�����������ɸ㶨3D��ӡ����ӡ��˿����
���3D��ӡ����ӡ��ģ���м�������֮����ں�С�ļ�϶������ģ���кܸ��ӵ����ߣ��������ᷢ�����Ӵ��кܶ��˿��������Ҫ�����ù���С�ĵĴ����ɾ�����ô��û�кõİ취������������������?
Ϊ�˼�����˿����ķ������û��ڴ�ӡ��ʱ��Ҫ���ӻس���������ã���ӡ�¶Ȳ���̫�ߡ���ؼ���ԭ����ܾ������Ϲ�̫�����߲�����Զ����˿����ô����취���£�
һ������3D��ӡ�����Ϲܵľ���
������������豸��Ե���뽫��Ų���м�ȥ��
(1)�������������ľ���������˿��
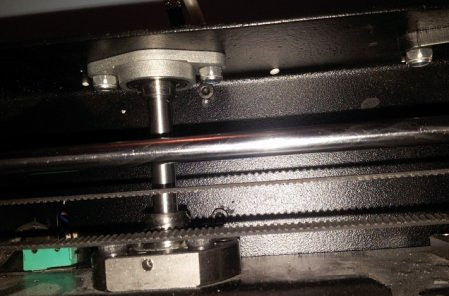
(2)���г������ھ�Ϊ3.3MM�����Ϲܣ�һ������Һѹ�豸����������Ȼ����������ľ�����һЩ��
�̵�Ŀ���Ƿ�ֹ����������������������������ʱ���������ʱ��˲����ˡ�
(3)�����Ϲܵ����ڻ���ȫ�ֵģ����Ӷ����ϹܵĹ̶�ǿ�ȣ�����˲�����ʱ�����Ϲܲ���������ֵ�����������˶�����ʽͭ��Щ��������������ϸ�۲�ᷢ�֣���һ����˶����ڻ�����ʱ��������ʱ����ʱ����0.05�룬������ֵ���û��ȫ���˵�λ����ӡͷ�Ϳ�ʼ�ƶ����������������䣬�ͻ����ϸ˿���ӡ�

������3D��ӡ�������ڼӸ�Сͭ��
(1)���г����ҵ���ͼ��ʾ��ͭ��
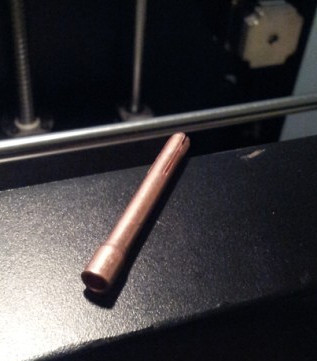
(2)�ضϳ�С�Σ�Ҫ�м��Dz��֣�����Ҫ1.1���ף�ҲҪ�����Լ������쳤�����������������С���������������»�Ŀռ䡣

(3)�����С��һͷĥ��Ϊƽͷ��һͷĥ��Ϊ���ǡ�ƽͷ���ڣ��������ⰲװ��ȥ��

(4)�������õ�ͭ�����������ڲ�����֤���Ի������������

(5)�������찲װ��ȥ�Ϳ����ˣ���ӡʱ���ٶ�60 �����˾���6��ã���ӡʱ����1MM����ļ��֮�䶼������������˿����
ԭ�������Сͭ���������ڿ���������˶�����ӡ����ʱ�����˵��ϻ�������һͬ��������������Сͭ����������ڴ�����Ҳ��һͬ�������������������û�в�����������������ͭ��ǰ����Ϊ�����ڿռ�ܴ�ֻ�������Ļ��ˣ�����Χ���ϼ��������ߣ���������˿����
ͨ�����ϴ������������3D��ӡ���ٽ��д�ӡ���Ծͻᷢ��û����˿�������ˡ�
(���α༭��admin)

 3D��ӡ̫��������Ϊ��
3D��ӡ̫��������Ϊ�� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM 

