��ȣ������ݶ�������������(2)
ʱ�䣺2022-01-30 09:56 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
5. ֧��FGAM��DZ�����ݽ�����ʽ
�����AM����ʶ��������ݸ�ʽͨ�����ɶ���������ʾ��������ģ�͡�STL�ļ���OBJ�ļ���ʽֻ�������漸����״��û���κβ��Ϻ�������Ϣ�����⣬���м������ݽ�����ʽ����AMF (Additive Manufacturing Format)��FAV (FabricatableVoxel)��SVX (Simple Voxels)��3MF (3D Manufacturing Format)�����ǿ���������FGAM��������������Щ�ļ���ʽ����Я�����ڲ����ݶȺ��۳߶��������Ե���Ϣ�������˹̶��ļ���������
5��1. AMF
ISO��ASTM�Ѿ��Ͽ���һ�ֳ�Ϊ���������ʽ(AMF, ISO/ASTM 52915:2016)�ı���ʽ������һ�ֻ���xml�ĸ�ʽ���ܹ��洢����������ɫ�����ϡ�����������ء�AMF�ļ���ʽ����ͨ��SolidWorks, Inventor, Rhino��Mesh Mixer���ɡ�AMFΪFGAM�ṩ��һ�����ʵ�ƽ̨���������Ϲ淶����Ϻͷּ����Ϻ��ӽṹ;�²��Ͽ��Զ���Ϊ�������ϵ���ɼ����϶�ʡ��ڵ�ǰ��AMF 1.2�淶�У�FGAM���Կ���ͨ�����ֲ�ͬ����ʽ������:���ܱ�ʾ��3D�����������������ر�ʾ��AMF�ļ�����һ����ʱ���ؽڵ㣬ּ��֧�ֻ������صı�ʾ����ȻAMF 1.2�����������������ֱ�ʾ����ÿһ�ֶ����Ա���Ч����Ƭ��������֧�ֶ��ֹ��ּܷ�����ģʽ��ISO/ASTM TC261/JG64ίԱ��Ŀǰ���ڿ�չ����������е�AMF 1.2ʵ�彨ģ���ԣ���ʹ���ܹ����ڽ�һ����AMF��ʽ����������������FGAM��
5.2. FAV
