����֧�ţ�FDM��ӡ�������ṹ����С���ɣ�
ʱ�䣺2022-06-21 09:56 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
������������֪��3D��ӡ���С������ṹ��������Ǻ����ѵģ�������������FDM��ӡ����ʦ��һ�������⣺��δ�ӡһ����û���κ�ֱ��֧������µ�б������������ṹ����
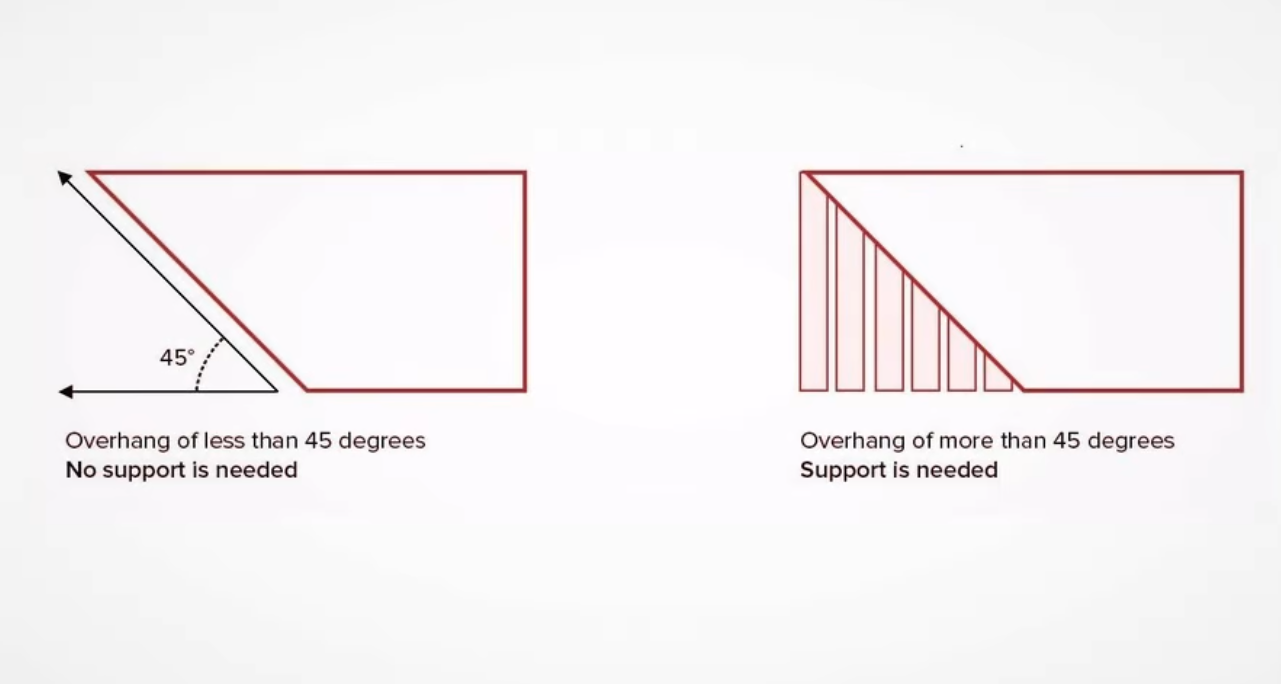
��С�� 45�� ������ͨ������ȫ��ӡ
����ӡб�µĵײ�ʱ������ͼ��ʾ������ÿһ�㶼����������ǰһ�㡣���������һЩ���⣺һЩ�������쵽�Ŀ����У���������ʼ�������¡�45�����������������ӡ�����ݵķ������ù�����ΪС�ڻ���� 45�� ��б�ʿ��Դ�ӡ����45����б��Ҫ��֧�š�֧�Ų�����һ��������Ľ����������Ϊ���ǻ���ӡ�������Ӵ�ӡʱ�䲢���Ķ���IJ������ģ��������ƿɴ�ӡ�ļ�����״��������ǻ����Ϊ�˽����ӡ�����ṹ���ѵ����⣬�ϼ���������һЩ���������������ɣ�
�����ᵽ��45�������һ��ָ�����롣��ʵ��Ӧ���У����ڴ�����ִ���ӡ����˵������һ�ֽ�Ϊ�����ء��Ľ��������������ȴ��������Ƭ�����ĸĽ���FDM����ʦ�ܹ�ȷ���ɾ��ز�����������������Ҳ����ߡ�
����������˼��һ�����⣺����ӡһ��̫��������ʱ�ᷢ��ʲô��
1.�´�����������������֮ǰ�����������¡����������ջ�õ��´��Ľṹ��
2.����������������ȴ���㲢��ʼ���������ĵط����ڴ�ӡģ��ʱ����ӡ��ijЩ�����Ѿ�����������߶����ϡ���ӡ��ɺ���ֲִڡ���ƽ���ı��棬
��ô������α���������DZ�������أ�
1�������˿
����ʽ��ʪʽ��˿������
ʪ��˿����������ӡȱ�ݵ�һ����Ҫԭ����Ϊ�����FDM��˿����ʪ�ģ���Щ����ϲ������ˮ�֣�ˮ�ֻ�Գ�˿��������ƻ�����Ϊ���Ͼۺ��ϸ˿�ɴ���һ��ķ������Ƴɡ�ˮ���ӻ��ƻ���Щ�����ƻ��������ڴ�ӡʱ�������һϵ�����⡣�ر��Ƕ��������ṹ�����ֱ��ƻ��Ľṹ��Ӿ��´��ij̶ȣ����ͱ���ֲڶȡ�
2�����������¶�
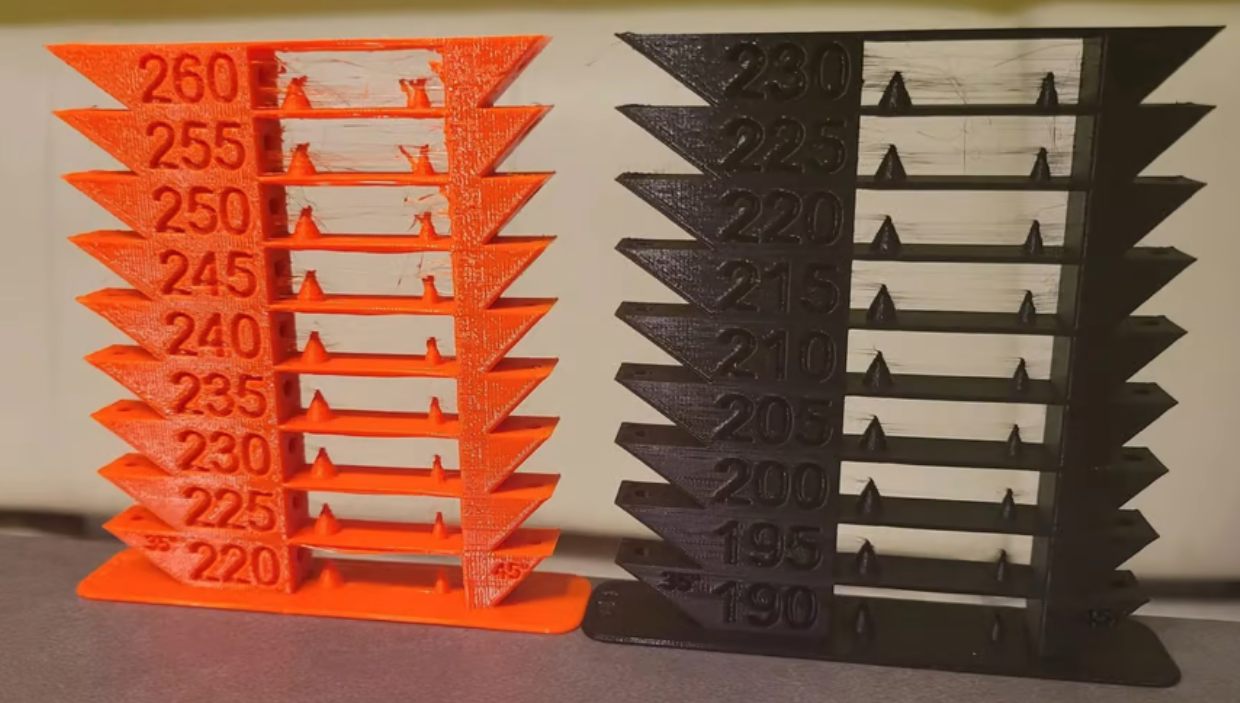
���������в��϶�����ͬ���¶��¹�������Դ��Bernd via Printables��
�´��;�����Ҳ��Ϊ��������������ȴ��������ģ����Կ��Գ��Խ��������¶ȡ�ͨ�������¶ȣ����ϻ����ع̻����Ӷ������´��;��������ԣ���ӡ��ԭ����Ը���Ϊ����ȷ���㹻ǿ�ȵ�ͬʱ���־����ܵ͵��¶ȣ���ή���������ĴֲڶȲ��������������
3�����ʹ�ӡ�ٶ�
����ӡ̫��ᵼ���´�
���������¶�һ�������ʹ�ӡ�ٶȿ����ṩ����ʱ������ȴ������ͬʱ�����������ٿ��Լ��ἷ������ѹ�����Ӷ���һ�����������¶ȡ����ֻ��С�����ܵ�Ӱ�죬���Կ���������С��ʱ�䣨ֻ�Ǽ�����С�IJ㣩������ⲻ�����ã����Գ���һ�δ�ӡ���ģ�ͣ���ÿһ���и���ʱ����ȴ��
ͨ���������Ĵ�ӡ�ٶȻ���ߴ�ӡ����������ӡ�ٶȲ���̫������������С���ϣ����ܻᵼ��������ͣ��ʱ��������Ӷ�ʹ�ֲ��¶�������Ȼ������ijЩ����£���ߴ�ӡ�ٶ��ǿ��еġ������ʹ���ϱ����죬����������������ӡ����������״��
4����ǿ��ȴ

���Ը߷����ٶȣ��������ͷ��ȹرգ��ײ�����ӡ������
����PLA������û�С����䡱֮��Ķ�����������ABS��PC�ȸ��²��ϣ���������С�ġ����ʹ��100%�ķ����ٶ�Ҳ�����ã����Կ��Ǹ������Ⱥͷ��ȹܵ���Ҫôѡ��ʹ�ñã�Ҫôʹ������������ĸ߹��ʷ��ȡ���Ҫע����ǣ�������ķ��ȿ����ڴ�Χ���ṩǿ�����ȴЧ�������Կ�����ߴ�ӡ�ٶȡ���֮ǰ�IJ����෴����������ͨ�����ȶ��ƿ���������ȣ��÷��ȸ�����ȴ���ϡ�
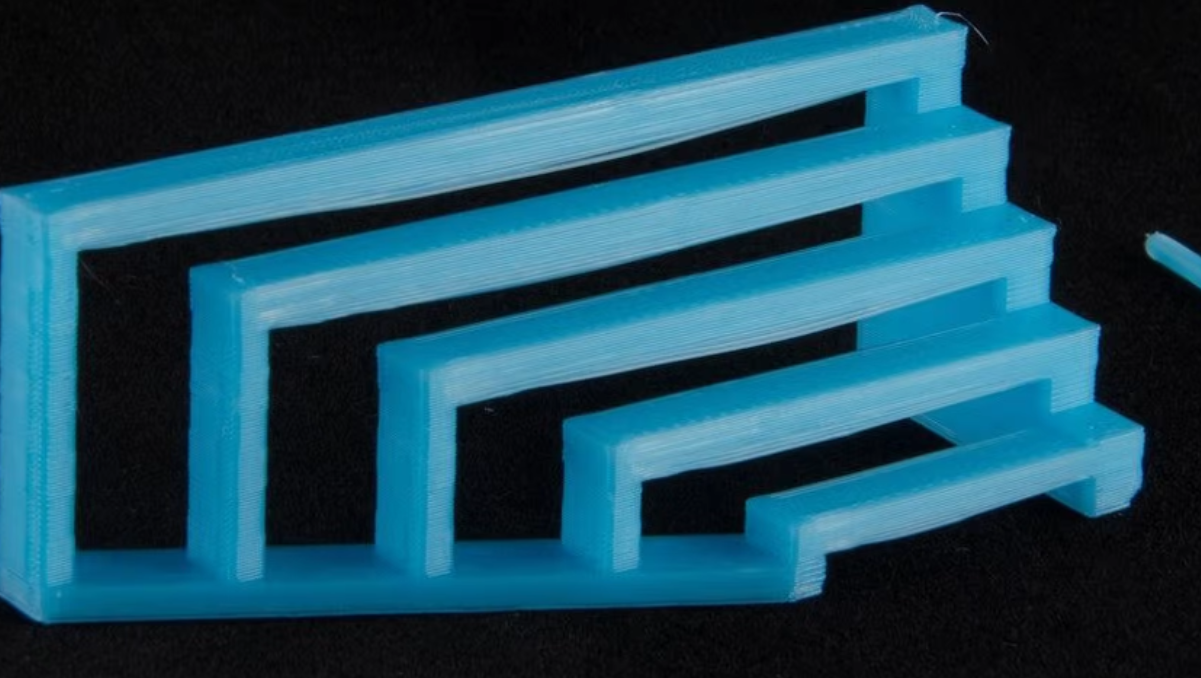
5������ͼ��߶�
������ϸ�IJ�ߣ���ʹÿ���²��ͻ�����٣���Դ��Fabbaloo��
�����Ǿ�����ս�Եģ���Ϊ���ǻ������ڿ��С������ͨ�����Ͳ�����������֡����ҡ�������ӡб��ʱ��ʵ�������ڴ�ӡ���ݲ�������ͼ��ʾ�����ڸ���ϸ�IJ�ߴ�������ʹ��ÿһ������ij��ȸ��٣��������٣��´��Ŀ����Ժͳ̶Ⱦͻ��С��

���� 0.3 ���ײ�ߴ�ӡ����������Դ��The 3D Print General via YouTube��
����һ���濼�ǣ��Ϻ�IJ����Ӽ�Ӳ����ͺñ�һ�ű�ֽ��һ�ź�Ƭֽ����3D��ӡ�У��Ϻ�IJ���Ը��õصֿ��´�����ʹ����ͻ���ĸ��ࡣ�Ϻ�����һ���ô���������ʱ���ԶԿ���������Ȼ����ȷʵ�������������ȴ�������Ϻ�IJ�����������¡���ӡ���Է�ֹ��̧�����գ����ǽ�����������ľ�����״�Լ���ӡ������Ŀ����������ѡ������ʵIJ�ߡ�
6������ Shell ����

��shellָ�����������Χ��ǽ�ڣ���Դ��Hubs��
����ǡ���ָΧ��ӡ���ǽ�ڡ����Զ����²�������һЩ������
��������ѹ������ �Ϻ�ļ�ѹ���ȸ�����ȴ�������������²���ص����������������ҵ�һ������ֵ��
���Ż�ǽ�ڴ�ӡ˳�����������Ƭ��������ָ����ǵĴ�ӡ��ʽ����������£��ȴ�ӡ��ǽ��Ȼ���ٴ�ӡ��ǽ���⽫����������·����������
���������·����ͨ����������е�·����������������ÿһ��֮����ص����ⲿ·��Ҳ���и����ڲ�·�����ԡ����֡���
7.��������
�����ԡ������ս���� X ������ӡ�������֣��������Ա�����������Դ��E-Motion Robotics��
������������ͨ�����ַ�ʽ��ɣ�
����������������õ����滻Բ�ǻ��������·����ú��ʽṹ��֧������������ˮƽ�ף�����ʹ�á�������״���Ա��ⶥ���´���
���л������������д�ӡ��������ͬ�ġ���������ľ�����״���ı�����Ķ�λ��������������ͼ�ܺõ�˵������һ�㣺��ĸ��T���͡�E����Ҫ����ԭʼ�������ṩ֧�ţ��������¶�λ�Գ�������������
��������¶�����������������Դ��Wikifactory��
�����ģ�ͣ� ��ʱ������ģ�͵������Dz��ɱ���ġ���ʱ����Կ��ǽ�����Ϊ����������ӡ����ֻ�轫��Щ����ճ��һ�ɣ�
��ʹ��֧�ţ���������Ҫ֧�ţ�����ʹ���ÿ��ܽ��֧�Ų��ϣ���Щ�ṹ��������ٱ�������������Ӱ������ı���ֲڶȡ�
���Ͼ���С�������Ĺ��ڽ��FDM�С������ṹ���������С���������ж�������һ�ɣ�
��С�� 45�� ������ͨ������ȫ��ӡ
����ӡб�µĵײ�ʱ������ͼ��ʾ������ÿһ�㶼����������ǰһ�㡣���������һЩ���⣺һЩ�������쵽�Ŀ����У���������ʼ�������¡�45�����������������ӡ�����ݵķ������ù�����ΪС�ڻ���� 45�� ��б�ʿ��Դ�ӡ����45����б��Ҫ��֧�š�֧�Ų�����һ��������Ľ����������Ϊ���ǻ���ӡ�������Ӵ�ӡʱ�䲢���Ķ���IJ������ģ��������ƿɴ�ӡ�ļ�����״��������ǻ����Ϊ�˽����ӡ�����ṹ���ѵ����⣬�ϼ���������һЩ���������������ɣ�
�����ᵽ��45�������һ��ָ�����롣��ʵ��Ӧ���У����ڴ�����ִ���ӡ����˵������һ�ֽ�Ϊ�����ء��Ľ��������������ȴ��������Ƭ�����ĸĽ���FDM����ʦ�ܹ�ȷ���ɾ��ز�����������������Ҳ����ߡ�
����������˼��һ�����⣺����ӡһ��̫��������ʱ�ᷢ��ʲô��
1.�´�����������������֮ǰ�����������¡����������ջ�õ��´��Ľṹ��
2.����������������ȴ���㲢��ʼ���������ĵط����ڴ�ӡģ��ʱ����ӡ��ijЩ�����Ѿ�����������߶����ϡ���ӡ��ɺ���ֲִڡ���ƽ���ı��棬
��ô������α���������DZ�������أ�
1�������˿
����ʽ��ʪʽ��˿������
ʪ��˿����������ӡȱ�ݵ�һ����Ҫԭ����Ϊ�����FDM��˿����ʪ�ģ���Щ����ϲ������ˮ�֣�ˮ�ֻ�Գ�˿��������ƻ�����Ϊ���Ͼۺ��ϸ˿�ɴ���һ��ķ������Ƴɡ�ˮ���ӻ��ƻ���Щ�����ƻ��������ڴ�ӡʱ�������һϵ�����⡣�ر��Ƕ��������ṹ�����ֱ��ƻ��Ľṹ��Ӿ��´��ij̶ȣ����ͱ���ֲڶȡ�
2�����������¶�
���������в��϶�����ͬ���¶��¹�������Դ��Bernd via Printables��
�´��;�����Ҳ��Ϊ��������������ȴ��������ģ����Կ��Գ��Խ��������¶ȡ�ͨ�������¶ȣ����ϻ����ع̻����Ӷ������´��;��������ԣ���ӡ��ԭ����Ը���Ϊ����ȷ���㹻ǿ�ȵ�ͬʱ���־����ܵ͵��¶ȣ���ή���������ĴֲڶȲ��������������
3�����ʹ�ӡ�ٶ�
����ӡ̫��ᵼ���´�
���������¶�һ�������ʹ�ӡ�ٶȿ����ṩ����ʱ������ȴ������ͬʱ�����������ٿ��Լ��ἷ������ѹ�����Ӷ���һ�����������¶ȡ����ֻ��С�����ܵ�Ӱ�죬���Կ���������С��ʱ�䣨ֻ�Ǽ�����С�IJ㣩������ⲻ�����ã����Գ���һ�δ�ӡ���ģ�ͣ���ÿһ���и���ʱ����ȴ��
ͨ���������Ĵ�ӡ�ٶȻ���ߴ�ӡ����������ӡ�ٶȲ���̫������������С���ϣ����ܻᵼ��������ͣ��ʱ��������Ӷ�ʹ�ֲ��¶�������Ȼ������ijЩ����£���ߴ�ӡ�ٶ��ǿ��еġ������ʹ���ϱ����죬����������������ӡ����������״��
4����ǿ��ȴ
���Ը߷����ٶȣ��������ͷ��ȹرգ��ײ�����ӡ������
����PLA������û�С����䡱֮��Ķ�����������ABS��PC�ȸ��²��ϣ���������С�ġ����ʹ��100%�ķ����ٶ�Ҳ�����ã����Կ��Ǹ������Ⱥͷ��ȹܵ���Ҫôѡ��ʹ�ñã�Ҫôʹ������������ĸ߹��ʷ��ȡ���Ҫע����ǣ�������ķ��ȿ����ڴ�Χ���ṩǿ�����ȴЧ�������Կ�����ߴ�ӡ�ٶȡ���֮ǰ�IJ����෴����������ͨ�����ȶ��ƿ���������ȣ��÷��ȸ�����ȴ���ϡ�
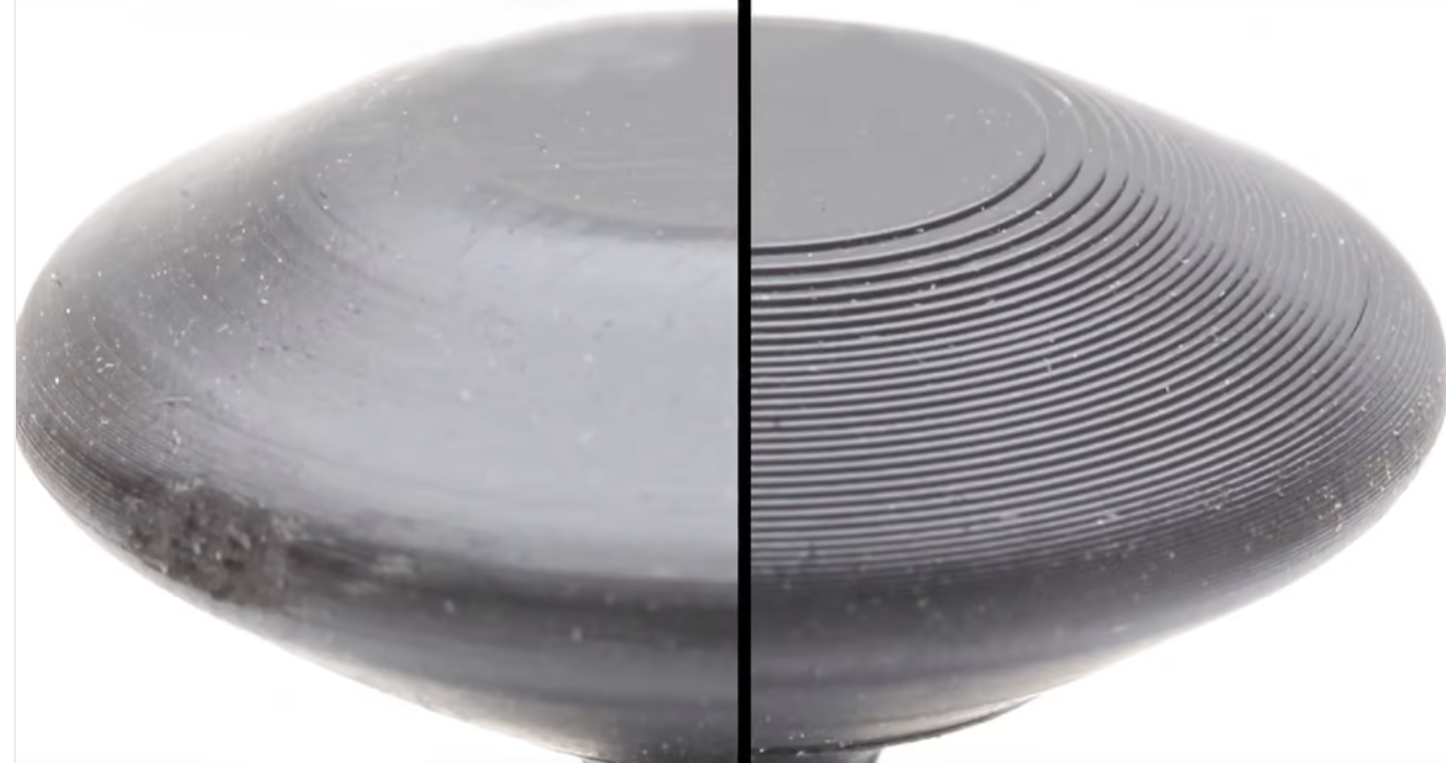
5������ͼ��߶�
������ϸ�IJ�ߣ���ʹÿ���²��ͻ�����٣���Դ��Fabbaloo��
�����Ǿ�����ս�Եģ���Ϊ���ǻ������ڿ��С������ͨ�����Ͳ�����������֡����ҡ�������ӡб��ʱ��ʵ�������ڴ�ӡ���ݲ�������ͼ��ʾ�����ڸ���ϸ�IJ�ߴ�������ʹ��ÿһ������ij��ȸ��٣��������٣��´��Ŀ����Ժͳ̶Ⱦͻ��С��
���� 0.3 ���ײ�ߴ�ӡ����������Դ��The 3D Print General via YouTube��
����һ���濼�ǣ��Ϻ�IJ����Ӽ�Ӳ����ͺñ�һ�ű�ֽ��һ�ź�Ƭֽ����3D��ӡ�У��Ϻ�IJ���Ը��õصֿ��´�����ʹ����ͻ���ĸ��ࡣ�Ϻ�����һ���ô���������ʱ���ԶԿ���������Ȼ����ȷʵ�������������ȴ�������Ϻ�IJ�����������¡���ӡ���Է�ֹ��̧�����գ����ǽ�����������ľ�����״�Լ���ӡ������Ŀ����������ѡ������ʵIJ�ߡ�
6������ Shell ����
��shellָ�����������Χ��ǽ�ڣ���Դ��Hubs��
����ǡ���ָΧ��ӡ���ǽ�ڡ����Զ����²�������һЩ������
��������ѹ������ �Ϻ�ļ�ѹ���ȸ�����ȴ�������������²���ص����������������ҵ�һ������ֵ��
���Ż�ǽ�ڴ�ӡ˳�����������Ƭ��������ָ����ǵĴ�ӡ��ʽ����������£��ȴ�ӡ��ǽ��Ȼ���ٴ�ӡ��ǽ���⽫����������·����������
���������·����ͨ����������е�·����������������ÿһ��֮����ص����ⲿ·��Ҳ���и����ڲ�·�����ԡ����֡���
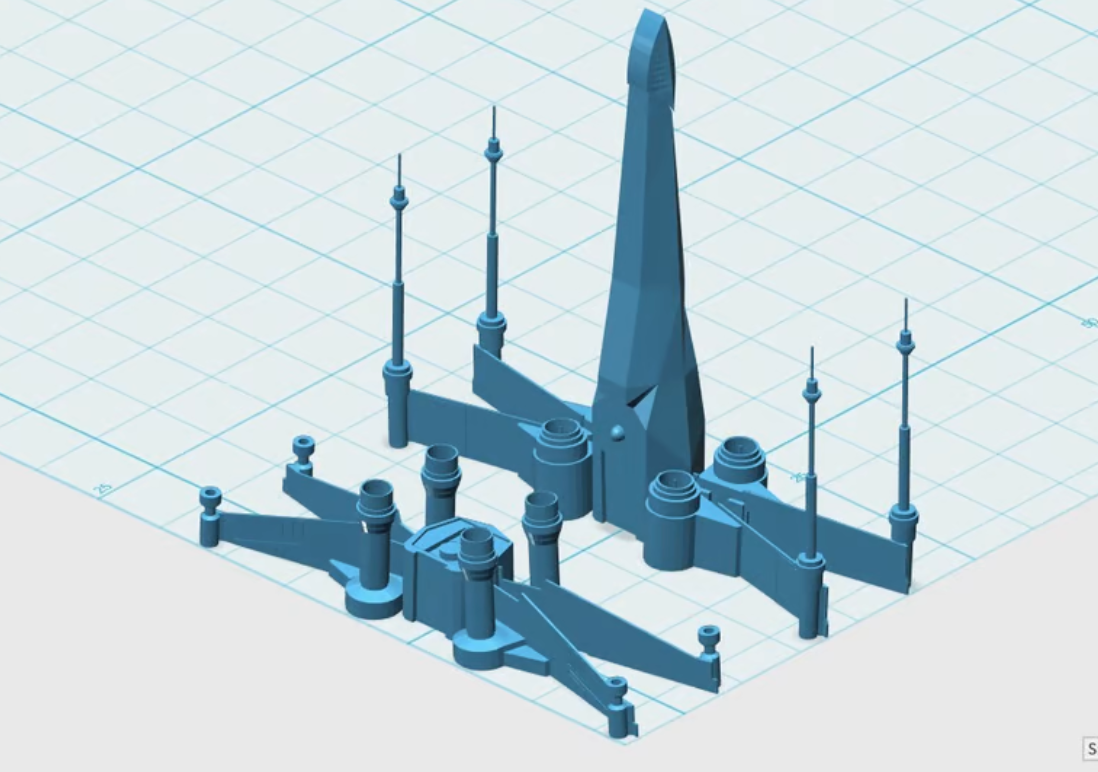
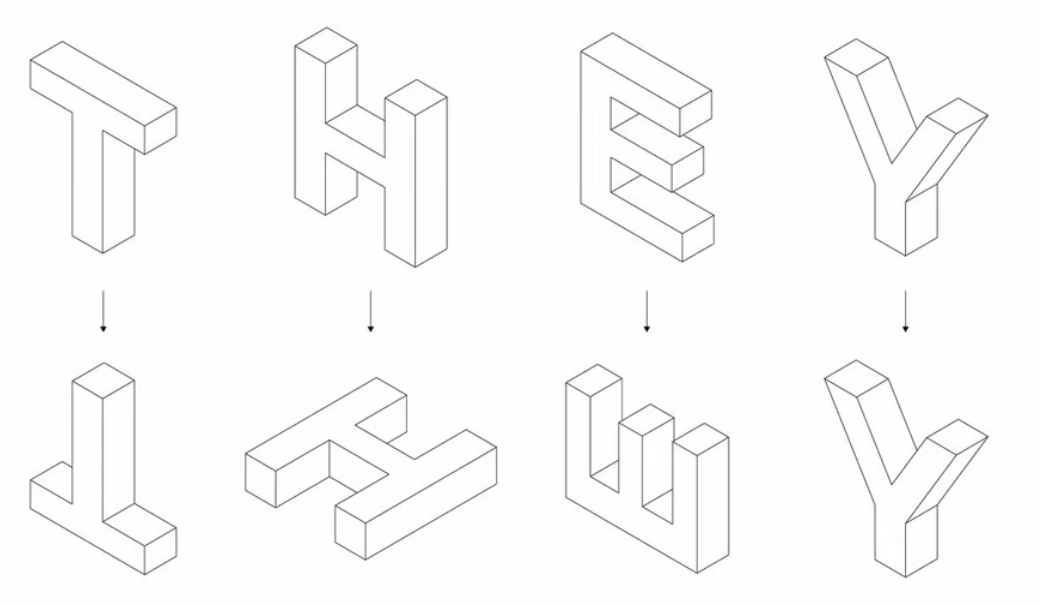
7.��������
�����ԡ������ս���� X ������ӡ�������֣��������Ա�����������Դ��E-Motion Robotics��
������������ͨ�����ַ�ʽ��ɣ�
����������������õ����滻Բ�ǻ��������·����ú��ʽṹ��֧������������ˮƽ�ף�����ʹ�á�������״���Ա��ⶥ���´���
���л������������д�ӡ��������ͬ�ġ���������ľ�����״���ı�����Ķ�λ��������������ͼ�ܺõ�˵������һ�㣺��ĸ��T���͡�E����Ҫ����ԭʼ�������ṩ֧�ţ��������¶�λ�Գ�������������
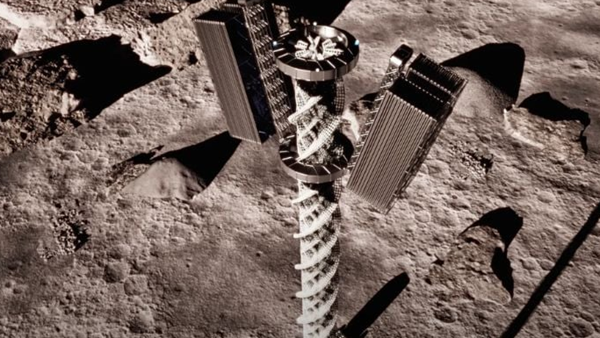
��������¶�����������������Դ��Wikifactory��
�����ģ�ͣ� ��ʱ������ģ�͵������Dz��ɱ���ġ���ʱ����Կ��ǽ�����Ϊ����������ӡ����ֻ�轫��Щ����ճ��һ�ɣ�
��ʹ��֧�ţ���������Ҫ֧�ţ�����ʹ���ÿ��ܽ��֧�Ų��ϣ���Щ�ṹ��������ٱ�������������Ӱ������ı���ֲڶȡ�
���Ͼ���С�������Ĺ��ڽ��FDM�С������ṹ���������С���������ж�������һ�ɣ�
(���α༭��admin)

��һƪ��ͻ�ƹ�̻���ӡƿ������ⴴ����ά��һ�����ֹ�Դ������
��һƪ��˭������õ�ģ����������Formware��3D Builder��FreeCAD��Meshmixer��
��һƪ��˭������õ�ģ����������Formware��3D Builder��FreeCAD��Meshmixer��
 3D��ӡ̫��������Ϊ��
3D��ӡ̫��������Ϊ�� ��θ���3D��ӡ�IJģ�PLA
��θ���3D��ӡ�IJģ�PLA ʲô��G���룿
ʲô��G���룿 ����3D��ӡ����������֪
����3D��ӡ����������֪ Cura��һ�����ã���ʼ��
Cura��һ�����ã���ʼ�� һ���˽�3D��ӡˮ����
һ���˽�3D��ӡˮ������������
 6�ִӴ���ȥ��3D
6�ִӴ���ȥ��3D 2023��������3D
2023��������3D FDM�IJ�PLA��ABS
FDM�IJ�PLA��ABS ˭������õ�ģ��
˭������õ�ģ�� 10����õ�FDM
10����õ�FDM �ȵ�����


