Advanced Materials Technologies�������ϵĶ���϶���ͷ����Ӧ3D��ӡ
ʱ�䣺2022-07-31 21:21 ��Դ�������ӡ���������� ���ߣ�admin �Ķ�����

���գ������ѧLewis, Jennifer A�Ŷ���Advanced Materials Technologies�ڿ�������Ϊ��Multimaterial Multinozzle Adaptive 3D Printing of Soft Materials�������£�������һ�ֶ���ϡ�����ͷ����Ӧ3D��ӡ��MMA-3DP������������������3D�����Ͽ��ٻ���ճ����īˮ��ͼ����
����������ӣ�https://dx.doi.org/10.1002/admt.202101710
ʵ����������
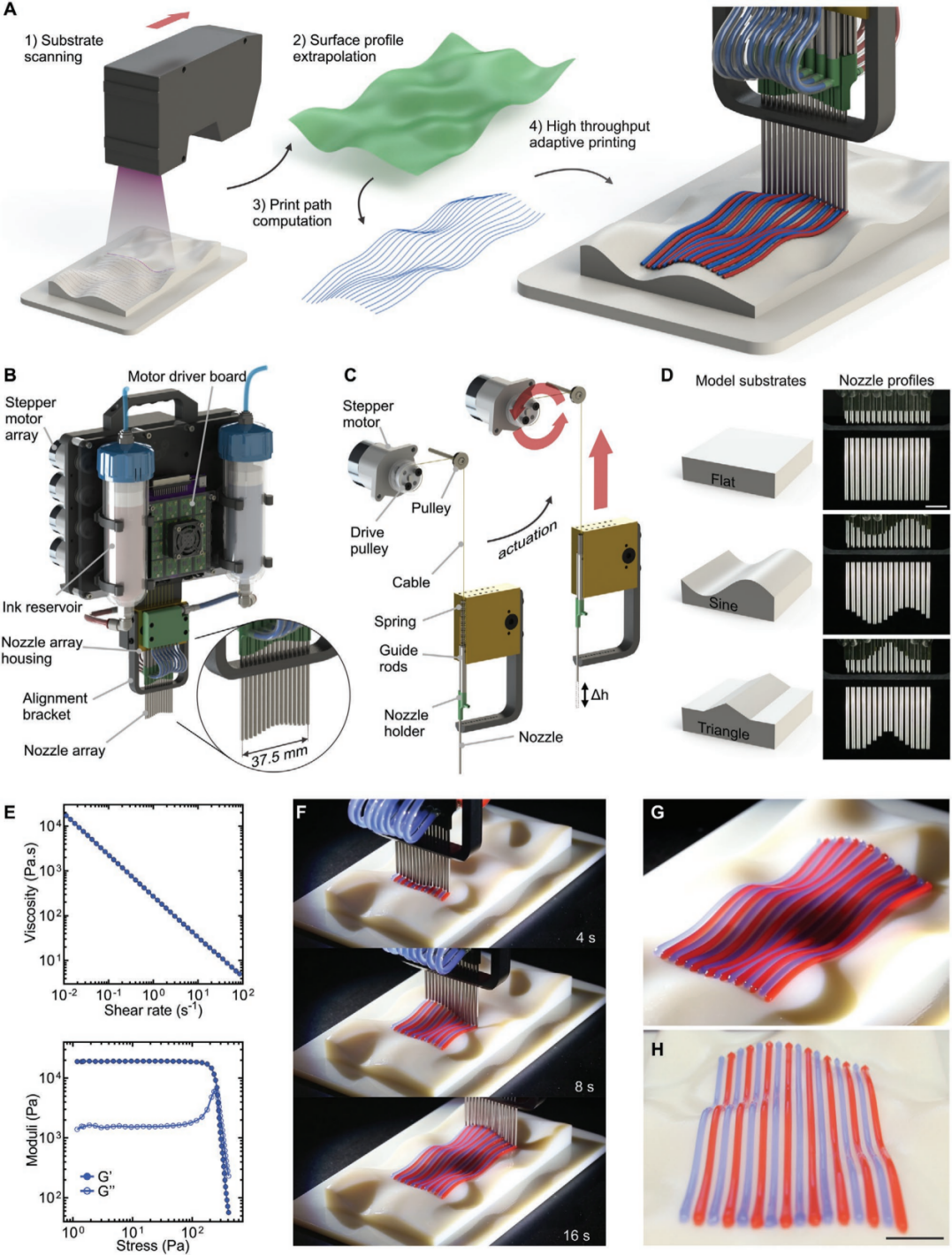
MMA-3DP���������ĸ����裨ͼ1A�������ȣ���������ɨ�����Ȥ��������y����ӡ�����϶��ڼ���ռ�800�����ݵ�����С��������������ɵĵ����ƶϻ�����ò��Ȼ��Ϊ��ӡͷ���е�ÿ����ͷ���㵥���Ĵ�ӡ·���������Щ�켣������������ӡͷ���������ڸ��ӵĻ�����ò�ϱ��ε�ͼ����ī˿������ͷ��ӡͷ����16����ͷ�����2.5mm�����Խ���ָ״��ʽ��λ��ͼ1B��ͼS1A��B����ÿ��˸���ͷ��īˮ����ͨ��3D��ӡ����ṩ����Щ������ӵ����Թ�����Ӧz�����ϵ���ͷλ�ƣ�ͼ1B��ͼS1C����ÿ���ɵ��ɼ��ص���ͷ�����ӵ����ֲ������������ת�˶�ת��Ϊ��ͷ��z���������λ�ƣ������Ϊ��h = 25mm��ͼ1C����������Ƶ������������м���ķ��ã�����������ǰ�ۼ���ݵ����ָ�ǡ�������ԣ�ͨ�����ƶ����Ӵ�ӡͷ�ƿ���ʵ����MMA��ӡͷ�ڶ����ͷ�Ľ��ղ��á����ֶ���ͷ���еĶ�̬��Э���˶�ʹMMA��ӡͷ�ܹ����÷��ϵײ������ò�ĸ������ã����ھ���ƽ�桢�������������μ�����״�������������ʾ��ͼ1D����ʹ�����ּ��������Ŷӽ���ˮ����Ƕ�ι�����������ɵ�ģ��ճ����īˮ����Ӧ�ش�ӡ���������������ò��3D��ӡ�����ϡ��۲쵽�ļ���ϡ����Ϊ����ؼ�������10�C50s-1�²����� 3�C5Pa��s�ı���ճ�ȴٽ����ڴ�ӡ�����е������������ 20kPa��ƽ̨����ģ������ͼ������ī˿���뿪ÿ����ͷʱ������Բ������״��ͼ1E����ʹ����������Ӧ�������й�ͬ��ӡ���ī˿������ÿ����ͷͨ����z�����϶����������ƶ����ǵĸ߶������ϻ�����ò����MMA��ӡͷ��y��������5mm��s-1���ٶ�ƽ�ƣ�ͼ1F�����Ӷ���֤�˽ϸߵ�ͼ������ȣ�ͼ1G��H����
 Ƭ
Ƭ
ͼ1
����϶���ͷ����Ӧ3D��ӡ��MMA-3DP��ƽ̨��A����������Ӧ3D��ӡ��4����������ʾ��ͼ��B������Ӧ����ͷϵͳ��CAD��ʾ��C����ͷ����װ�õ�CADͼ��D����ʾ�����ֻ���ģ�͵Ķ���������Ӧ�ԣ�ƽ�棨�ϣ������ң��У��������Σ��£���E��ģ����Ƕ�ι�����īˮ������ѧ����������ճ����������ʵĺ�����ϵ���ң��洢��G`ʵ��Բ������ģ�G``����Բ��ģ����Ϊ��Ӧ���ĺ�����F��ģ����Ƕ�ι�����īˮ��Ⱦ�ɺ�ɫ����ɫ���ھ���������ɵ��εĸ��ӻ��ױ����ϵı��δ�ӡ�Ĺ�ѧͼ��G��H����ī�㱣�δ�ӡ��Ļ���ѧͼ�������ߣ�10mm����
�����������Ŷ�ͨ���ı��ӡ��������ͷ�����������ͬ��ӡģʽ��ͼ������ȵ�Ӱ�졣���ȣ�ʹ�á� 275kPa�����ѹ�����MMA��ӡͷ�ھ���������ò�Ļ�����ƽ��ʱ��ÿ����ͷ������1.8mm�ĸ߶ȣ�������ɢ��ī˿��ͼ2A����Ȼ��ѹ������ͷ�߶ȷֱ���ߵ��� 300kPa��2.25mmʱ�����ڵ�ϸ˿����������λ���Ķ����γ�һ�������IJ㣨ͼ2B����ͬʱ��������ģ��īˮ��ճ���ԣ���������ӡ��㣨ͼ2C��D����16����ͷ�е�ÿһ�����ڴ�ӡ�����Ͼ�����ͬ���ٶȷ�����������ò�ı仯�ᵼ����������ͷ�����ϵ���ͷ����ٶȲ����ȣ�����û�е����������Ƶ�����»ᵼ�³�����ϸ˿�������ı仯��ͬ��������б�ı����ϳ���ʱ������x������ÿ����ͷ֮��Ĺ̶���࣬�������ͬ��˿��ࡣΪ��������Щƫ�ī˿�������ֻ�������ģʽ������������������������ͷ����������㶨�߶���ǰ����ͬʱ��ˮƽ���γɹ����Ǧգ��Լ����֡���������ģʽ�����Ϻ����£���������ͷˮƽ���벢��ƽ�����ϻ������ƶ����������ˮƽ�ο�ƽ���γɸ����Ǧȣ�ͼ2E�������Ŷӹ۲쵽�����������£�ͼ2F-H����һ��������a��˿�����d����ڼ��κ������غ㿼�ǵ�����Ԥ��dz�һ�£��������£�
a=cos(��) (1)
d =d0/cos(��) (2)
����Ԥ�ڵ��������ڴ�����ģʽ�£�ϸ˿�ĺ���������ء��ڴ�����ģʽ�£�����ڦȵ�ϸ˿���Ҳ����ˡ�����z��������ͷλ�Ƶĸ߾��ȣ�˿���ͺ�������ʵ��ֵ������Ԥ��ı仯����Ҫ�����ڵ�����ͷ����������϶�Լ��ܵ������ϵͳ������������С���졣���ں�������ϸ��������¸���ģʽ��������ֵ��ģ�͵�ƽ������ֱ�С��5.2%��7.7%��7.2%��ͬ����ϸ˿����ƽ������ֱ���1%��1.2%��1.3%�����ݵ�ʽ��1��2����17.75��IJ���Ǻ�18.20��ĸ����ǽ�����d��a�ֱ�仯5%�����Եأ�����ӡˢģʽ������ϸ˿����������б�����������Ǧձ�����ͬ��ͼ2Hii�������ϸ���ģʽʹϸ˿��״������Բ��䣬����ֱ����С�ˣ�ͼ2Hiii���������¸���ģʽ�����ڵ�����ͷ��ϸ˿�Ķ�������������һ�����ӣ��Ի�ýϴ�Ħ�ֵ��ͼ2Hiv����Ϊ�˾����ڽϴ�ĸ�����ֵ��ϸ˿�䱡�����⣬���Ŷ�MMA��ӡͷ��δ��������������īˮ��������ĵ������ơ����⣬��ͷ����������īϵͳ����С�ͻ��������ͼ���ֱ��ʡ�

ͼ2
����϶���ͷ��������Ӧ3D��ӡ��MMA-3DP���IJ�ͬīˮ�����ʹ�ӡģʽ��A,B��ͨ���ھ������ұ仯��ò�Ļ����϶���Ƕ�ι�������ī��Ⱦ����ɫ�ͺ�ɫ����������Ӧ3D��ӡ�۲쵽��ͼ����������ī����ģʽ����Ӧ��ѧͼ��Ե��ͼ����ʾ��ͼ��C��D����B������ͼ��ʾ��10������Ĺ�ѧͼ����ͼ����E��ʹ�õ����ִ�ӡģʽ��ʾ��ͼ��F��ӡˢ��īϸ˿�Ĺ�һ��������a��Ϊ������б�ǵĺ�����G��˿�����d��Ϊ������б�ǵĺ�����H��ʹ�ò�ͬ��ӡģʽ������ϸ˿�ԵĴ����Ժ������������������Ƭ����ȡ�����������ߣ�BΪ10mm��HΪ1mm����
Ϊ�˼���ֹͣ���������ܣ����Ŷӽ��������е�ŷ���8ͨ������ܼ��ɵ����ǵĶ���ͷ��ӡͷ�У��Էֱ����16������īˮ�����еļ�ѹ������Ӧ��ͼ3A����Ŀ�����ػ�����Զ�����ͼ�����ʽ���룬����ɢΪ���2.5mm�����ָ��ӡģʽ��Ϊ1.25mm���������У�ͼ3B����Ϊ����ߴ�ӡ����ȣ���Ҫ����У��ÿ����ͷ�Ĺ켣����Э��īˮ������ʱ�䣬�Ա��ڴ�ӡ������ϸ˿֮ǰ�����d����ÿ����ͷ�ڿ�ʼ����ƽ��֮ǰ��ͣ�ڱ����Ϸ��ġ���ȫ�������h������ͼ3C����У������C��ģʽ������h�ͦ�d��ֵ��Χ�ֱ���3��5�����Լ�1��3����֮�䣬����ȡ������ī�������Ժ�ӡˢ����������ͷ�ߴ硢ӡˢ�ٶȺ�ʹ�õ�ѹ�����ڽ���ͷ����ƽ��֮ǰ�����Ŷӻ���ÿ����ӡ��ϸ˿ĩ��ʵ������ͷ�߶ȵ����½�����ȷ����ȷ��ϸ˿��ֹ����֮������ͷ�켣����Щ�ĵ��¸��ߵ�ͼ������ȣ�ͼ3D����C��ģʽ����Ϊ��չʾ�������ƣ���/�أ�����MMA��ӡͷ��ÿ����ͷ��īˮ��������������������ĸ��H���IJ�����ŵĶ�����ͼ������16��ϸ˿��������ӡ·�����Ӷ��γ�һ����ӡ����120��140mm2��ͼ3E��F�����÷���ʹ������ģ����Ƕ�ι�����īˮ��ͼ3G����2mm��s-1�Ĵ�ӡ�ٶȺ�386.1kPa��ѹ����ӡ���Ӷ������һ�������ʵ���֣�ͼ3H����Ȼ�����ǽ���ģ��īˮ��ƽ̹������ڰ����ش�ӡ·�����õ��ϰ���Ļ����ϣ��Ա������������ʹ�ڻ��������ڲ������Ե������Ҳ�ܹ���ʵ�س���īˮϸ˿��ͼ3I��J����

ͼ3
���п�/��īˮ���Ķ���϶���ͷ����Ӧ3D��ӡ��MMA-3DP)��A������16����ŷ��ļ������еĶ���ͷ��ӡͷ��ʵ��װ�ã����ڿ��ƣ���/�أ���ʱīˮ���䡣B���ܹ�������ͼ��ͼ���������и������˽ṹ�Ļ����ϵĿ��ͼʾ��C��ʾ��ͼ������MMA-3DP������ߴ�ӡ���������Ӵ�ӡ����ȵIJ��ԡ�D����û�й켣У������У����NC������������У������C�����ײ���������£�Pluronic
F-127īˮ�Ĵ�ӡ������֮��ıȽϡ�E������ͼ����Ϊģ��ģ����˵����Ĥ��ǿ��MMA-3DP��F��������汣��ͼ����ͼ����ɢ���ʹ�ӡ·����ȡ��G��H����ʾPluronic
F-127īˮ�Ը���Ȥ��ͼ����ʽ����������ģ�ͻ�������ϵĹ��̵���Ƭ����E��ʾ����I,J����Ƭչʾ��ʹ�÷�������MMA-3DP���ϵĹ��̡��������ߣ�DΪ10mm��HΪ20mm��JΪ10mm����
�ܽ���չ��
���ϣ����Ŷӿ�����һ�ֶ���϶���ͷ����Ӧ3D��ӡƽ̨�����ڽ�ճ����īˮ����ͼ����������3D�����ϡ���ƽ̨Ϊ���ƶ�ά����ά�����ϵ���ɺͽṹ��������;������δ���ľ���ʵʩ�����У����Ŷ������������ں˿Ǵ�ӡ��������ϵ���ͷ��ƣ��Խ�һ�������Щ��������ṹ�ĸ����ԡ�
�����
Uzel, SGM (Uzel, Sebastien G. M.); Weeks, RD (Weeks, Robert D.); Eriksson, M (Eriksson, Michael); Kokkinis, D (Kokkinis, Dimitri); Lewis, JA (Lewis, Jennifer A.). 2022. �� 3D printingadaptive printheadsconformaldirect ink writingsoft materials. �� Advanced Materials Technologies.
