����3D��ӡ/�����������״�����ʱ����ϣ�(2)
��ĩ���ڻ���POWDER BED FUSION-PBF������
���������ﱻ��������������ͬ�Ĺ��̣�ͨ����Ƭ�����Ը���άģ�ͽ�����Ƭ�ֲ㣬�õ���������������ݣ������������������ɨ��·�����豸��������Щ���ɨ���ߣ����Ƽ������������ѡ���ۻ�����Ľ�����ĩ���ϣ��ѵ�����ά���������
���������������ʼɨ��ǰ���̷�װ���Ȱѽ�����ĩƽ�Ƶ����Ļ����ϣ��������ٰ���ǰ������������ѡ���ۻ������ϵķ�ĩ���ӹ�����ǰ�㣬Ȼ������½�һ�����ľ��룬���ϸ�����һ����ȵľ��룬�̷�װ�������Ѽӹ��õĵ�ǰ�����̺ý�����ĩ���豸������һ�����������ݽ��мӹ�����˲��ӹ���ֱ����������ӹ���ϡ������ӹ�������ͨ�ж������屣���ļӹ����н��У��Ա�������ڸ��������������巢����Ӧ��
�����˰���һ������Ϊ3D��ӡ�����ϸ���˵���Ⲣ������һ����������ȷ���ƣ����������Ϊȷ��
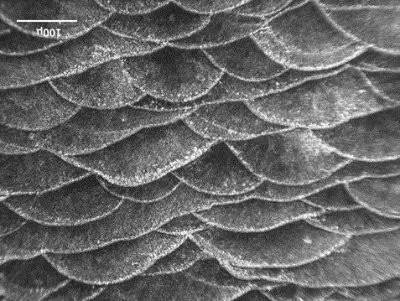
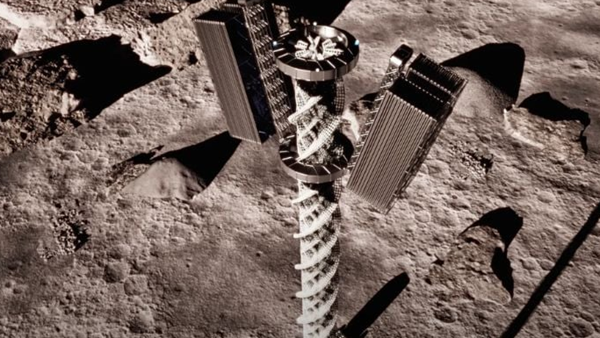
ͼ����ʾ������������ĵ������棬��Դ������
ͨ�������������칤����������ͨ������Ϊ���б�ɰ������������õIJ������ܣ���ͨ���ﲻ���������ܡ�ԭ���Ƕ��ģ�Ҳ�൱���ӡ��ڴ��������£���������Ϊһ��һ���ڻ�������ĩ�Ĺ�����ʹ�þ��в�ͬ���۽ṹ��������ܵĽ�����������Ӱ������HAZ���½�һ���IJ��컯����Щ��ǧ������ͺ��������а����������Ӱ������
���PBF�ӹ�������ASTM���ڳ�̨��صı���
ͼ��ASTM��ISO���ִ�ĵ¹���VDI3405�����Ϸ���FBF�ӹ������ı����±��ƻ���2017������ɡ�
���ڼ��������������ۻ�������ĩ��Ȼ����ٹ̻�����һ�з�����һ���dz��ߵ��ٶȷ�Χ�ڣ��ɴ˲����Ľ��ྦྷ���ߴ���Է������Եı仯��ͨ����������ղ��������ն����е���ܵľ����ߴ���۽ṹ��ʵ��һ���̶ȵĿ��ơ�
����ӹ������У��۳ص�������Ϊ�Լ���3D��ӡ���ճ��μ����ۺ����ܾ���������Ҫ��Ӱ�졣�������ʹ�������ľ����ֻ�������ؽ��Ͳ���ǿ�ȣ��������ʹ���������Ƽ��ڲ����ƺͿ�϶�ȼӹ�ȱ�ݣ������Ƽ�ʹ�ù����е���ǰʧЧ��ͬʱ������������Ϊ�����IJ���Ӧ�������������Ƽ��ߴ羫�Ⱥͱ���ֲڶ���������ϵ����������һ��������ͻ�����о���
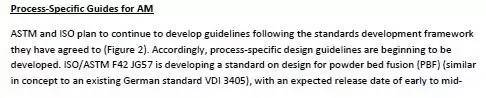
ͼ������3D��ӡ�۳غ����SEM����Դ���Ͼ����պ����ѧ
���úϽ��ĩ
�Ͻ��ĩ��õ����ѺϽ�Ti6Al4V���߽�Ti64�����ֺϽ������������ŵĶ�Ŷ��գ�ͨ������������ҵ���������ǿ�ȣ��ɱȸ֣��������Ǹ�һ���������������;�㷺����Ϊ�����еĺϽ�֮һ�����ֺϽ�ʵ������Ҫ���������Σ�����������Grade 5�����ͳ��ͼ�϶Grade 23���������и��ϸ�Ŀ������͵�������Ҫ��
ASTM F42�������Ĺ����ѺϽ�ĸ���������ֺϽ���Ӧ������Ľ���Ƿdz��а����ġ�
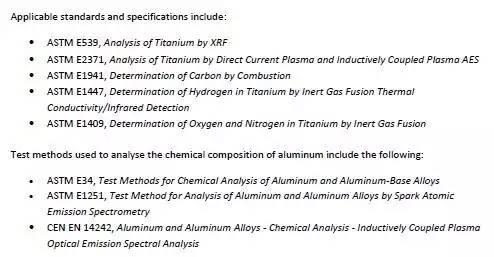
ͼ������ASTM �����������ı�������������������
����ÿ���豸��Ӧ�̵�ϵͳ�������������Լ����ص㣬����Ti64�IJ���Ӧ����һ���ر�����⡣��������Ti64����Ĺ��̲�����ô���趨�ò����Ϳ�����ɵġ�ֵ��ע����ǣ������ͬ��Ӧ�������ȴ������ڣ�ÿ�����ڽ����²�ͬ�Ļ�е���ܡ����磬��������Ӣ����ҽ�ƺ����Ʋ�Ʒ���ſ�����һ�����Ƶ��ȴ������ڣ�������ELI�Ͻ�ļӹ�����ԣ�Ŀǰ���ǽ���һ���ռӹ��IJ�Ʒ����X �C Flex™���̱ꡣ
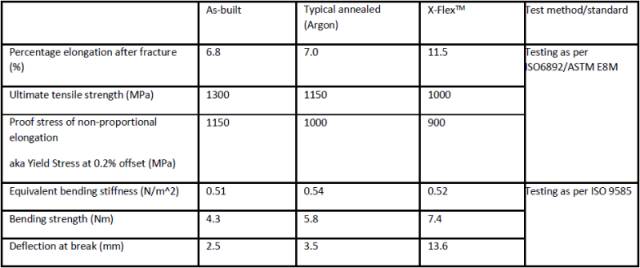
ͼ��Ti6Al4V��ѧ���ܱȽϱ�
��Ȼ�������ѽ�����������ҵ����Ti-CP��ҽ���ѺϽ�Ti7AI7Nb�����������»��ǿ���ѺϽ���Ti-6242��
���Ͻ�ļӹ�����һ��ѧ�ʣ������Ͻ�ӹ������γ�һ������ϵ��������Sintavia��Sintavia�ۺ���������ʹ��F357���Ͻ��������ӿ��٣����Ҵﵽ����ҵ���ϸ���֤����Ҫ��Sintavia���ҵ����Ͻ�ӹ�������һ������ϵ����������Ԥ�������Ϸ����������������ȴ�����ѹ���������Ӷ��ܹ��������ߴ�125%�����ǿ�ȣ����ܶȴ�100%��ͨ�����¡�����ǿ����֤���Լ�������µ��¶���֤��Sintavia�ܹ���������������Ҫ���������
��������
(���α༭��admin)

 3D��ӡ̫��������Ϊ��
3D��ӡ̫��������Ϊ�� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ���� 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM 

