对水雾化和气雾化低合金钢粉末进行增材制造的对比研究(2)
时间:2021-11-30 08:24 来源:江苏激光联盟 作者:admin 阅读:次

激光加工对金属粉末的影响是AM研究的重点。这些问题在一定程度上是过程中飞溅产生的结果。粉末飞溅主要由两种机制引起:反冲压力和Marangoni流耦合,以及诱导气流引起的蒸汽驱动颗粒夹带。图6a显示了作用在熔池上的反冲压力引起的熔池波动。熔池在激光照射下振荡,首先形成突起(图6b)。随着表面张力的降低,毛细管力无法将熔池保持在一起(这被称为高原-瑞利毛细不稳定),从而导致伸长颈部的形成。最后,当飞溅的动能超过熔体池的毛细压力时,喷出一个球状液滴(图6c)。
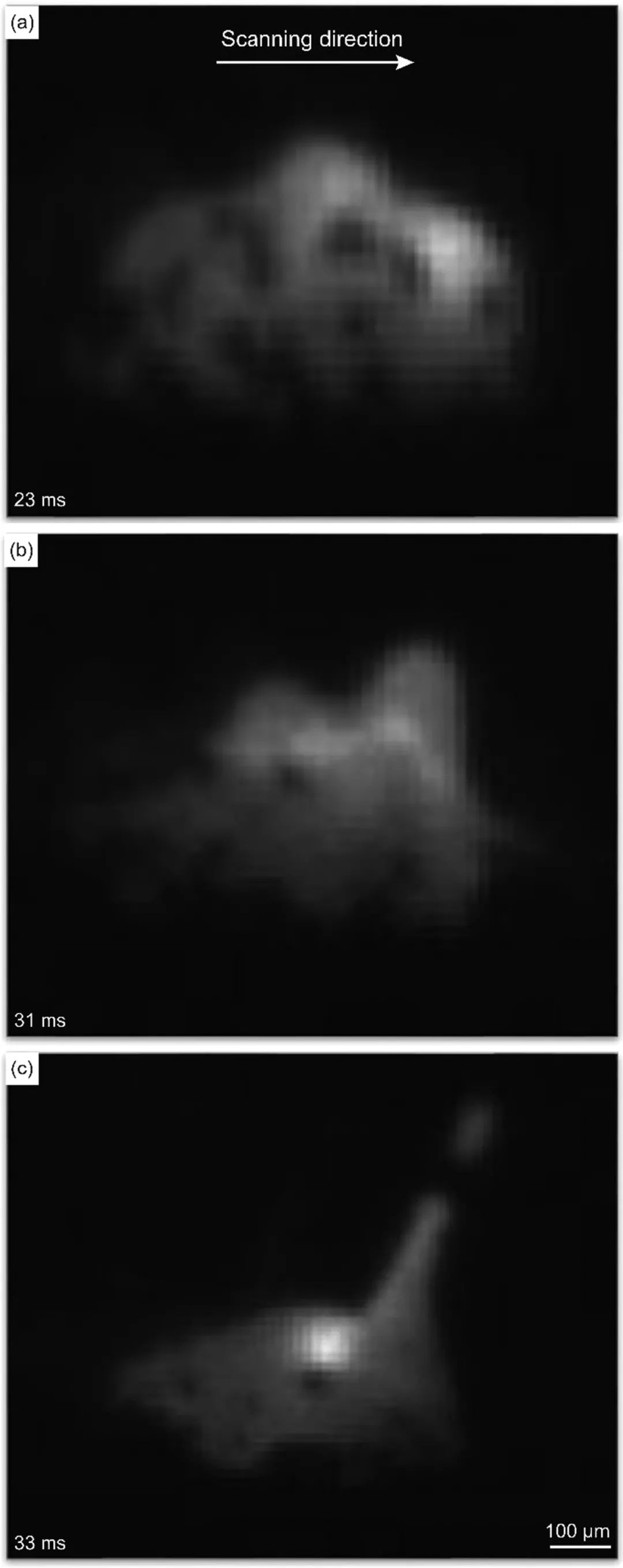
图6 快照(16000 fps)突出显示了ga4130低合金钢粉末在激光照射下的熔池波动,(a)开始于熔池振荡,(b)逐渐向凸起阶段传播。(c)随着表面张力的降低,毛细力不能将熔池保持在一起,形成飞溅液滴。
反冲驱动飞溅的直径通常大于原料的直径,这表明一旦飞溅落在粉床上,就会造成粉层不均匀,如果不清除的话,就会影响建板上物料的均匀分布。图7显示了飞行中的反冲驱动飞溅粒子,它们从GA(图7a)和WA(图7b)粉末的激光-材料相互作用区喷射出来。
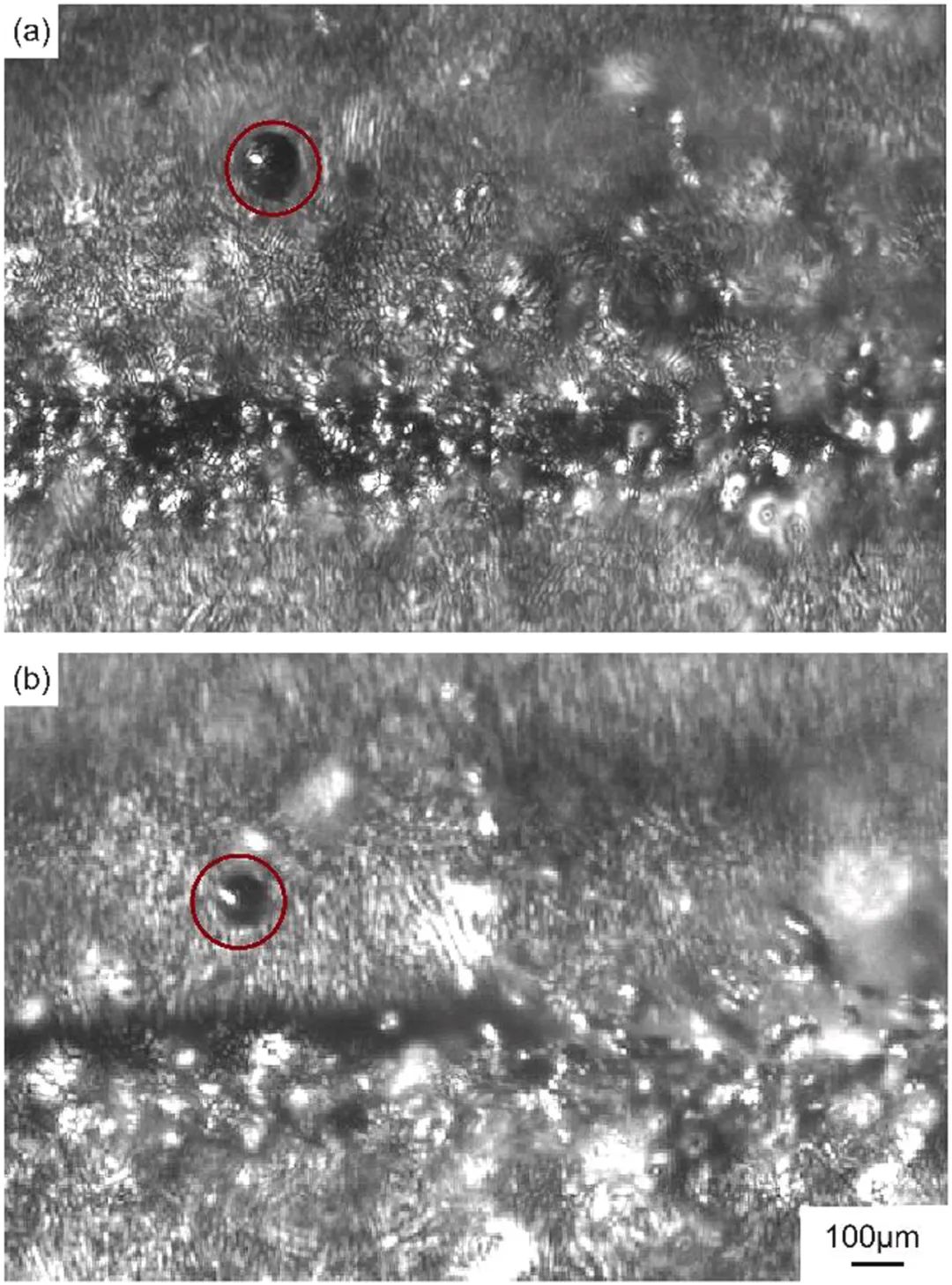
图7 GA (a)和WA (b)粉料和反冲驱动飞溅的尺寸差异。空中的飞溅呈圆圈状,看起来比原始粉末大。图像以8000帧/秒的速度通过远距离显微镜镜头记录。
尽管了解过程中产生的飞溅的大小和数量很重要,但很难量化每次系统运行后收集的数据。由于冷却条件与气体雾化过程中的冷却条件相似,即使初始颗粒形状不规则,反冲驱动喷射也获得球形形态。喷射出的颗粒的直径通常比原始粉末大。这适用于GA和WA粉末的加工。
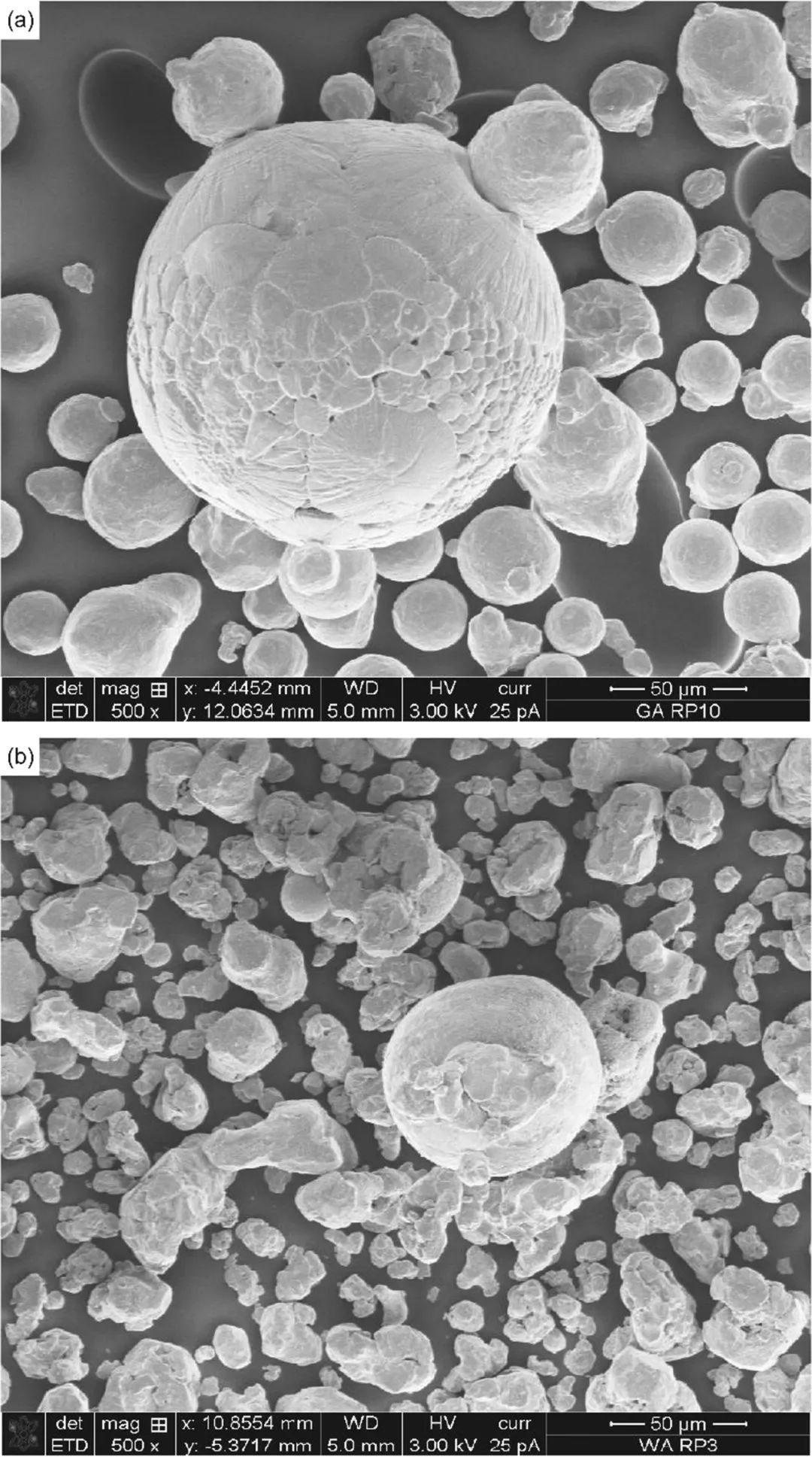
图8 激光处理GA (a)和WA (b)低合金钢粉末后的飞溅和粉末收集。粘附在飞溅物表面的熔融颗粒也可以观察到。
图8突出显示了反冲驱动的飞溅物,这些飞溅物落回到了粉末床上。图像显示了在实验过程中从飞溅物收集区域收集的飞溅物和原始粉末。GA(图8a)和WA(图8b)低合金钢粉末的进料和反冲驱动飞溅物之间的尺寸差异很明显,还可以观察到飞溅物表面的熔融颗粒。
粉末床孔隙率和氧化物含量对飞溅的产生有影响。随着温度的升高,被困在颗粒之间或从粉末表面解吸的气体开始膨胀,促进飞溅喷出。集中在颗粒表面的氧化膜也可能降低与以前的粉末层和基底的润湿程度,从而导致缺陷的形成。此外,降低粉末与基体的附着力会降低粉末层的质量。
需要指出的是,无论使用哪种原料,粉末飞溅都是AM中的常见现象。表面活性元素(如氧和硫)浓度的微小差异可改变金属中的热毛细力。随着表面张力的降低,液滴可以以更低的流体流动速度逃离熔池。先前已经证明,材料中的高氧含量可能会导致一个大的表面张力梯度穿过熔体池的表面,触发熔体流动的循环,这产生了一个相当强的流体运动。
事实上,据Dubberstein等人报道,少量增加氧含量可以显著降低钢液的表面张力。因此,这可能导致熔池不稳定,并最终导致飞溅喷出。在这项研究中,测量了两种材料在粉末床后收集的飞溅的质量。结果表明,处理WA粉时产生的飞溅比处理GA粉(分别为0.55 g和0.13 g)时多。由于两种粉末的工艺参数和条件都保持不变,因此产生的喷出量的差异被认为是由于WA粉末中氧气含量较高。
3.3. WA和GA粉末之间的轨迹高度差异
图9显示了使用GA和WA低合金钢粉末生产的固化轨道的光学图像。在实验过程中,参数保持不变:激光束的焦平面位于表面,形成接近顶帽的光束轮廓,光束作为连续波运行。
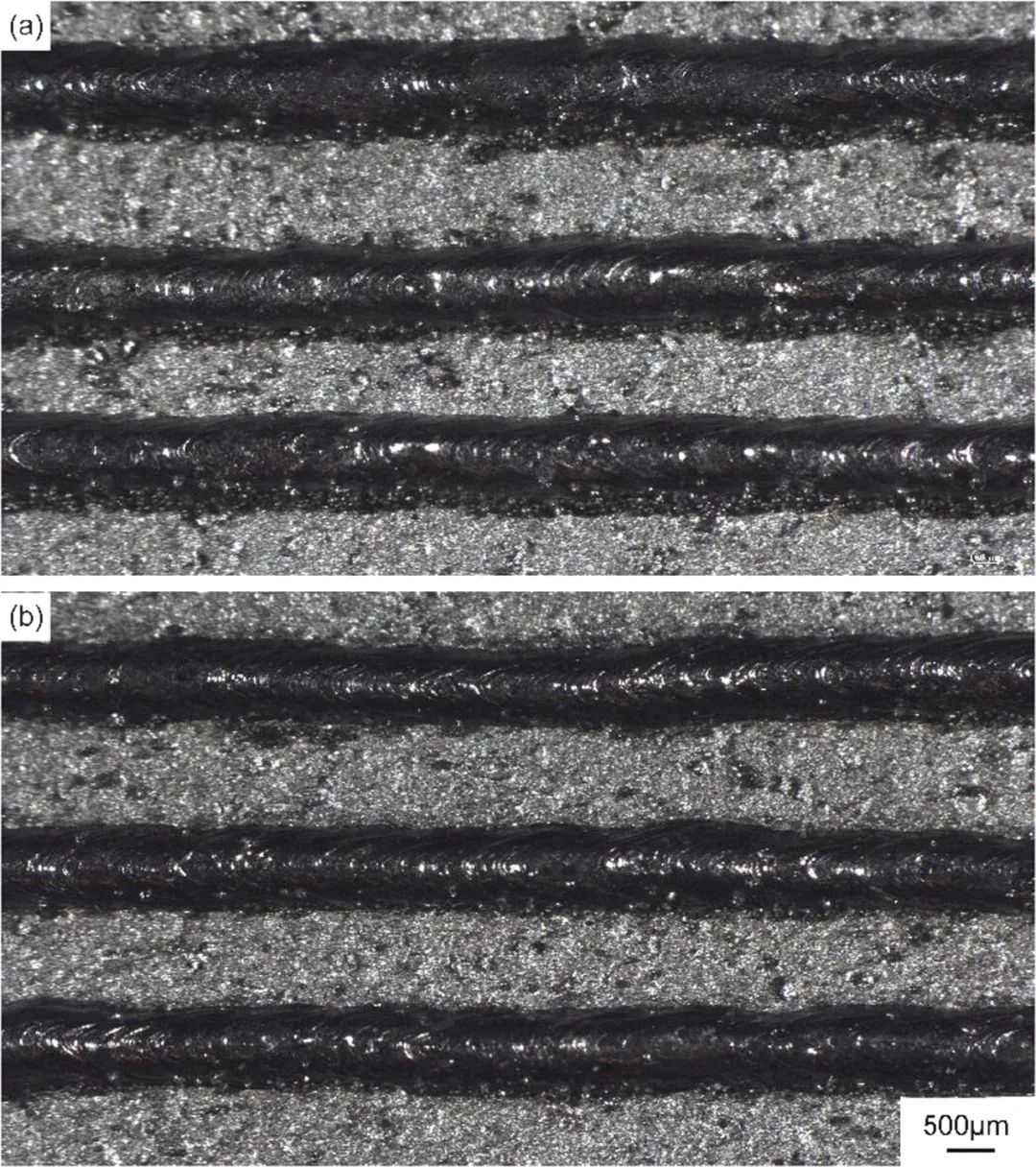
图9 GA (a)和WA (b)粉末的固化熔迹。6个轨道的激光功率为250 W,扫描速度为3 m/min,磁层厚度为100μm,舱口间距为1 mm。
一般而言,激光束(直径、功率、轮廓等)和扫描速度与粉末颗粒没有直接相互作用,但在熔池前面运行的激光束的一小部分除外。粉末颗粒在与激光束相互作用之前达到熔化温度。因此,激光主要与已经熔化的材料相互作用。相反,光束和速度决定了熔池的形状。颗粒并入熔池取决于熔池前端的形状。
一旦颗粒在熔池中熔化,其原始形状对任何后续机制都不会产生任何影响。相反,粉末的不同化学性质会影响某些物理性质和相关机制,特别是通过表面张力的差异。粉末中氧和硫等表面活性元素的存在会改变表面张力,从而改变熔体中的流体流动,从而导致熔体池中产生不稳定性。
与商业LPBF系统相比,其扫描速度更低(3 m/min),从而产生了更宽的熔池。轨道宽度沿长度有微小的变化,很可能是由于熔池不稳定;两种粉末熔体池平均宽度相似,但轨道高度和截面面积存在差异(见图10)。这种差异源于两种类型的粉末在粉末层中的包装行为。

图10 GA (a)和WA (b)粉在轨道高度上的差异。
粉末形状影响LPBF中的层堆积特性,进而影响工艺效率。单珠测量的结果表明,与GA粉末相比,使用WA粉末时的轨道高度降低了15%(图10)。此外,WA粉末的轨道横截面计算面积比GA粉末低31%。这表明了原料相对密度与单层粉末填料之间的关系(如第3.1节所述)。这一结果也可以解释为更好的粉末流动性和更高的颗粒夹带到激光-材料相互作用区域。数值如表3所示。
表3通过光学显微镜和ImageJ测定GA和WA粉末的轨迹高度(H)和面积(S)值(平均值)。

4.结论
本文的研究结果表明,在激光辐照下,WA的行为与GA 4130低合金钢粉末不同。可以得出以下结论:
• 结果表明,用WA粉制作连续轨道是可行的。因此,可以得出结论,该材料有可能成为最常用GA粉末的替代品。然而,在加工之前,应考虑材料包装行为的差异。
• 使用WA粉末时的轨迹高度比从GA粉末获得的值低15%。此外,WA粉末的横截面积降低了31%。这归因于较低的堆积密度(比镓粉低18%)和材料的不规则形态,有结块和机械联锁的趋势。
• WA和GA粉末的加工性能通过高速成像与激光辐照下粉末行为的关系进行评估。研究结果表明,由于WA粉末形状不规则,导致其与相邻颗粒接触,因此具有不同的颗粒夹带行为。这会阻止粉末从粉末床上分离。因此,较少的颗粒到达熔池并浸入其中。
• 根据HSI,WA粉末具有更频繁的飞溅喷射。从飞溅物收集区获得的质量证实了这一发现。这很可能是由于WA粉末中的氧气含量较高,从而导致熔体池中的不稳定性。
(责任编辑:admin)
 Chem. Mater.:3D打印超高
Chem. Mater.:3D打印超高 更为坚固的复合材料3D打印
更为坚固的复合材料3D打印 MIT团队开发出3D打印植物
MIT团队开发出3D打印植物 MELTIO旨在通过其首个线基
MELTIO旨在通过其首个线基 三种康复辅具3D打印材料及
三种康复辅具3D打印材料及 3D打印具有生物催化功能的
3D打印具有生物催化功能的 对水雾化和气雾化
对水雾化和气雾化 MIT研究人员开发
MIT研究人员开发 DIW拓展新材料!
DIW拓展新材料! ZORTRAX 推出新型
ZORTRAX 推出新型热点内容

