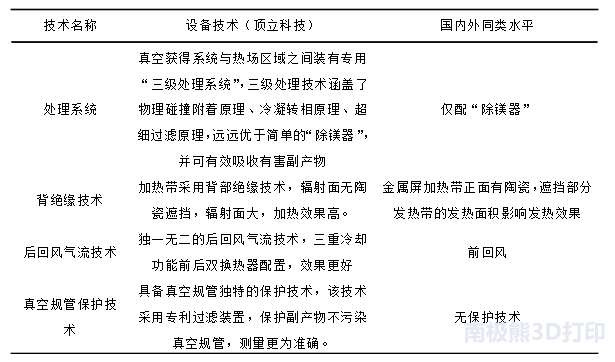
��1�������ܹؼ������������ļ����ķ�չ����Ӧ�ã�������ȡ���ڸ����ܷ�������Ʊ�����������������ڲ�ұ��ȱ�ݵĻ����о�������̶���ȡ����Ӱ����������ؼ�����������֯���ܵĺ����������豸��̽����ȣ�
��2���ӿ��ҹ��������켼�����ұ��ƶ����ر��������������������������ع��Ҽ�����ʮ�ֱ�Ҫ��
��3�������Ƽ���������ȴ����߶˲�Ʒ�����������й����Ƚ���ˮƽ��ʱ�������˶����Ƽ�������ʹ�������Ӵ����ϡ���ҵ4.0�������й�����2025�����Ƶĸ߶��ȴ���װ�����ȣ����������������ؼ�������������֯���ܵ��صĺ�������
(���α༭��admin)

 δ����3D��ӡ��Ϊ��Ӧ����
δ����3D��ӡ��Ϊ��Ӧ����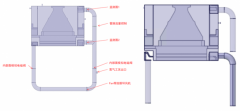 ѡ�������ۻ�SLM�����д�
ѡ�������ۻ�SLM�����д� 3D��ӡ�ȳ��ѹ����²�����
3D��ӡ�ȳ��ѹ����²����� �ɻ���3D��ӡ��һ��������
�ɻ���3D��ӡ��һ�������� 3D��ӡ��Ϊ�����ڻ�������
3D��ӡ��Ϊ�����ڻ������� 3D��ӡΪ��Ӧ���������벻
3D��ӡΪ��Ӧ���������벻��������
- ��δ����3D��ӡ��Ϊ��Ӧ��������Щ�ı䣿
- ��ѡ�������ۻ�SLM�����д�ӡǻ�������
- ��3D��ӡ�ȳ��ѹ����²�����η�չ��
- ���ɻ���3D��ӡ��һ�����������з�������
- ��3D��ӡ��Ϊ�����ڻ��������ϰ�������Ҫ
- ��3D��ӡΪ��Ӧ���������벻���ĸı�
- ������3D��ӡ���ͼ����������з��еĶԱ�
- ��ȫ�Զ�������3D��ӡ����������������2
- ����������Ӧ����ѡ���Լ����ۻ�����
- ��3D��ӡ������ҩ���Ƽ��е�Ӧ�ú���ս
 ����3D��ӡ���ͼ�
����3D��ӡ���ͼ��ȵ�����


