FDM 3D��ӡ���������Դ��ߵľ��ȣ�
��ϲ������ģ�ͣ���ֻ��С�����µĶ��������ǹ�̻������������ҰѴ�ʱ�仨�����FDM�����ϡ�����ͼƬ������Ϊ�������ˡ����0.05������ͷ0.3mm���������ߵ�0.2����Ƭ��࣬һ����ƭ��ӡ���ĸ㷨�����0.4ͷ�ӵĿ������ó�0.3��߾��ȡ������е��õġ�



������ƭ����������Ч�ķ������ǻ�ͷ�ˡ�������ͷ������������⡣����������ǿ�ͱ���ˡ�
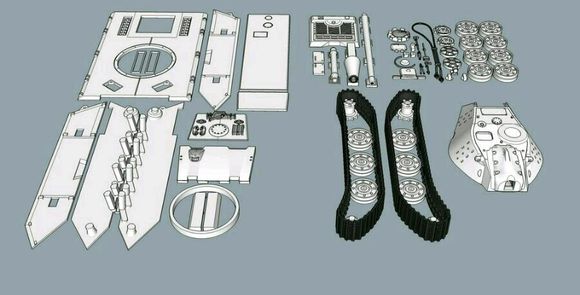
1�������ƥ��Ͱ�װ���Ҿ�����һ������������顣�ṹ�Ѵ�ӡ����ȴ���ȸ���ס�ˡ�����Ϊ�˲���������½�˺�ˣ�װ�ú���Ϊ����һ��ȥ��һ��������2�㣬�һ������ܾ��½���Щ�����ɢ�Ȳ��������鲻���µ�������֡���һ�䣬ע��Ҫ���Ȱ�װ��װ�Ϻ�Ȼ©Һ����Ҳ����ǰû�뵽��
�ò����㶨©Һ�������ӡʱ��ûԭ���á��������⡣��������Ҫ�������������ˡ��Ұ��ҵľ���˵�¡��л���ͷ�ӣ��������Ŀ��Բο��£��Ҳ�һ���ԡ����Լ������Լ����������
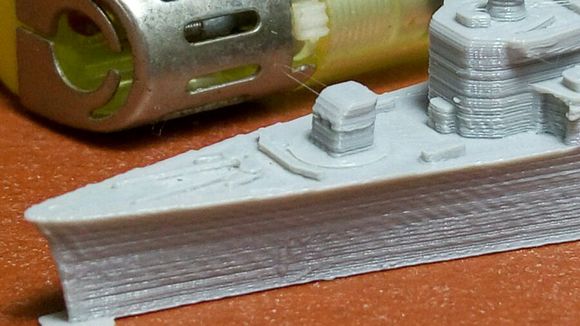
ǰ��˵��0.4��ͷ�ӿ�����ƭ��ӡ����0.3�ġ����ⲻ���һ���0.3��ͷ�ӣ���������ˡ������Լ�����0.3��0.4�Ŀײ���������0.3��0.2�ֲ���٣��������ƭ��ӡ����0.2����Ƭ��ࡣ��ӡ�����ֲ���Ӧ����������������õļ���ͷֱ���Զ�������˿����0.2ͷ�ӳ�˿�����٣��ҿ���0.3�Ķ��������˿����һ����һ��û�С���ô�죡�Ǿ�����ƭһ�Ρ��ѳ�˿ǿ�ȵ���120%�����������ͬʱ���ڲ�ߵͣ����Ѿ�������0.06mm����Ƭ���Ҳֻ��0.2mm���Ҵ�Ķ���һ�㲻��Ҽ���һ�𣬽���¶ȹ��ߡ�����PLA���ϣ��������¶ȵ�Ϊ175�ȡ������һ�䣬��Ҫ��ABS���ϣ����ο��Ų�˵�����»�Ӱ�콡��������PLAҲҪ�������д�ӡ���ⶥ�м�϶�ģ����齵���ٶȵ�80%��Ҳ�ɼӴ��˿��120%�����ߡ��ڰ����������2�����֮����˿�ġ���ʱû�ð취�����齵�����¶ȡ��ؼ���ѧ��3D��ģ��,�����SketchUP��Ҫ��Ȼ�ܶණ�����������ѧ�����ƴ��ҵķּ�ͼ
�����ڳ��õľ����Dz��0.06mm����Ƭ���0.25mm�������и�����һ��3Сʱ���ҵ��ļ��������Ѳ�ߵ���0.07ʱ��Ҳ�����䡣����0.05ʱ���Ī������30���ӡ����Ҫע�⣬ѡһ���Լ۱ȸߵ�ֵ�����˷���0.02��0.2���ȵĴ�ӡ���Ǹ��ɻ����ĶԱ�ͼ�����ĺܺã�һĿ��Ȼ�����DZ��̻����ȣ�����Ҳ�Ȳ��ϡ�����֧���Ǹ���ӡ���0.02mm�����ӵġ���Ϊ��ϲ���߾��ȡ��Ҿ����Ǹ����Ӵ�ӡ�ɻ���߱仯�ĶԱ�ͼ������һĿ��Ȼ����Ҳ�����о��������Dz��0.02Ҫ��0.2��ͷ�Ӳ��С�Ҫ����������ࡣһ�����FDM��0.4��ͷ����ൽ���0.05mm��������ͷ������ֱ�ӵķ��������̻����ȡ��Ȳ��ϵġ�����ܶ�ͼƬ��ƭ�˵ģ�FDM����ϸС���������̫���У�����ʱɢ�ȡ�ϸС�������ȶѻ����ҵĽ���취���Ա�50����һ��һ���ߵ����ӡ�����Ҳ������ȫ������մ�ӡ�ġ�

(���α༭��admin)

 3D��ӡ̫��������Ϊ��
3D��ӡ̫��������Ϊ�� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM 