FAV��ʽ��������ά�ռ���������������������Ϣ������������ⲿ���ڲ�����������ɫ�����Ϻ�ͨ�����ص�����ǿ�ȡ�ÿ�����ض������ø�������ֵ��ʾ��������ɫ��Ϣ�Ͳ�����Ϣ��ͨ������ÿ����������֮��Ĺ�ϵ���û��������ɽ�ģ����Ч�������ӵ��ڲ��ṹ�����ԣ�ͼ14����FAV�ļ���ʽ�����û��Լ��ɷ�ʽ�����ƣ�CAD����������CAE���ͼ�飨CAT��3Dģ�����ݣ�������ת�����ݡ�FAV���ݸ�ʽ����������������������ģ�⣬������������ı��Σ�ͼ15����
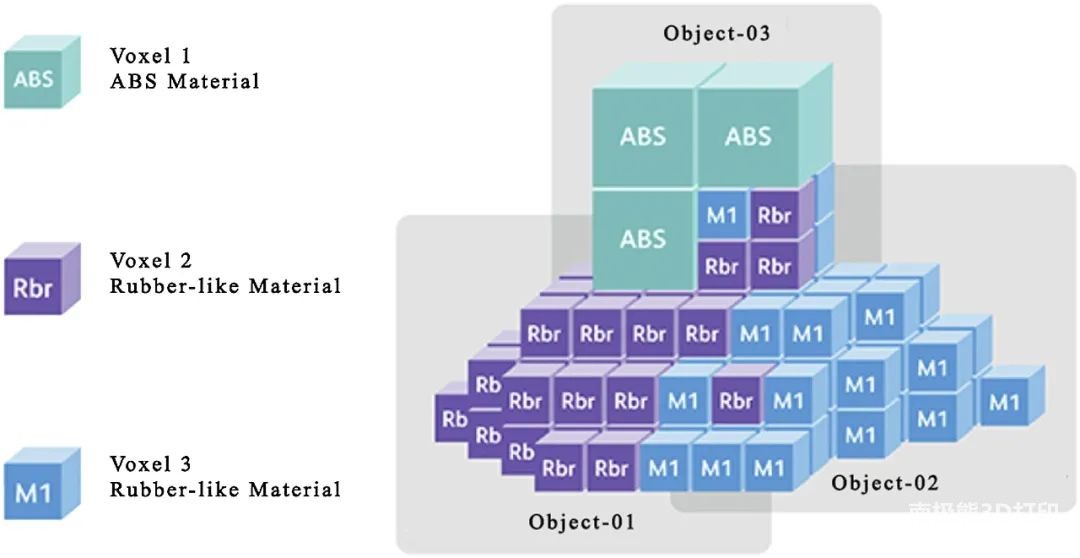
ͼ14 ʹ��FAV��ʽ��ʾ3D������3�ֲ�ͬ���Ͳ���(ABS���ϡ������ϺͲ���1)���������еĸ���ͼ��
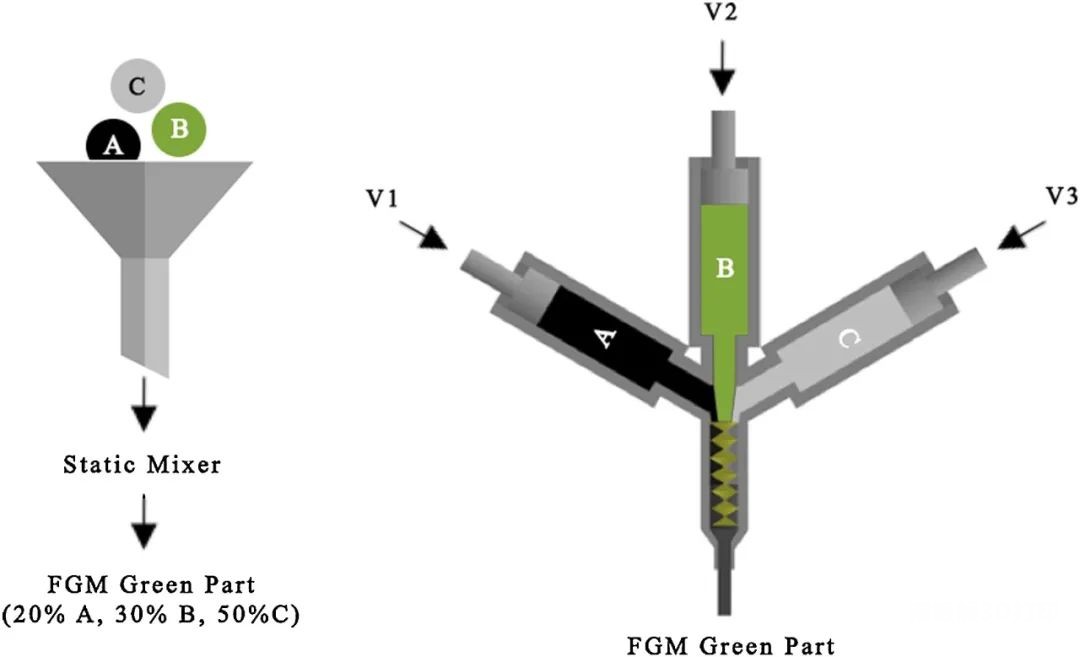
ͼ15 FEFϵͳ�ľ�̬����������ؼ�����ԭ��ͼ��
5.3 SVX
SVX (Simple Voxels)��һ�����ش����ʽ������Я���������ص�3D��ӡģ�͡�SVX�Ļ�����ʽ����һϵ��ͼ����Ƭ��manifest.xml�ļ���ɵ�ZIP�ļ���Shapeways��Ƶ�SVX���ȿ����˼��塢����ʵ�ֺ��ļ�����չ�Ե�������Ŀ����ת�����أ���STL�ļ��е������Σ�����Ȼ�ܹ��������Ϸ��䡢�ܶȡ�RGB��ɫ����������������Ķ������ݵ���Ϣ��
5.4 MF
3D�����ʽ(3MF)����3MFconsortium������һ�ֻ���xml�Ŀ��Ÿ�ʽ�������þ��и��ḻ���ⲿ���ڲ���Ϣ�ı�Ǹ�ʽ����ʾ���������������ּ��Ϊ��AMϵͳʵ�ֽ�����ݡ���Ȼ�����ƶ���Ϊ��������ҵ���ã�3MF��֧�ֹ��彨ģ(�߽ױ�ʾ)����B-Rep, NURBS��STEP��
6. FGAM��AM����
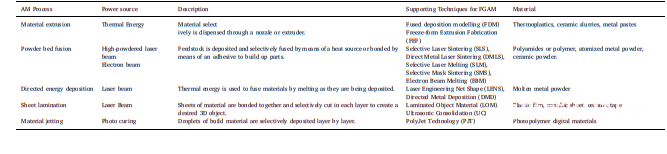
