你能打印一个直径100毫米的无支撑水平圆盘吗?
目前,不加支撑或最大程度减少支撑数量是金属粉床烧结的热门话题。客户经常会问到是否可以实现在松散的粉床上打印没有支撑的水平面。标准打印工艺肯定会导致严重的过热,并很有可能导致刮刀卡刀或零件损坏。为响应客户的问题,我们对此进行了相关研究。在这次研究中,为了提高项目的难度,我们选择了最具挑战性的实验:采用高应力材料 Ti64,硬质刮刀和大水平面。因此,用于此实验的方法可以轻松转移到其他常见的材料中。
 打印后清理干净的工作平台
打印后清理干净的工作平台
 Magics 下的视图(无支撑的 EOS Logo)
Magics 下的视图(无支撑的 EOS Logo)
![]() 支撑
支撑
优化支撑设计时,需要分析考虑其用途。选区激光时需要支撑的三个主要原因是:
- 抵抗刮刀的作用力
- 应对残余应力
- 导热作用
对于特定的支撑区域,可以优化支撑的数量。对于刮刀的影响,可以选择较软的刮刀材料,调整零件的摆放角度或工艺优化。本次实验,我们使用高速钢刮刀来模拟最具挑战性的情况。
借助平台预热和扫描策略等措施可以减少热应力。预变形也常被用来减少变形,它是用变形来达到最终需要的形状,但对于水平表面的变形不能起到很好的作用。如果在一个方向上进行预变形,则弯曲会更严重。在我们的研究中,水平表面放在壁厚为1 mm的圆柱体上,以防止其弯曲。 这样薄壁几何形状的圆柱通常会有局部过热的现象,因此对于该圆柱,我们也优化了扫描策略,即去除了轮廓扫描并将曝光方式从条带改为时间优化的扫描方式。
但是导热的问题仍然存在。由于圆盘直接在松散的粉末上打印,与固体材料相比,粉末的导热性更差。粉末导热率低的原因是粉末颗粒的间隙中存在气体以及颗粒之间的点对点接触。这就是为什么通常将支撑放在表面下方以增加热传递的原因。为了克服这一挑战,能量输入需要适应周围材料的导热性。因此需要在零件的高度上采用逐渐改变参数的策略。
参数开发基于 EOS Ti64 Speed(60μm)过程,试验在 EOS M 290 上进行,使用 EOSTATE ExposureOT 和 EOSTATE MeltPool 监测。
为了高效的测试,在不同高度生成了 36 个圆柱体(每六个样本一组)。根据下面的流程,每行将用于确定一个特定层的参数。这意味着A行中的圆柱体包含一个高度为一层的圆盘。监控套件用于收集更多信息并为每一层开发正确的参数。第一层完成后,将在 EOSPRINT 2 中调整参数,并更新作业。下一步是优化第二层的工艺参数,这在第 B 行完成。这些圆柱包含两个圆盘,每个圆盘的高度为一层。之后继续开发到第 F 行的第六层之后,我们跳回到 A 行并继续七个圆盘。在这样的测试中,每层使用单个圆盘更容易,可以在Magics中轻松复制和调整它们。对于最后一部分,目标是仅使用一个 STL 在 EOSPRINT 2 中借助 Z 向分割生成各个层。
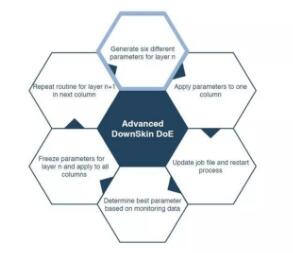
下表面参数优化的流程
 不同高度的圆盘
不同高度的圆盘
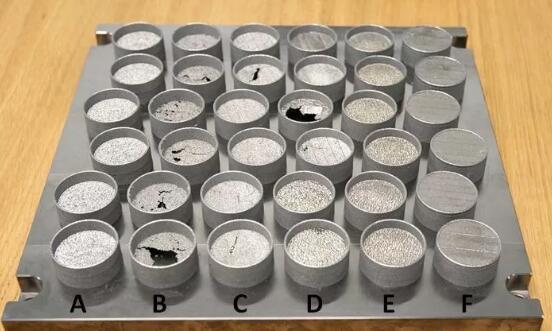
A 到 F 组圆盘测试
遵循这一流程,当从 EOSTATE ExposureOT 监测中获取到某一层有正常的传热信号后。从下一层开始使用 EOS Ti64 标准参数。

EOSTATE ExposureOT 监控的数据

EOSTATE ExposureOT 监控的数据
![]() 支撑优化
支撑优化
目标是尽可能容易地从圆柱上中取下测试零件。在第一个圆盘下方引入一个弱点。用支撑代替三层圆柱,这些支撑件可以在 Z 方向上容易地调节强度。这可以通过诸如激光功率和扫描速度之类的工艺参数或齿顶长度等 Magics 参数来完成。在易于移除和足够的强度之间找到合适的方案,以在热处理之前承受残余应力。