(���α༭��admin)

 3D��ӡ�����մɲ��ϣ�δ��
3D��ӡ�����մɲ��ϣ�δ�� Nature reviews materials
Nature reviews materials CRP������˾����Windform
CRP������˾����Windform ���ô�һ��ѧ���з������
���ô�һ��ѧ���з������ ���ζ���ѧ�����������︴
���ζ���ѧ�����������︴��������
- ��3D��ӡ�����մɲ��ϣ�δ������
- ��Advanced Materials Technologies����
- ��Nature reviews materials|����ԭλ��
- ��CRP������˾����Windform���ϣ�����3D
- �����ô�һ��ѧ���з�����ߵ���������
- �����ζ���ѧ�����������︴�ϲ��ϣ�Ϊ3D
- ��3D Systems EMS���з�DuraForm PAx Nat
- ������ֲ�������ϺIJģ�ӵ�и�PETһ����
- ��UCLA֣С����ڣ�3D��ӡ�����˳����ϣ�
- �����Small�����䶳3D��ӡ�Ʊ�����ȡ
 UCLA֣С����ڣ�
UCLA֣С����ڣ� ������о����з�
������о����з� Nature����ZrO2-S
Nature����ZrO2-S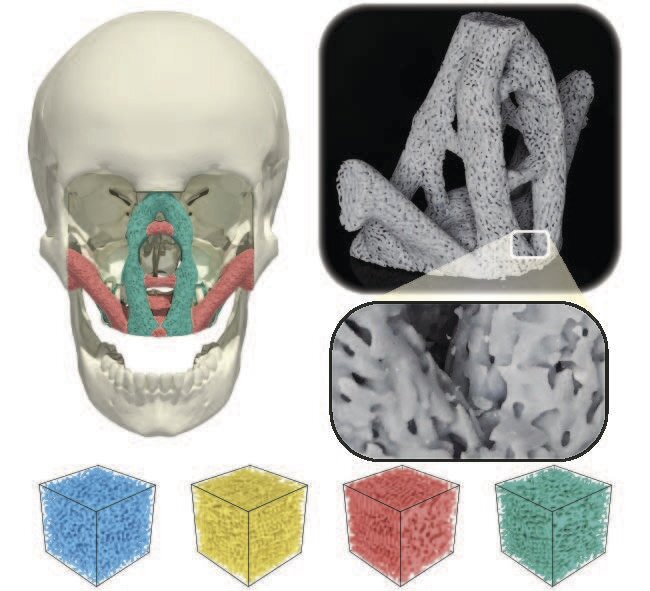 ���Դ�ڹ�������
���Դ�ڹ������� ʹ��Ԫ�ط�ĩ�ͼ�
ʹ��Ԫ�ط�ĩ�ͼ� �����ﹹ����̻�
�����ﹹ����̻��ȵ�����


