�¹ʶ�֪�£���⼸�ֳ����Ľ���3D��ӡ����(2)
ʱ�䣺2021-08-14 10:12 ��Դ�����ϻ� ���ߣ�admin �Ķ�����
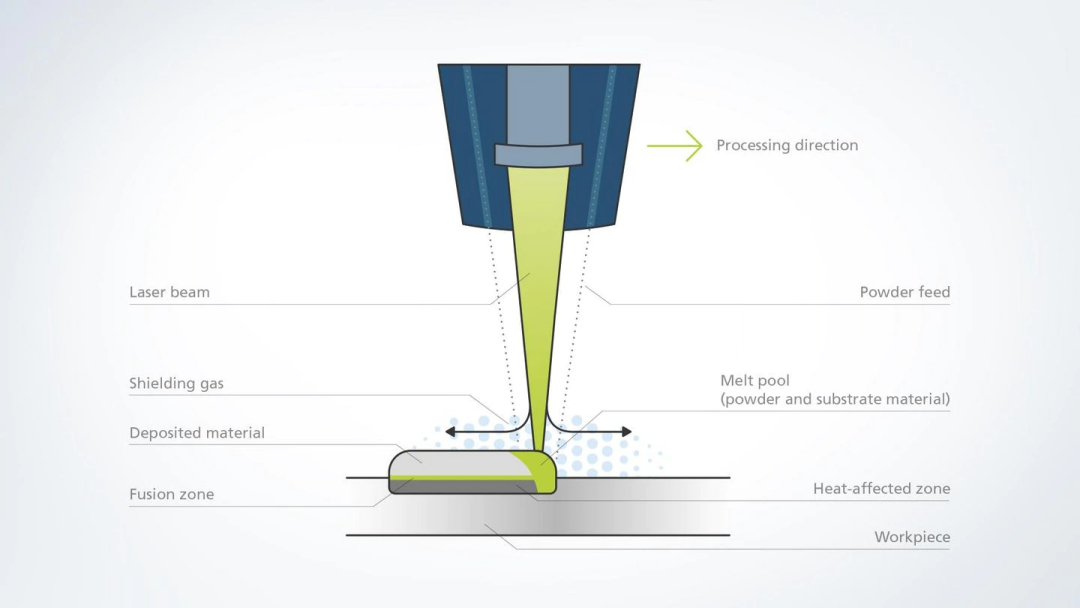
ֱ������������Direct Energy Deposition��
���ù�����DED��ֱ�ӽ�����������WAAM���绡�������죩��LMD��������ϳ�����
���������ַ���ͨ����ѹ�����������ǽ�����ĩ���ǽ���˿��Ȼ�������ܵ���������ײ��������ͨ�������ӻ�������������ʵ���ۻ����������ۻ��������۳������½���3D�ռ䣬ͨ����е�۽���λ�ò��������뺸�ӷdz����ƣ������ҪӦ��֮һ�������н����������������Ĺ����ԡ�
�����ŵ�������˿����ʵ�ݵĽ���3D��ӡ������ʽ����Щ������������ʹ�����ֲ�ͬ�Ľ�����ĩ������Ͻ�Ͳ����ݶȡ�5���6���˶������ڲ�ʹ��֧�Ų��ϵ����������ģ�͡��������Ľ�������������������������������ʹ�ø�Ч������ܶȸߣ���е���ܺã���ӡ�ٶȿ졣
����ȱ����������������ϲͨ����Ҫ���ӹ��;��ӹ���Сϸ�ں��ѻ���ʵ�֡���е�Ͳ����ɱ��ߡ�
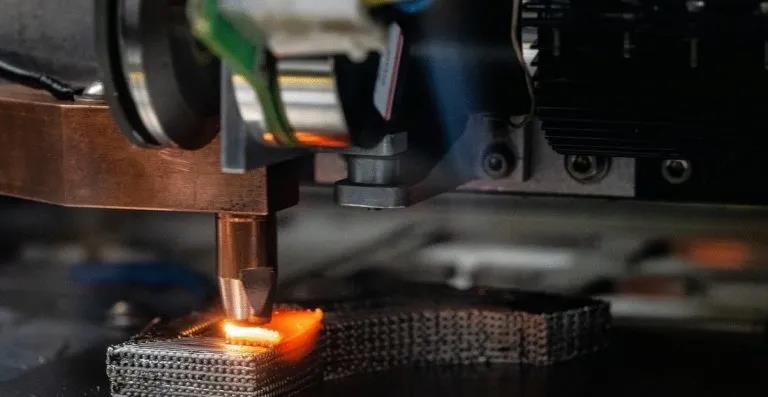
�������������(LMD)
�������ϼ�ѹ��Metal Material Extrusion��
���ù�����FDM�����ڳ�����ģ��/FFF����˿���죩
�����������רΪʹ���۽���3D��ӡ����������������С����ҵ����ƹ����ҡ���е�����С��������ʹ�ý������ϼ�ѹ����������ơ������оߺ̶�װ�ã������С������������������·�չ�ǽ���˿�����ڴ��������FDM3D��ӡ����ʹ�ã�ʹ����ÿ���˶�����ʹ�ý���3D��ӡ���������ϼ�ѹ�Ĺ���ԭ����
1) �ۺ���ϸ˿����н���С�������߲İ��������״���3D��ӡ��
2) ��ϴ3D��ӡ������ȥ��һЩճ�ϼ���
3) ����������ս�¯�У����������ۻ��ɹ��������
�����ŵ���ʵ�ݡ�������ȫ��
����ȱ����������뾭����ճ�ϼ����������ͬ����֬���ս���̡���Ҫ�Լ�����״��֧�Ž��и��������Է�ֹ��������������и߿�϶�ʣ����ﵽ���������ͬ�Ļ�е���ܡ��������ʹ��PBF��DED�������ܣ�����¯��������̫ȷ��

��MarkforgedMetal X 3D��ӡ������Ʒ��� [ͼƬ��Դ��Markforged]
��������3D��ӡ����
������ӡ��Joule Printing����Digital Alloys�Ľ�����ӡ����������DED��������˿�����õ����ۻ����������õ绡��������ȡ���ʹ�ô�ӡ�ٶȸ��죬Ŀǰ�Ѿ�֤��ÿСʱ�ɴ�ӡ���2������ѡ�
Һ̬�����������죨Liquid Metal AdditiveManufacturing����Vader Systems ������Һ̬�����������켼������1200��C��Һ̬����Һ������������ī��ӡ���ķ�ʽ������
�绯ѧ������Electrochemical Deposition����Exaddon��CERES��������3D��ӡ��������ʹ�õ绯ѧ�������������ͷ�����Ȼ�С�Ľ������塣
DLP������ӡ��DLP metalprinting����ADMATEC��Prodways�ṩ����DLP��ӡ�������ڽ������ϼ�����������ĩ���ۺ�����֬��ϣ�3D��ӡ�������뾭����ͬ����֬���ս���̣�����������ϼ�ѹ����һ����
����Ϳ������ӡ��Cold Spray Metal Printing��������Ϳ������ӡ����������������̫���н���������塣��Ҫ�ص��ǿ죨ÿСʱ6���������ͭ����ȱ���Dz�����ôȷ���Ĵ����ǹ�˾Titomic��SPEE3D��������������ߡ�
�������̽ᣨUAM����ʹ�������������Ľ�������ճ����һ����ճ����һ�㲭֮ǰ�ӹ���ÿһ��Ķ��ಿ�֣����������������ͼ�������Ľ�ϡ�Fabrisonic�� SonicLayer 3D ��ӡ��ϵ��ʹ�����������
����̾����ͣ�LENS������һ�ֻ��ڼ���ķ�������Ҫһ���dz��ɿصĻ��������ֹ�����Ҫһ���ܷ��ң�ͨ��ʹ��������������ʹ����ˮƽ�����ܵ͡�LENS�������Ĺ��ʷ�Χ��500W��4kW�������ڼӹ��ѡ�����ֺ������Ͻ𡣾���ά�������Ҵ������ѣ���LENSΪ�û��ṩ�˸��õľ�ȷ�ȺͿ��ơ�
������������ʽ���죨EBF3���������NASA��������һ����Ҫ���ں��պ��칤ҵ�ķ��������ַ��������ڲ��˷��κβ��ϵ���������������Ӽ�����״�������ܹ��������������״�Դٽ�ȼ�Ͻ�Լ��
��DigitalAlloys�Ľ���3D��ӡ���ա�ͼƬ��Դ��Digital Alloys
(���α༭��admin)

 3D��ӡ̫��������Ϊ��
3D��ӡ̫��������Ϊ�� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ������������
 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM �ȵ�����


