3D��ӡ��������ʱ�������㻹��Ӧ�ÿ��ǵģ�
3D��ӡ������Ҫ��ﵽ�dz��õij���Ч�������Dz���ô���ġ���Ҫ��Ϊ�������㣺
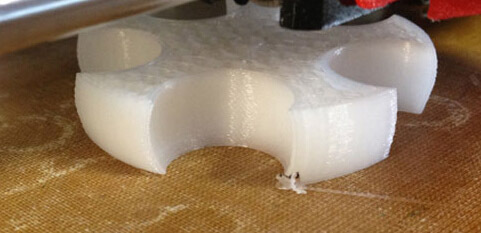
���ȣ��Ӳ��ϱ����������������Ϸdz����׳�ʪ������ζ���������״ӿ�������ˮ�����������ڲ�����24Сʱ��ʱ���ڣ����ճ������������ٷ�֮ʮ��ˮ������������Ҫ��3D��ӡ�ɹ�������Ҫ��֤�����Ǹ���ġ�����ʹ�ò��Ǻܸɵ���������3D��ӡʱ����ӡ�����У������е�ˮ�ͻᱬը�������ݣ�������Ӱ������֮���ճ���ԣ����Ҵ������������ij���Ч������ģ�ͱ��档
��Σ������ڴ�ӡ�Ĺ��̣����¶ȵ�Ҫ��ߣ��������̱ߡ�
3D��ӡ��������ʱ�� �����Ƽ����Դ�ӡ�������������ã�
-
����ͷ�¶ȣ�240��C - 260��C
-
�ȴ��¶ȣ�70-80��C ��Ϳ��ˮ��ǰ���£�
-
��ӡ�ٶ�: 30-60 mm/s
-
��ߣ�0.2 mm - 0.4 mm
ֵ��һ����ǣ�����3D��ӡ����֧�ִ�ӡͷ�¶�Ϊ��[��ǰ����-260��]���¶ȷ�Χ�����пɵ����¶ȵļ��Ȱ壬�Լ�ȫ��ջ����γɵı��²֣��dz��ʺϴ�ӡ������
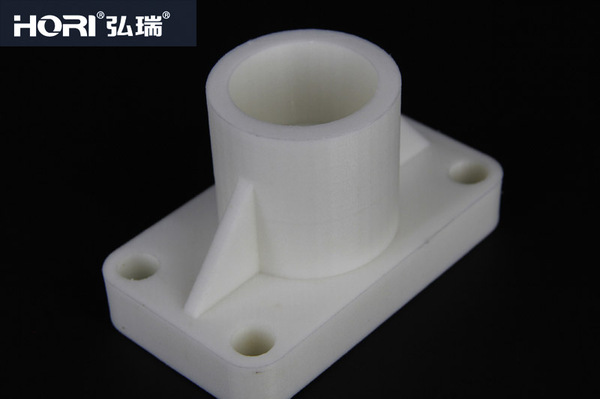
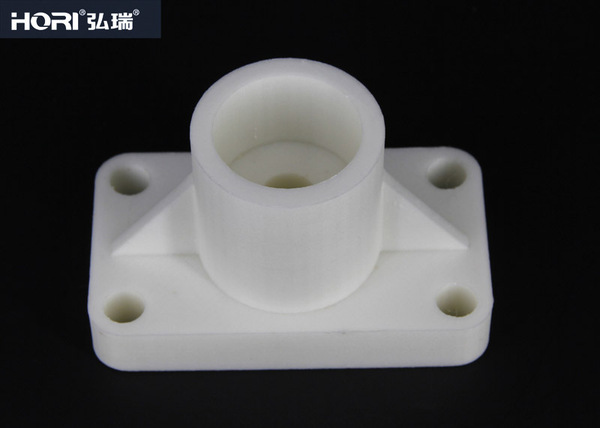
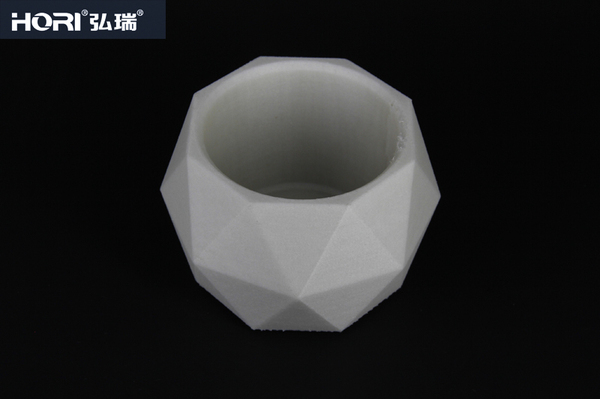
��ͼ�� ����3D��ӡ�������ϣ�����Ч���ã�ģ�ͱ���⻬��
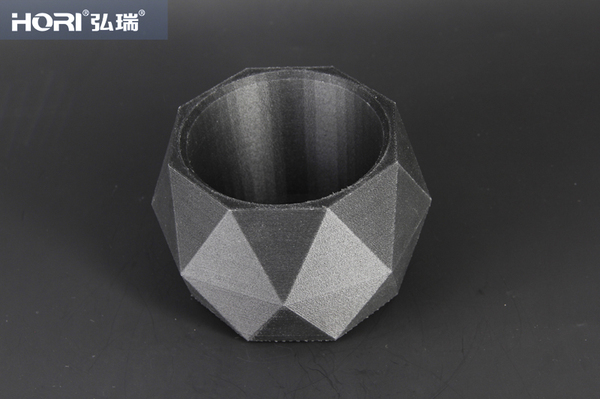
��ͼ������3D��ӡPolycomb���ϡ�

������Ѷ����ӭ��ע�Ź��ںţ�Hori3D_Printer������3D��ӡ��
(���α༭��admin)

 3D��ӡ̫��������Ϊ��
3D��ӡ̫��������Ϊ�� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM 

