�����ĩ���۱�����������̵�ԭλʱ��ֱ�X���߳����������(2)
ʱ�䣺2023-01-19 20:07 ��Դ�������ĩ���۱��������� ���ߣ�admin �Ķ�����
�Ƚ�������ϵͳ��һ���ǻ���֧������������̼����֮���������籾��������ʵ�飬��һ��������������Ti-64��ɣ���ģ����LPBF����������������ʹ�æ�=0.6�ķ���߽�������ģ�͵ļ��νṹ��ͼ4��a����ʾ�������ߵIJ���ǿ����ͼ4��b����ʾ��
Ԫ��Ti���¶��������ѹ��������ֵ������Ti-64�Ͻ�ֵ�Ľ���ֵ�����������۳��е�Marangoni�����������ȷ�����۳��ڵ����ݶȣ����ⲻ��Ӱ��Զ���۳صĹ�����ȴ��ȷ�ԡ�ͼ4��c����ʾ�˼���λ�ô�Ti-64�ĵ��ڵĶ�ά�ȷֲ�����������µıȽ��ȷֲ���ͼ4��d����4��e������������µ��ȷֲ�֮��IJ���С�ÿ��Ժ��Բ��ƣ�������ǵó����ۣ���������������̼�����ȱ߽����������ϲ���Ӱ����Щ�����µ��۳ض���ѧ��ͨ����������ȴ�����ͨ����ĩ��Ĵ������ٴ�1��������������ڷ�ĩ����£�ͨ����Ĵ���ҲӦռ������λ��ʹ���������ȴ�ڼ�ľ�����ѧ���е��κη���������������Ľ�ģ�����˽��ȱ߽������Բ�������ͼ����Ӱ�졣
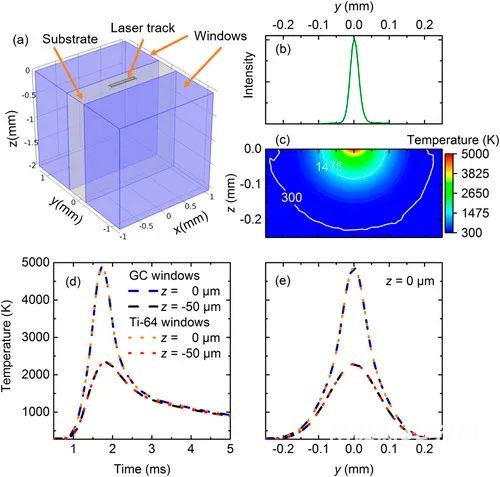
ͼ4�ȱ߽������Ա��ĵ����ȴ����Ӱ�졣
��ĩ�����ڣ�PBF���������ü�������������Դ�Ĺ��̡������ּ����ڲ����ϱ����������Ƶģ���ƽ̨���Ͳ��ظ�ѭ��֮ǰ���ڹ���ƽ̨�Ϸ�������һ����ɢ�ķ�ĩ��Ȼ�����ۻ�����ǰһ���ںϡ���ͬ����Դ��Ҫ��ͬ�IJ������������ڼ���ϵͳ����Ҫ�������գ�ͨ���ǵ����������������������Ҫ����գ���Ϊ���ӵ�ƽ�����ɳ̷dz��̣���һ���ô���û�������������������ۻ������У�������ѹ�ڴ�Լ 10��10-2mbar ����Թ�����������ǿ����Ĵ��Ⱥ���ȴ��
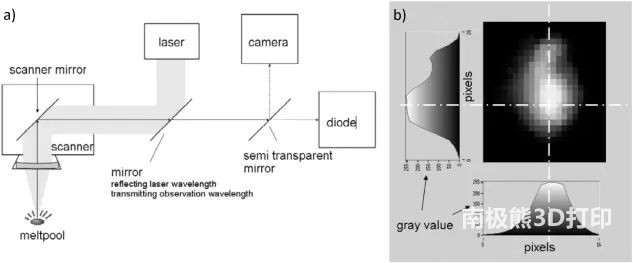
��a����ʾ�������ܺ�������е�ʾ��ͼ���Լ���b����ʾBerumen����ʵ�ֵIJ�ͬǿ��ֵ�����ϵͳ�����ʾ�����ң���
X���߳���
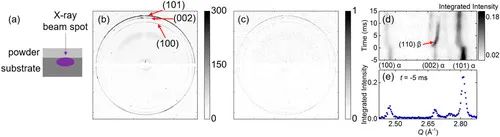
��SSRL������2-2�Ͻ�����X���߳���ʵ�顣���������Ͽ��õ�X�������ٽ�����Ϊ7.4keV��1.25 T�������������ͼ5��a����ʾ�˸�������������ļ���X���߹��ס���6.35mm�������������Ʒ���ε�X���߹���������ȥ������X���ߣ����������ϵͳ������������Դ����ȫ�������ʹ�øù��˵�X���߹�����ԭλ����ʵ�飬�������X����ͨ����
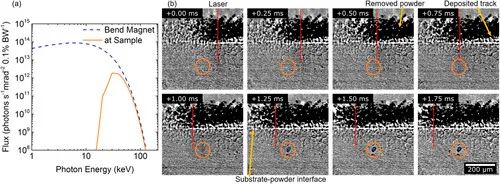
ͼ5�ǵ����۳������X���߳���
ʹ�ø��ٳ���װ�ü�¼ͨ����Ʒ���ҵ�X���ߡ����X�������Ȼ�����ֱ��λ��ǻ�ҳ���Be���ں���IJ�Tl��NaI��˸�徧�壬�þ��彫X���߹���ת��Ϊ�ɼ��⡣
����������Ⱥ���״�����ñ������й�ѧ�������������������������д��ڵĹ���/Һ��Ti-64��Ar����֮��������ܶȶԱȡ����⣬��ֱ�ڼ���������·����2DͶӰ����ͼ���ڲ���������Ⱥ���״�dz����á���ˣ���Щ����ֵ����ģ����֤���кܸߵļ�ֵ��
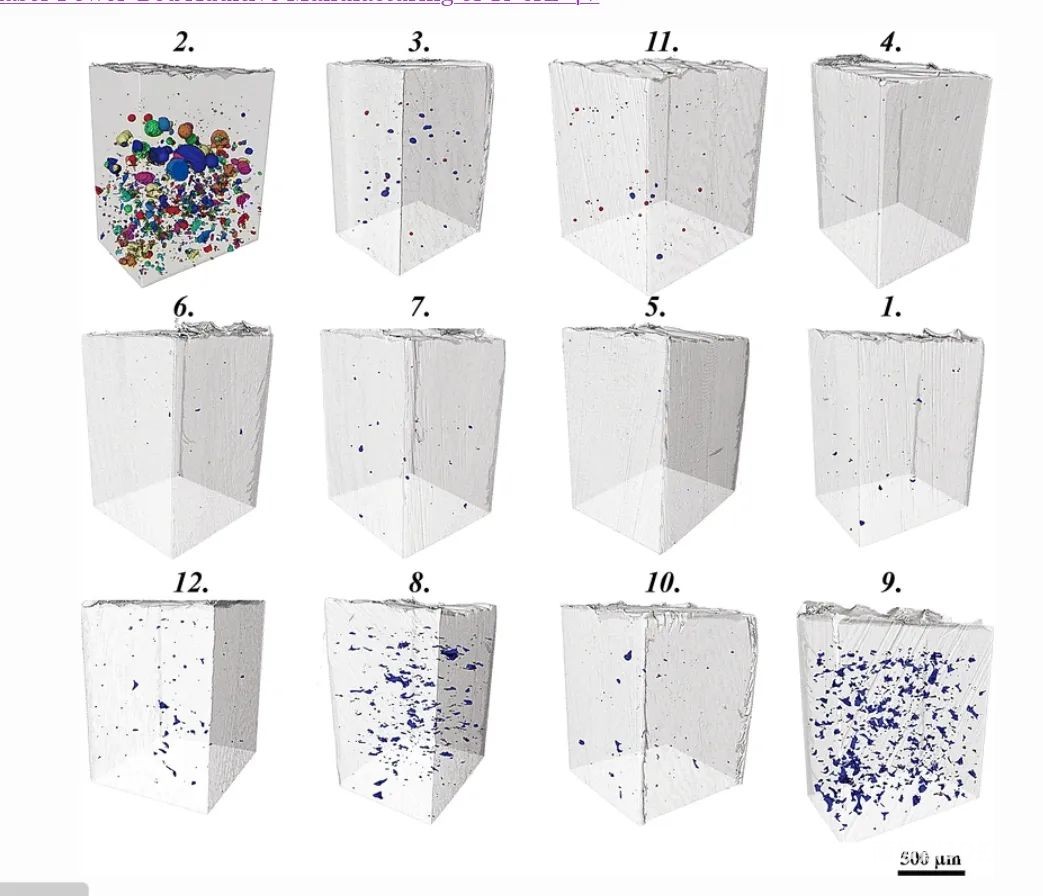
���ص���ȵݼ�˳��Ԥ����Ʒ�Ħ�SXCT�ؽ���
��ͼ������ÿ����Ʒ����1.5 mm����ά��3D���ϲ�ɨ���ؽ���ͶӰ�����۳��ص��������Ӧ��ע����ǣ��� 3D ͶӰ�в鿴��϶�ʻ�����Ʒ�ڿ�϶�������������϶����̬�ָ����ɫ��������ȱ����Ⱥ���Խϴ�����ɵ�����϶��ɫ����Ȼ��̬����ȷ��ȱ���γɻ��Ƶľ�����ָ�꣬�����Ժ����ؼ���߶����εĿܿ����������̹����в���IJ����������γɵģ����ֲ�����Ŀܿ���ȱ���ۺ�ȱ�ݡ��ڱ�ʵ���У���������ֵ0.5���������Ρ�������ֵֹ��
X��������
ͼ6��ʾ�˴�500��m���Ti-64�ĵ��ϲɼ��ĵ����������ݡ�60��m���ĩ�㡣��1kHz�IJ������ռ����ݣ�������������Ϊ400W�Ĺ��ʣ�ɨ���ٶ�Ϊ576mm/s��X�������������Ķ��룬��ͼ6��a����ʾ�����嶥������25��m�������ּ��νṹ�У�������������ڻ����ڣ���ĩ��Ĺ�����С��ͼ6��b����ʾ����1kHz���ռ���1500������ͼ�����ܺͣ��൱��1.5����ռ���ͼ6��c����ʾ�˼����ۻ�ǰ��1kHz���ռ��Ķ�ά����ͼ����ͼ6��d����ʾ����1kHz���ռ��Ļ���һά����ͼ����ʱ�����С������ۻ�ǰ���ռ�������ͼ��ʾ��������-Ti��ķ���״��λ�õIJ��죬������ۺ���Ӧ��״̬�����˱仯����Щ����ȴ�����п��پ���仯�Ĺ۲죬ΪLPBF������ϵĶ����۽ṹ�����ṩ�˼��⡣
ͼ6 ��SSRL������10-2���ռ�������ͼ����
����
���DZ�����ʵ���ҹ�ģ��LPBF��������ƺ�ʵʩ�������������Ż�������ͬ������Դ�Ͻ���ԭλX����ʵ�飬ͬʱ�ṩ����ȫ�ߴ�LPBF�����Ļ�������SSRL���е�ʵ�������4 kHz�������ݣ���Ч���ش�СΪ1.1��m������50 �� 100��m���������1 kHz�������ݡ������ݵij�������ʾ�� Ti-64 �п�϶�γɡ����尼�ݶ���ѧ���¶������Ծ�����ѧ�Լ���ȴʱ�Ħ�-Ti�C��-Ti ��䡣��ⷽ������Ʒ�ܵij���������ʵ�ֶ��ʵ�飬�������Ʒ�Ʊ��Ի�ø��ߵ�ͨ������������������������ʵ�ֵIJ����ʡ�δ����ʵ�齫�������ѧ���̼�����ļ��ɣ��Դٽ��DZ���ȱ���γ���������й�ѧ��ⷽ��֮�������ԡ���������Խ�ͨ��LPBF�ڼ�����߹��̼��ֱ�Ӷ���ȱ�ݼ�⣬�����LPBF����ļ�������֤��һ���ش���ս��
��Դ��An instrument for in situ time-resolved X-ray imaging and diffraction of laser powder bed fusion additive manufacturing processes, Review of Scientific Instruments, doi.org/10.1063/1.5017236
�ο����ף�W. E. King, A. T. Anderson, R. M. Ferencz, N. E. Hodge, C. Kamath, S. A. Khairallah, and A. M. Rubenchik, Appl. Phys. Rev. 2, 041304 (2015). https://doi.org/10.1063/1.4937809��R. P. Mulay, J. A. Moore, J. N. Florando, N. R. Barton, and M. Kumar, Mater. Sci. Eng. A 666, 43 (2016). https://doi.org/10.1016/j.msea.2016.04.012
(���α༭��admin)

��һƪ��һ�Ҵ��˾ʹ�ó��ӡ����ʺͿ���������3D��ӡ�ִ��Ҿ�
��һƪ��л�ƶ��´�ѧ������3D��ӡ���ײ����ߣ���5G��6G�źŴ���ƫԶ����
��һƪ��л�ƶ��´�ѧ������3D��ӡ���ײ����ߣ���5G��6G�źŴ���ƫԶ����
 �����Ƚ��մɹ�˾ʹ��Lith
�����Ƚ��մɹ�˾ʹ��Lith Xenia�����������������
Xenia����������������� �о���Ա����3D��ӡ��ģ��
�о���Ա����3D��ӡ��ģ�� ����Brooks����պ�������
����Brooks����պ������� ��AHM����3D��ӡΪ���߶�
��AHM����3D��ӡΪ���߶� MB Therapeutics��Lynxter
MB Therapeutics��Lynxter��������
- �������Ƚ��մɹ�˾ʹ��Lithoz������һ��
- ��Xenia������������������г���ƾ���
- ���о���Ա����3D��ӡ��ģ�忪����������
- ������Brooks����պ������������ܾ���3D
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ��MB Therapeutics��Lynxter�������Ƴ���
- ����������������ʹ��3D��ӡ����߳�����
- ��HYP3D��Ŀ�����մ�3D��ӡ������ѹ����
- ���Ĵ����������������ƶ�iLAuNCH��Ŀ��
- ��Restor3dʹ��Formlabs 3D��ӡ��������
 �����վ�����3Dɰ
�����վ�����3Dɰ 3D��ӡ���Ի�����
3D��ӡ���Ի����� �����ݿ���ҽԺʵ
�����ݿ���ҽԺʵ ��ʿ���Ƽ���ѧ3D
��ʿ���Ƽ���ѧ3D ȫ��3D��ӡ������
ȫ��3D��ӡ������ PSAS�ɹ�����3D��
PSAS�ɹ�����3D���ȵ�����
- ��HueForge����������ʹ��3D��ӡ��������
- ��15��3D��ӡ��������Ӧ�ð���
- ������ܽ2021���й����պ�������3D��
- ��ģ��3D��ӡ����ӥ����ģ��������һ�廯
- ������Brooks����պ������������ܾ���3D
- ����AHM����3D��ӡΪ���߶��ơ�һ��һ��
- ��MB Therapeutics��Lynxter�������Ƴ���
- ��Xenia������������������г���ƾ���
- �����ӻ���FDM��ӡ���������о���Ա����
- ���̵�ȫ������ҵ����3D��ӡ���ں���


