ʹ��Ԫ�ط�ĩ�ͼ���ԭλ�Ͻ��������켼�������ijɱ�ʵ�ݵ�ҽ��Ti-5Fe�Ͻ�
ʱ�䣺2022-04-25 09:23 ��Դ�����ռ������� ���ߣ�admin �Ķ�����

��(Fe)��һ����Ч�Ħ�-�ȶ������ܹ�ȡ������ĺϽ�Ԫ�أ���V��Mo���γɳɱ��ɳ��ܵ�����ҽѧ�ѺϽ�ѡ���Լ����ۻ�(SLM)��һ����������������(AM)�������ܹ�ʵ�ָ��ӡ�����������Ľ������Ρ����о�����Ԫ�ط�ĩ���Ե��⻯������(HDH)Ϊԭ�ϣ�����SLM���Ʊ�Ti-5Fe�Ͻ�ּ���ṩһ�ֳɱ��ɸ����ĺ�ѡ����ҽ���ѺϽ��о����֣��ڡ����ӡˢ�������£�ͨ��ԭλ�Ͻ��տ���ʵ�����ľ��ȷֲ���������һ��������������ȴ�����ԭλ�Ͻ�Ti-5Fe��ʾ����ǿ�ȡ����õ���չ�Ժ����õ����������ԡ���õ���ѻ�е����Ϊ����ǿ��Լ865 MPa��������Լ12%�����о�֤���˼���ԭλ�Ͻ��������켼���ڿ����ɱ������������ߵ�����ҽ���Ѳ��Ϸ����������
1.����
�Ѻ��ѺϽ����һЩ��������ܣ��ر��Ǹ߱�ǿ�Ⱥ͵�����ģ�����������ʴ�ԡ����õ����������Ժ�˳���ԣ�ʹ���Ϊ���﹤�̺�ҽ�������ȶ�����ҵ�������ѡ���ϡ��Ѳ�Ʒͨ����Ҫ����ͻ��ӹ�������ɣ�Ȼ����������ӹ��Բ�ͻ�ѧ��Ӧ�Ըߣ���������һ����ս���������죨AM���ij���ʹ����������������ӵ��Ѳ�����ø������ף����������������Źؽں�ϥ�ؽ��û����Ļ���ר���ǿ�ֲ�����������ĩ���ۺϣ�LPBF��/ѡ���Լ����ۻ���SLM��������������AM����֮һ���ѱ��㷺������������ѺϽ𡣴��⣬SLM�Ʊ��ľ���ṹ���нϵ͵�����ģ���ͽ�����������ӽ��������������ģ������������������ν��Ӧ������ЧӦ��ʹ��SLM��˫������ӡ�ṩ�˽�һ����DZ����������ȵ�������Ʊ���������ܻ��ܡ�Ȼ������Ŀǰ���ԣ�SLM��ԭ�۲���ͨ���൱������Ҫͨ����������������������Ĵ�������Ķ������壨��Ar���͵�����SLM�Ʊ����Ѳ�Ʒ��Ӧ�ÿ��ܻ��ܵ��ɱ�������������ơ�
��������������һЩ��ϣ����;��������ɱ����⣬�������⻯���⣨HDH���ѷ۽��и��ԣ�����һ�ֳɱ��dz��͵�ԭ���ϣ�����Ҫ���и����Ը����������Ժ�ӡˢ���ԡ����ڵͳɱ��Ĵ�HDH Ti��ĩ�����Խ�һ������һϵ���ѺϽ𣬰�����Ҫ��Ti-6Al-4 V�Ͻ�ͬʱ���뷰��ȣ�����һ����Ч�Ħ�-�ȶ������������Եijɱ����ơ������������ԣ��ʺ���Ϊ�Ͻ�Ԫ�أ����ںϳ�����ҽ���Ѳ��ϡ�ʹ�ô�ͳ�ӹ������ĸ����о�֤ʵ�����ĺô���
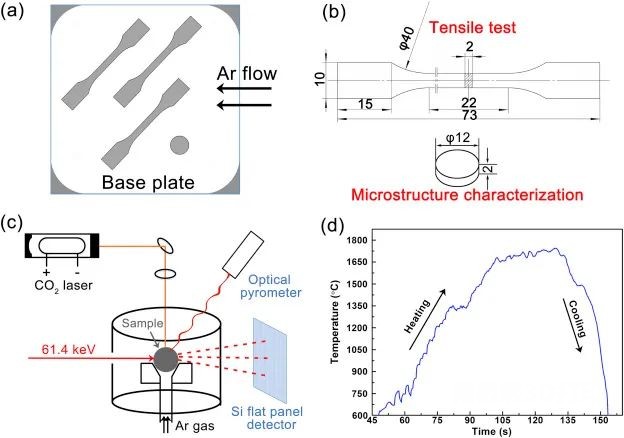
��a�� SLM��Ʒ�ڻ����ϵIJ��֣���b����������������۽ṹ��������Ʒ����״�ͳߴ磬��c��HEXRD�о���ʾ��ͼ����d��HEXRDʵ���м�¼���¶�-ʱ��仯��
��ͼΪSLM��Ʒ�ڻ����ϵIJ��֡�Ϊ���о�����ʶ�ӡˢ��Ʒ����ܶȵ�Ӱ�죬�ı伤���ʩ�Ӳ�ͬ����������ܶ�(P = 80-280 W)��������Ҫ�������ֲ��䣬ɨ���ٶ�(v = 600 mm/s)�����(l = 0.03 mm)�Ͳտھ���(h = 0.12 mm)��
���о�ּ�ڻ���SLMԭλ�Ͻ�Ԫ��Fe��HDH Ti��ĩ��ʹ�ã������ɱ�����������ҽѧTi-5Fe�����Ti-5Fe��Ti-Fe����ҽ�úϽ�ϵͳ�ĵ������ӡ�������������֤������ԭλ�Ͻ��������켼������Ӧ���������������ϡ����������ķֲ����ӡˢ̬Ti-5Fe�Ͻ���۽ṹ�����ԡ����Ľ���������Ԫģ�������۳ؽṹ������̽��ԭλ�ϽĻ�������ӡˢ���������Ż����Ʊ����ܶȸߡ���е���ܺõ������Ʒ������������������ĵIJ����Ż������ʻ������ȴ����������Ƶ�Ti-5Fe�Ͻ���нϸߵ�����ܶȡ����õ�ǿ�Ⱥ���չ�ԣ��Լ����������ԡ���Ϊ���ü���ԭλ�Ͻ����������������ɱ�����������ҽ���Ѳ����ṩ��һ�����͵����ӡ�
2.ʵ����
2.1. ԭ����
��HDH�ѷۣ�����Sellon Metals�������ۣ��й������о���Ժ��Ϊԭ�ϣ���Ӧ��ɨ�����������SEM�����ε��ӣ�SE��ͼ���ͼ1��������ĥ�����¹�Pulverisette 5����HDH�ѷ۽��и��ԡ����Ѻ�����ɵķ�ĩ������ɻ�е����������ʿTURBULA�����1Сʱ�Ʊ���ʹ�ü������ȷ����Ǽ���ĩ���Ⱥ����ȷֲ���

ͼ1 (a)δ���Ե�HDH-Ti��ĩ��(b)���Ե�HDH-Ti��ĩ��(c) Fe��ĩ��SEM SEͼ��
2.2. SLM����
ӡˢ��Ʒ���䱸400 W IPG���˼�������������ֱ����64��m��������~ 1064 nm����SLM®125HL�������졣���ڲ����Ż�������ʣ�P����100 W��г��300 W�����Ϊ20 W��ɨ���ٶȣ�v����300 mm/s��1200 mm/s���������ڲ���֮��IJ�ֵΪ100 mm/s����Ϊ�������տڼ�ࣨh��������0.12 mm�����ȣ�l��������0.04 mm��
2.3. �ȴ���
�ȴ����ڹ�ʽ¯��CHY-1500���н��С�Ϊ�˱�������������Ʒ�ܷ���ʯӢ���У�ʯӢ��ʹ��Ar���б�����Ȼ���ܷ���Ʒ�ֱ���500��C����-Ti������760��C����+��-Ti������920��C����-Ti�������ȴ���1Сʱ��Ȼ�����ˮ�㡣
2.4. �۽ṹ����
ʹ��̨ʽx���������ǣ�XRD��MiniFlex 600�������������ʹ�����²�����2�ȣ���ΧΪ30�C90�㣬����Ϊ0.02��ɨ���ٶ�Ϊ5��/min��ʹ�ù�ѧ������OM��LEICA DM 2700 M�ͣ�ɨ��羵���¹�zeiss Merlin��������ɫɢX���߹����ǣ�EDX������۽ṹ���������������TEM��Titan-ETEM G2��������������TEM�豸��صĸ߽ǶȻ��ΰ�����HAADF��������ɫɢ���ף�EDS����ѡ���������䣨SAED��������TEM��Ʒʹ�þ۽���������FIB FEI Helios 600i���Ʊ�����Kroll�Լ���100����ˮ��3����������5�������ᣩʴ������SEM����������Լ10-15�롣��ˮ��ϴ������ˮ�ƾ��г�����ϴʴ������10���ӣ�Ȼ������Խ��к���������
2.5. ���ܲ���
�����·����ڲ���ӡˢ��Ʒ���ܶȡ�ÿ�������������Σ�Ȼ��ȡƽ��ֵ��ʹ������10 mm�쳤�Ƶ�Instron 3382�����ǽ���������ԡ�
2.6 ģ��
����COMSOL 5.3a����ģ���ӡ�����в������۳أ��������˽�Ti-5Fe�Ͻ��ԭλ�Ͻ���ģ���ǻ���COMSOL™��˲̬ģʽ�µĴ������۽����ġ�
2.7. �����о�
���������������������飬��SLM��Ʒ�и��ֱ��Ϊ10 mm���߶�Ϊ3 mm��Բ���μ������������л�е�⣬�ֱ���75%��100%��ˮ�ƾ��г�����ϴ15���Ӻ�10���ӣ�Ȼ��ͨ����ѹ������к���ʵ�顣MG-63ϸ���ڸ�DMEM��������������������Ȼ���Ʊ���Ũ��Ϊ40000��ϸ��/������ϸ������Һ����ϸ������Һ���ֵ�24���������е���Ʒ���棬�����������������ӵ��������У�����30���Ӻ���Ʒ��û��������ÿ2�����һ�Σ����ں��º�ʪ�����䣨37��C��5%CO2��������1��3��5�졣�����ʵ�������������������PBS��Һ��ϴ���Ρ���ÿ�����м��뺬�и�DMEM��������10%CCK-8��Һ��50��L�����ڱܹ�������������2Сʱ����ȡÿ����100��L����ʹ��ø�������450 nm������ÿ���Ĺ��ܶȣ�OD����Ϊ�˹۲�ϸ���ij�ʼճ����̬��ϸ����ͬһ������������������ʱ��������2Сʱ��������ÿ������PBS��Һ��ϴ���Ρ���2.5%���ȩ��4��C�¹̶�ϸ��12Сʱ����PBS��Һ��ϴ����3�Σ�ÿ��5���ӡ�Ȼ��ʹ���ݶ��Ҵ���Һ����10%��30%��50%��70%��80%��90%��95%��100%���ֱ�ʹϸ����ˮ10���ӡ����������Ʒ���䶳�������и����ҹ��Ȼ���ò�����Ϳ�㣬����SEM�۲졣
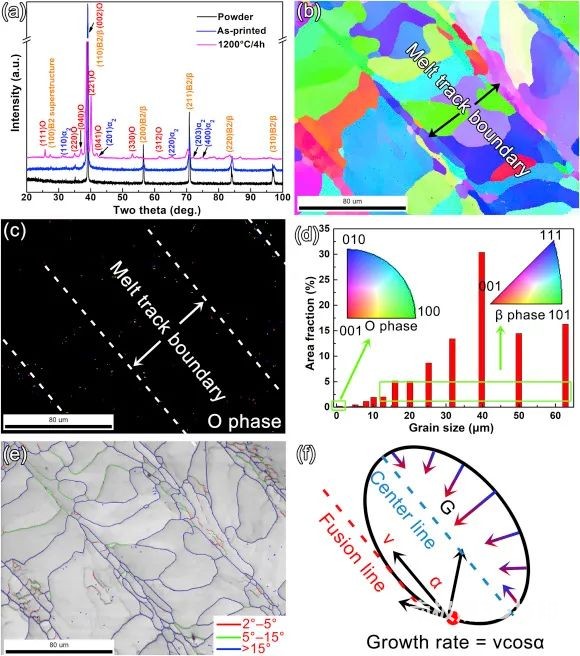
��ֱ�����������ӡˢ̬��Ʒ������ɺͽᾧ��Ϣ����a����ʾ��ĩ��ӡˢ̬��Ʒ���ȴ�����Ʒ����ɵ�XRDͼ����b����ʾ�����ֲ���ȡ���ӡˢ̬Ti�C22Al�C25Nb�ķ���ͼ��IPF��ͼ����c������O��ֲ�����d�������ȷֲ��Ͳ�ͼ��ʾO��ͦ���ķ���ͼ��IPF������e������LAGBs��high AGBs��HAGBs����EBSDͼ��������IQ��ͼ����f�����۳ر߽���������ʱ仯��
3.���
3.1. Ti-5Fe�Ͻ��ԭλ�Ͻ�
Ϊ���ҵ�Ti-5Fe�Ͻ�����SLM�������Ը��ֲ��������˲��ԡ�ͼ2��ʾ������ܶ����ݣ���ȡ���ڼ���ʺ�ɨ���ٶȡ�����������ڼ����Ϊ160w��ɨ���ٶ�Ϊ400mm/sʱ������ܶȴﵽ���ֵ99.56%����Ӧ����������ܶ�Ϊ83.33J/mm3��
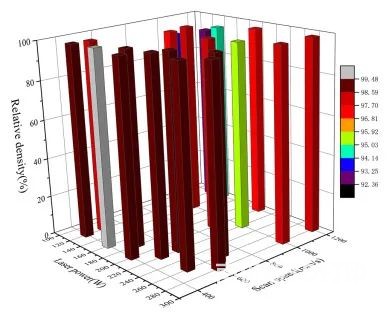
ͼ2 ��ӡTi-5Fe�Ͻ������ܶȽ���뼤��ʺ�ɨ���ٶ��йء�
ͼ3��a����ʾ��ӡˢ̬Ti-5Fe�Ͻ��OMͼ��ȷ�������õ��ܶȣ��۽ṹ�н��۲쵽������϶��ͼ3��b������ӡˢ̬������Ҫ�ɦ�/��'-Ti����ɡ���XRD������Ҳ���Թ۲쵽��-Ti�࣬������������ܵ�Ԥ�ڵ����ơ�����ӡˢ��Ti�γɶԱȣ�ӡˢ��Ti���ɼ���/��'-Ti�࣬��ͼ3��b����ͼ3��c����ʾ�˻�ѧʴ�̵ı��棬���������������������켣�ֲ�������ʾ����״��̬��
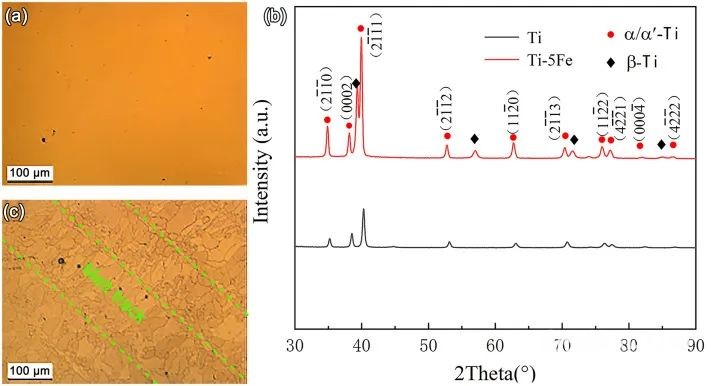
ͼ3��a��ӡˢ̬Ti-5Fe�Ͻ��OMͼ��b��ӡˢ̬Ti-5Fe��Ti��XRD������Լ���c��ʴ��Ti-5Fe�Ͻ��OMͼ��
ͼ4��ʾ��ԭλ�Ͻ�Ti-5Fe��SEMӳ����������ͼ4��a����һ���ۺ�ͼ����ʾ��Ti����ɫ����Fe����ɫ��Ԫ�صľ��ȷֲ���ͼ4��b���ͣ�c���ֱ���ʾ��Ti��Fe�ĵ����������ϵͱ�SEM-BSEͼ�����Ӧ��EDXӳ���������Է������ķֲ��൱���ȡ�
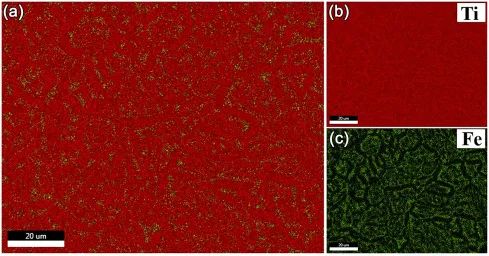
ͼ4 SEMͼ����ʾ�ˣ�a��Ti��Fe����Ͻ������b��TiԪ�غͣ�c��FeԪ�صķֲ���
Ϊ������SLMԭλ�Ͻ�����Ԫ�طֲ����ȵ�ԭ��ͼ5������ģ����������������ÿ����ĩ����ӡˢ�ڼ�ﵽ������¶�ԼΪ3500 K����ͼ5��a�������¶ȸ���Ti��=1940 K����Fe��=1811 K�����۵㣬�ӽ���������������Ԫ�صķ����¶ȣ�TiΪ3560 K��FeΪ3023 K�������ָ��¿��ܻ��γɳ����۳أ��۳�ǿ�ȴ�Ԫ�صľ��Ȼ�������Ҫ�������۳���Ӧ��������Ϊ���뼶(~0.2 ms)����ͼ5(b)��ʾ���������ذ�������Ԫ����ɢ��MarangoniЧӦ��ҲӦ��������Ԫ�صľ��ʻ���
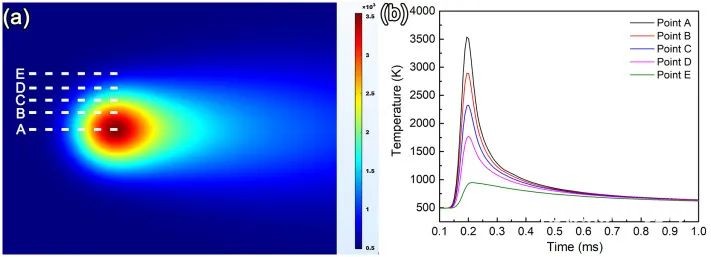
ͼ5 ��a��ԭλ�Ͻ�Ti-5Fe���¶ȳ��ֲ����Լ���b�����μ���ɨ���ڼ��ĩ����ͬ���ֵ�������
3.2. ԭλ�Ͻ�Ti-5Fe�Ļ�е���ܺͶϿ���ò
(���α༭��admin)
 ��Additive Manufacturing
��Additive Manufacturing 9��3D��ӡ���ϵ�����ǰ��
9��3D��ӡ���ϵ�����ǰ�� �����ﹹ����̻�3D��ӡ��
�����ﹹ����̻�3D��ӡ�� 3D��ӡ���ڲ��Ͽ���������
3D��ӡ���ڲ��Ͽ��������� �����������㶫ʡ��ѧԺ��
�����������㶫ʡ��ѧԺ�� Fortify�з�Flux
Fortify�з�Flux 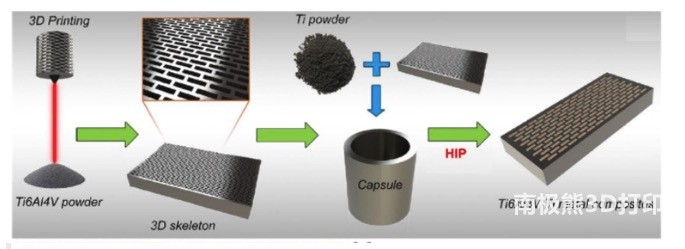 ���ڷ�����ά�˹�
���ڷ�����ά�˹� �������ɳ�����Pi
�������ɳ�����Pi�ȵ�����

