
3D打印尼龙材料时,这两点还是应该考虑的!
时间:2016-08-30 10:13 来源:弘瑞3D打印 作者:中国3D打印网 阅读:次

3D打印尼龙,要想达到非常好的成型效果,还是不那么容易的。主要因为以下两点:
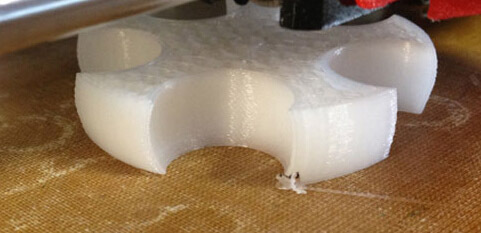
首先,从材料本身来讲,尼龙材料非常容易潮湿,这意味着它很容易从空气中吸水。尼龙可以在不超过24小时的时间内,吸收超过自身重量百分之十的水分。尼龙材料要想3D打印成功,必须要保证材料是干燥的。当你使用不是很干的尼龙材料3D打印时,打印过程中,材料中的水就会爆炸产生气泡,这样会影响层与层之间的粘贴性,并且大大地削弱部件的成型效果,损坏模型表面。
其次,尼龙在打印的过程,对温度的要求高,极易发生翘边。
3D打印尼龙材料时, 我们推荐您对打印机进行如下设置:
-
挤出头温度:240°C - 260°C
-
热床温度:70-80°C (涂胶水的前提下)
-
打印速度: 30-60 mm/s
-
层高:0.2 mm - 0.4 mm
值得一提的是,弘瑞3D打印机,支持打印头温度为:[当前室温-260度],温度范围宽,有可调节温度的加热板,以及全封闭机身形成的保温仓,非常适合打印尼龙。
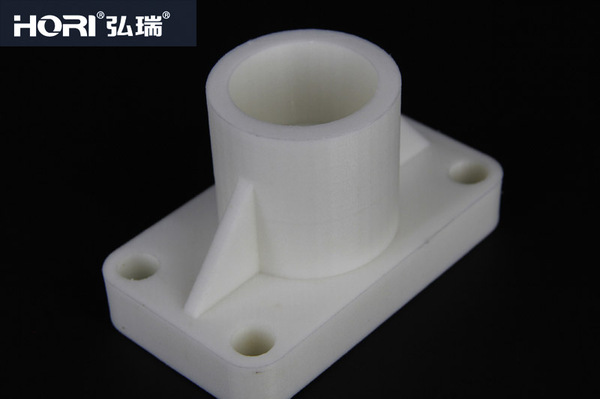
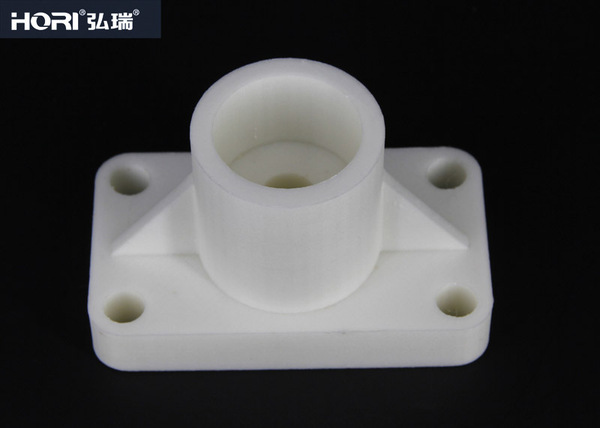
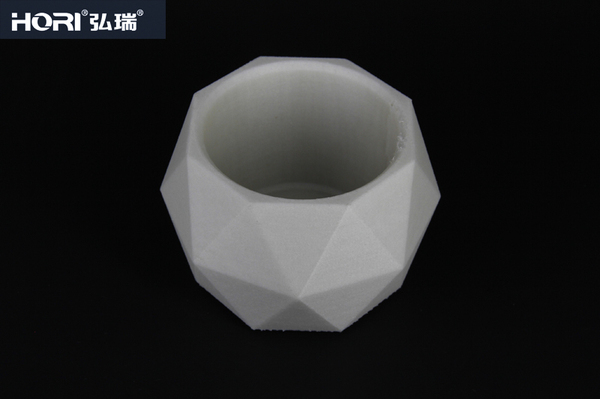
下图: 弘瑞3D打印尼龙材料,成型效果好,模型表面光滑。
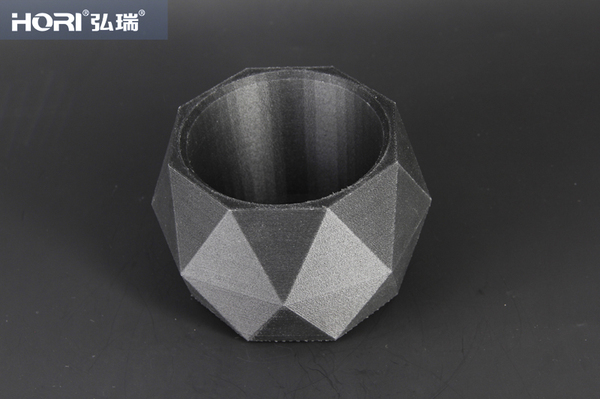
下图:弘瑞3D打印Polycomb材料。

更多资讯,欢迎关注微信公众号:Hori3D_Printer,弘瑞3D打印。
(责任编辑:admin)
相关内容
 什么是FDM耗材?现在就带
什么是FDM耗材?现在就带 讲解六种3D打印后处理方法
讲解六种3D打印后处理方法 浅析五种常用3D打印材料的
浅析五种常用3D打印材料的 通过这八种因素可挑选出适
通过这八种因素可挑选出适 3D打印机知识小科普
3D打印机知识小科普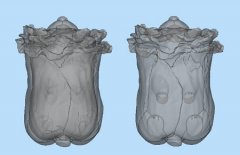 光固化打印的掏空需要注意
光固化打印的掏空需要注意最新内容
 使用FDM3D打印机3
使用FDM3D打印机3 3D打印模型出现虚
3D打印模型出现虚 FDM 3D打印机入门
FDM 3D打印机入门 理解和控制粉末床
理解和控制粉末床 深度、全面 解析
深度、全面 解析热点内容