支撑优化方案
EOSPRINT 2 界面内部支撑视图
调整支撑强度后,可以很容易地从圆柱体上移除 EOS Logo。
 取下零件的基板
取下零件的基板
![]() Z 向切割
Z 向切割
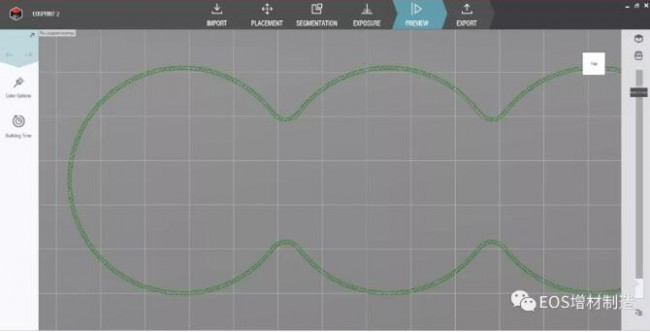
DoE 是针对每个 STL 数据单独设置参数,这对于更复杂的部件来说不太方便,因为它需要大量的手动工作。EOSPRINT 2 附带了一个简洁的工具,称为 Z 向切割。借助此功能,可以将一个部件划分为不同的部分,并且可以将特定参数应用于每个区域。将这些部件分成 60μm 的段,以便将优化的参数应用于每一层。

Z 向切割 EOSPRINT 2 中的工艺参数分配
![]() 零件
零件
- EOS Logo,每个字母的直径为 50 mm
- 直径 100 毫米,面积接近 8000 平方毫米的圆盘
- 圆盘直径 50 毫米,中心孔 20 毫米。孔的边缘没有连接。
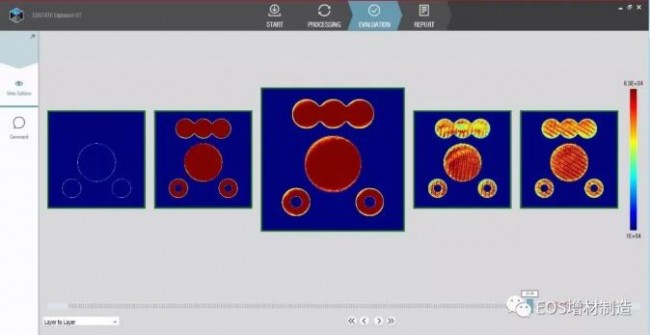
EOSTATE ExposureOT监视圆盘前四层的数据。可以清楚地看到第一张照片中的圆盘下方没有固体材料或支撑。
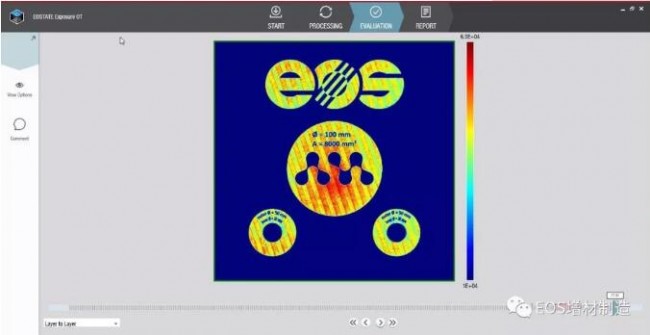
EOSTATE ExposureOT监控的数据

外径50毫米,没有内部支撑

100 毫米直径等于近 8000 平方毫米
![]() 下表面
下表面
下表面的外观也是一个重要的问题。当然,表面粗糙度会增加,您可以在下图中看到常规 DownSkin 表面状态。更多的实验样本还在处理中,将在以后发布。

EOS Logo 的 DownSkin
本研究成功展示了大水平表面无支撑参数优化的方法。但是,这种方法仍然存在挑战。参数必须适应尺寸和几何形状以及大的水平表面,这在当前的增材制造中不是很常见的特征。此项目的目标是展示针对特定挑战量身定制流程的能力。这可以作为一种灵感,不断推动您在增材知道的应用界限。
(责任编辑:admin)

 3D打印黄金吊坠让人们铭记
3D打印黄金吊坠让人们铭记 令人惊艳的3D打印喷气飞行
令人惊艳的3D打印喷气飞行 全球PK 3D打印PPSU,SOLVA
全球PK 3D打印PPSU,SOLVA 看3D打印自动化单元如何在
看3D打印自动化单元如何在 大型高精度电子结构件产品
大型高精度电子结构件产品 新型防伪技术:同一束光照
新型防伪技术:同一束光照 用于细胞3D打印的
用于细胞3D打印的