Ŀǰ�����������е�AM�������ܹ�ʹ��fgm����2��ʾ�ĵ�ǰAM�����Ѿ��ɹ���������FGAM��������ǰ������ϼ�ѹ��ֱ��������������ĩ���ںϡ������ѹ��PolyJet������
��2 �ο�ISO/ ASTM��֧��FGM���������켼��������ࡣ
6��1. ���ϼ�ѹ
���ڳ�����ģ(FDM)ϵͳ�ܹ��ж����������ÿ��Я��һ�����ϵĸ��塣���ͬ�IJ��ϱ��͵���̬��������Ƴɾ��ȵĺ�״�
����״���ϵij��������˿���϶��С�ǿ��Ʋ�����ѧ���ܵ���Ҫ���������Li������������״��ͬ��FDMģ��(ͼ16a��b)������ͬ�ij����ܶȡ�ȡ��ABS��ά�Ϳ�϶֮���ճ�ӣ���չʾ��ˮƽ��ĸնȲ��졣

ͼ16 ���������b:�����ֲ��ö���������ԡ�
Srivastava�о���FDM��Ӱ�칦���ݶ�ABS������ܵĹ��̿��Ʋ�����������դ���ȡ��������ȡ���϶��դ�ǡ��ÿ�ܿ����ڲ�ͬ���������¹����ݶ�FDM����Ľ�ģ��������
6.2 �۴��ں�
ʹ�÷�ĩ���ںϷ�������ѡ���Լ����ս�(SLS)�����ʹ����ȷ�ķ�ĩ���ͷ����������������пռ�仯�Ļ�е���ܵĸ��Ӳ�����Chung��Das����SLS�Ʊ��˲�ͬ�������(0-30%)������-11���ϲ��Ϲ����ݶȾۺ��������ϲ��Ͻṹ����ͼ17��ʾ������ʵ�����(DOE)����ȷ���˲�ͬ��ֵ�SLS���ղ������÷�����һ��ȷ������Ӱ��������ù������֮���ϵ��ϵͳ������ͨ����ѧ��������羵�۲��������ϲ��ϵ��ܶȺ��۽ṹ��Ȼ������˸���ֵ������ѹ�����ܡ���Щ������������������ʷ����Ա仯��Trainia��Sudarmadji��ʵ�鹤��Ҳ֤����SLS��������ЧӦ�ã��ܹ�����Ti-6Al-4V�Ͻ�ֲ������֧�ܣ����϶������������ṹ�dz�ƥ�䡣
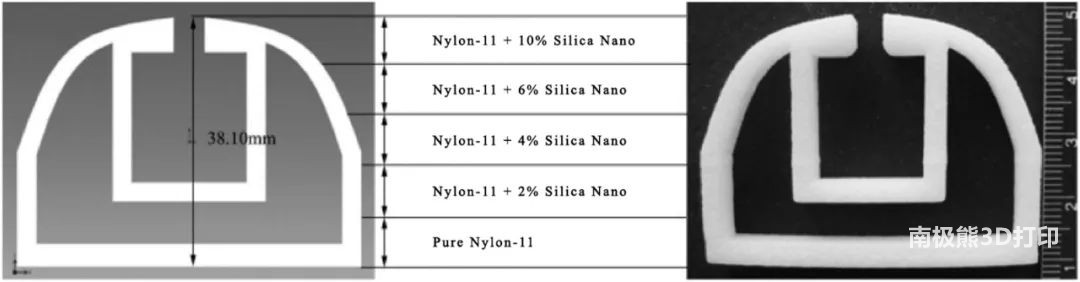
ͼ17 �Ϲ�г�����ÿ��7.62 ����
Zhou���˿�����һ�ֻ���������(MIP -SL)����ģͼ��ͶӰϵͳ���Կ˷���һ��ԭSLA������ȱ��(ͼ18)��ͨ����װ���л�����֬Ͱ����װ��(DMD)������ģͼ��Ͷ�䵽��֬���棬�Ӷ�ϵͳ�ع��������������Ӷ��ܹ�ͨ����һ�Ĺ�������ʹ�ò�ͬ�IJ��ϡ�
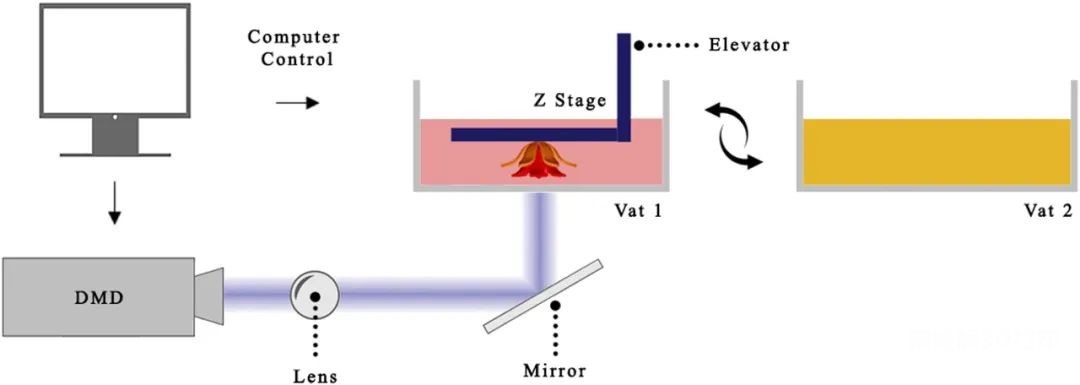
ͼ18 �����Ե�����ͶӰ��������(MIP - SL)��ģͼ��ͶӰϵͳ��
ѡ���Լ����ۻ�(SLM)��һ�ֺ���DZ�����Ʊ������ݶȽ��������ļ�����ʹ�ö�����߿���ʵ�����ʽ�����ϡ�Mumtaz �����ø߹��ʼ������Ʊ��˻��WASPaloy������ﯲ��ϵ�FGM�����SLM��һ���������������ܹ�����������ھ���������Maskery�о��˾����ݶ��ܶȵ�Al-Si10-Mg����ļ�����״���е��Ϊ֮��Ĺ�ϵ���Լ���̬�غ���FGM��������Ϊ���ڴ˻����ϣ�����������SLM�����������ݶȾ���ṹ���ȴ�����ܡ�
FraunhoferIGCVҲ�����ԭ�ͼ�������������������ֲ�����һ�������ʹ�ö����FGAM Copper-Chrome-Zirconia���߸ֵ�һ���ֱ��̻�����ʵ��ԭλspot-wiseû�л��ǰ�IJ��Ϲ���(ͼ19)��
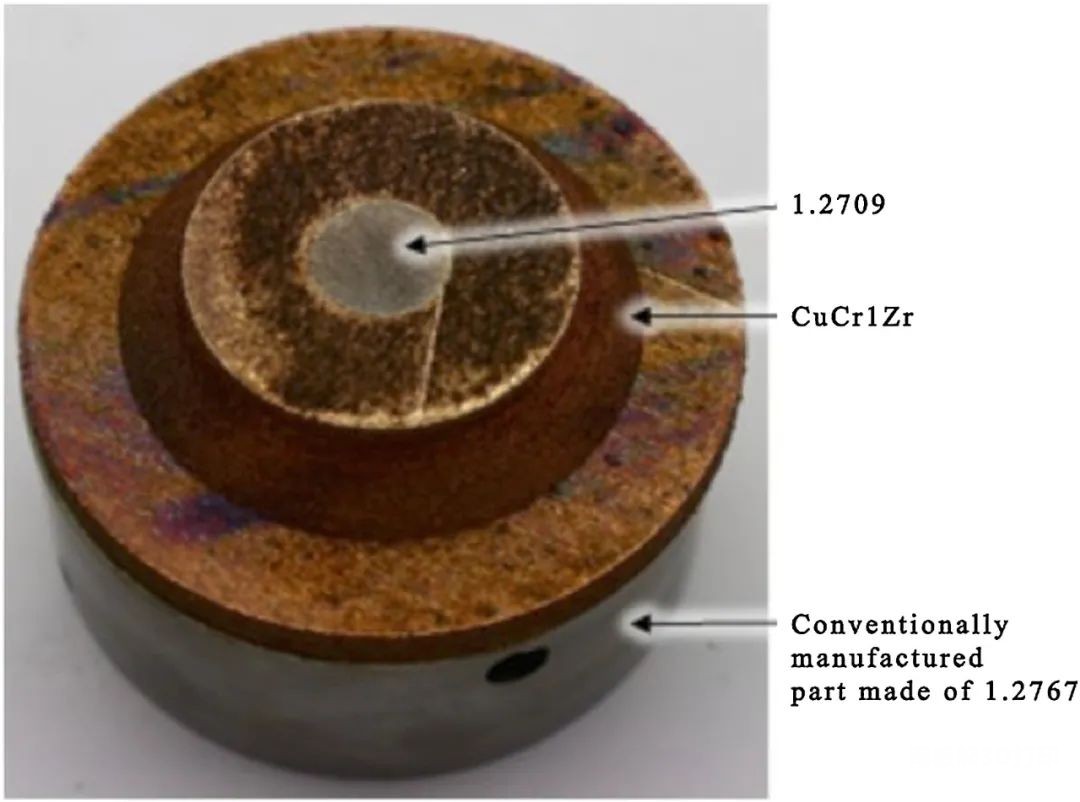
ͼ19 ��Anstaett��˾������ͭ-��-����ﯺ��߸�1.2790�Ķ����FGAM�������ü�����۴��ں�(ע:1.2709��Ƕ�뵽CuCr1-Zr״)��
�������EBM�����Ʊ����������û�е���ܵ�FGM���������Gibson��˵��������ʹ�������ߵĽ����¶ȣ�ebm�����������нϵ͵IJ���Ӧ������������Tan�Ե���������Ti-6Al-4V�ѺϽ�������������֯��ģ���о��еõ�����֤��
6.3 ������������
���������������(LMD)��һ����Ҫ��ֱ�ӽ������������������ڲ�Ʒ�������С�������������(DED)�����ܹ���һ��3D CADģ�����ġ������ӹ̲����������еĻ����ṹ���Ӳ��ϣ���������AM������ʵ�ֵġ����ڼ����DED������������гɷ��ݶȵĽ�������������Ǹ��ݡ�λ�ú��������������͵��۳��е�������ĩ����������磬Carroll[2016]�ɹ��ز�����һ������ѧ���㽨ģ������ͨ��RPM 557�������ϵͳʹ��DED����������304 L�������������Inconel 625���������������FGM����Ƶ�ϵͳ����������ַ�ĩ���ӵ���������У�ÿ����ĩ������������Ըı�Լ1%�ij����㡣ͼ20��ʾ�ķּ����ͨ����Լ0.5 mm�ߵ�63�㣬��910 W YAG�������������տڽ�Ϊ60�㡣
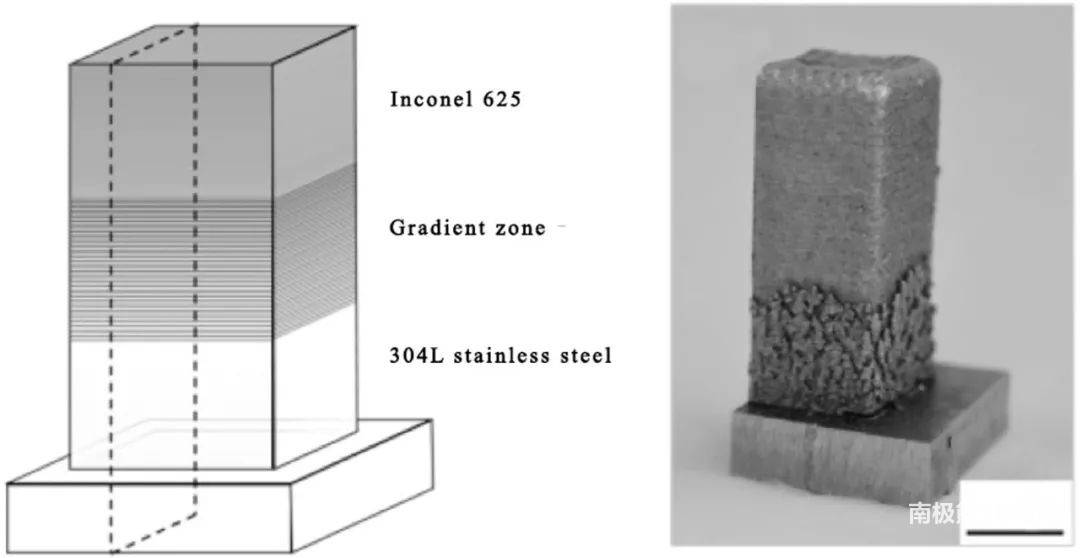
ͼ20 �ݶȺϽ�����ʾ��ͼ����Ƭ��������ʾ��Ϊ��������Ƭ��λ�á�
6.4 ������
Kumar�ɹ������ò���֡�����ͭ����ͨ�������̽�(UC)ʵ���˽���FGM���·�չ����ͼ21��ʾ��������ͨ���������������ӣ�ʹ��UC��������20 kHz��Ƶ�ʻ�е����ͷ(���ɼ�)��
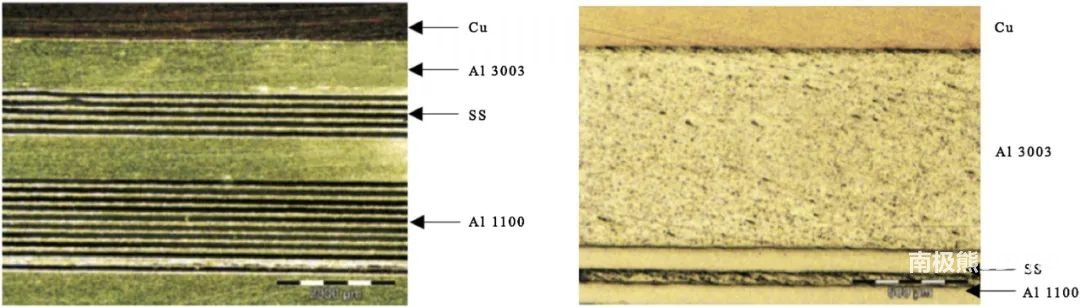
ͼ21 (��):�����̽ᷨ�Ʊ���ͭ��(CU)�������(SS)����(Al1100��3003)�ݶȲ����FGM��(��):FGM�����Ľ���ͼ��
6.5. ��������
������AM�����У�PolyJet���Խ���㷺����ɫ�Ͳ��Ϻϲ���һ����һ��ӡˢƷ�С�����Խṹ�����Թ�ģ��������Ӧ�ÿ��Ժ�������һ��ֽ��ʵ�֡����磬���������Ф��Ӳ�ȿ�����27��95֮�䡣ͨ����㷺�����ֲ��Ͽ⣬�����ݶȸ��ϲ���������Ծ��ж��82�ֲ�ͬ�IJ������ԡ����ж������ܵ��������Ҳ����������Ӧ�ã���ҽ��������Ӧ�õ����������ԡ����п��ܵ���϶�����Objet Studio��PolyJet Studio������Ԥ�����ú�ѡ��ġ�����ͼ22��ͨ����������״����Tango Plus�����ָ��Բ�������Vero magenta��Vero yellow�ϲ�������ʵ�ֻ�ɫ��Ʒ�����ɫ�ݶȡ�����ɫ��ǿ�ȺͲ����ȼ���ʱ���ּ�ǿ�����ӡ�
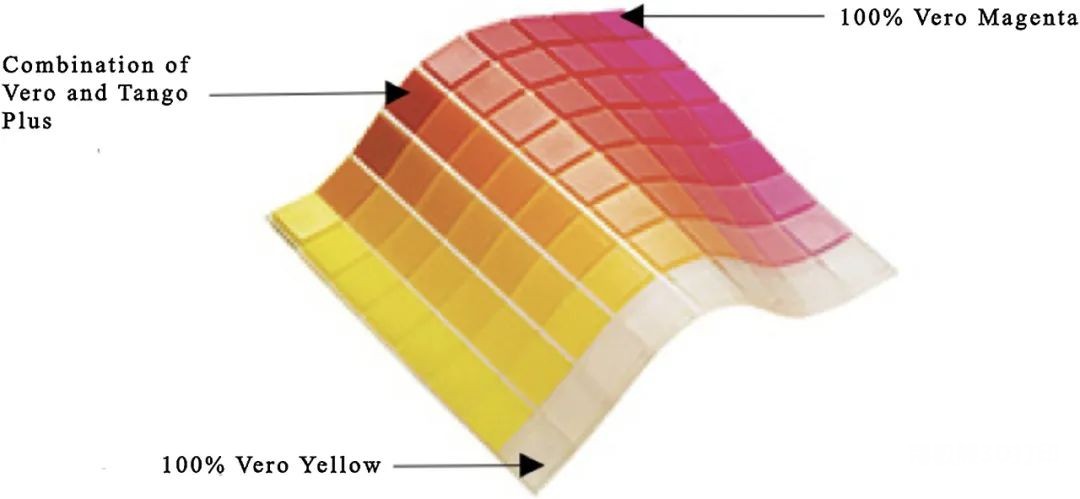
ͼ22 Stratasysչʾ�Ŀڸ�ɫ��
6.6 ��ǰAM�������ٵ���ս
AM�����Ȼ���׳��ֽϸߵ��ڲ����ⲿȱ�ݣ��Լ��Թ���Ŀ��ƽϲ���ڼ�����ޣ��ҶԲ������������ⱡ������������ͱ�����ȱ������λ��������֮����ܴ��ںܴ���졣������и����ڲ��ṹ��FGAM����������۽ṹˮƽ�Ͼ�ȷ�ֲ�����࣬��ζ��FGAM������߲�佻�����ϵĽ����ٶȡ����Ⱥ���Ч�ԡ���ҵ�Ͽ��õ�AM������Ȼ��Ҫ�ڸ���ͬ�Բ��������У������ڻ����ļ�����������ָ�������������������������������Ҫ��ˮƽ�ֳ�������FGAM���ն��ԣ����ϱ���������Ҫ����ս����Ȼ�Ѿ�������һ��ģ�Ϳ������ʾ�ɱ������ݶȴ�ӡ�ķ���������Ȼ��Ҫ�о��ܹ���֤���ɿ��Ϳ�Ԥ�����ij����Э�飬�ر��Ǵ��������ṹ�о��������������ʵIJ��ϵķֲ����Լ��Ծ��÷�ʽ֧��FGAM�IJ���ѡ��ƽ̨�ṹ�������ٶȵĿ��ǡ�Ϊ��ת�Ƶ�������FGAM��������뿪��һ�����Ͳ�������ϵͳ��
7. ����
���Ľ�����FGAM�ĸ�������ʹ���Ƶ�����Ĺ��̡�FGAM����Ϊ���ʦ����ʦ�ṩ�˾��DZ����ͨ��ս���Եؿ������ʵ��ܶȺͲ��ϵĻ��������ɱ����ʵĽṹ��������һ�����ij����Ӧ�õ����ӣ�δ���Ĺ����������ڵ����ۼ�����ݼ��ı�������ʹ��FGAM��֧�ܺ�����īˮ���������ӡ��FGAM����һ����Ԥ���ĸ����Ա仯��ʹ�ö��ִ̼���Ӧ���ϣ������ֲ����У����ܵ��ʵ��Ĵ̼�����ʱ�����������������Ծ�����һ����״����һ����״�ļ���ת����FGAM���Զ���4D��ӡ������۽ṹ���ԣ�ͨ��ս���Եؿ��ƴ̼���Ӧ���ϵ��ܶȺͷ����ԣ����������ӵļ��α任���������Ը����������������IJ�ѹ�����������Dz��ϵĻ��Ի�ǻ������ԡ�����FGAM��δ�������е�DZ�������ģ�������ȴ��ȱ��ȫ��ġ�����-��Ʒ-���족ԭ��ָ�Ϻ����FGAMʵ�������ܵ����ơ���δ�����ʵ��ķ������Ա�����ҵ�ù�ģ�ϳ�ַ��ӺͿ���FGAM������DZ���������������ĸ������Ŷ���Ҫ��ȡһ��ȫ���Եķ����������صĻ������⣬�Թ���FGAM������ʹ�á�
��Դ��An overview of functionally graded additive manufacturing��AdditiveManufacturing��doi.org/10.1016/j.addma.2018.06.023
�ο����ף�N. Oxman, S. Keating, E. Tsai��Functionally GradedRapid Prototyping��Mediated Matter Group, MIT Media Lab (2011)
(���α༭��admin)

 3D��ӡ̫��������Ϊ��
3D��ӡ̫��������Ϊ�� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ������������
 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM �ȵ�����


