从粉体看3D打印
时间:2016-06-06 22:46 来源:南极熊 作者:中国3D打印网 阅读:次
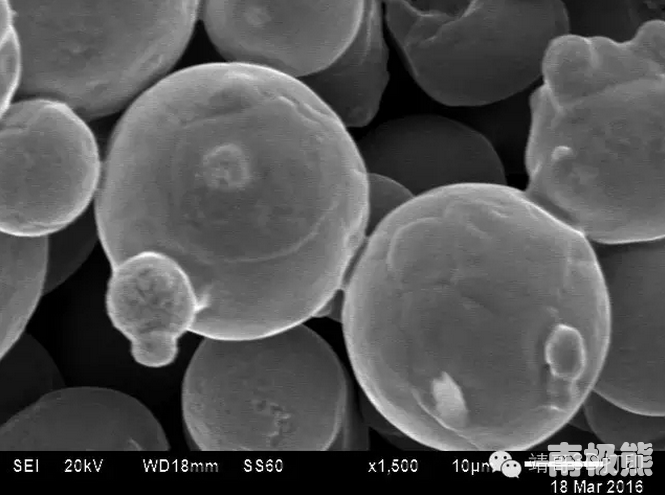
工业级别的3D打印设备主要使用的原材料为粉体,常用的成形方式为熔化/烧结,因而得到的产品往往具有更优异的机械性能和更加广泛的应用领域。
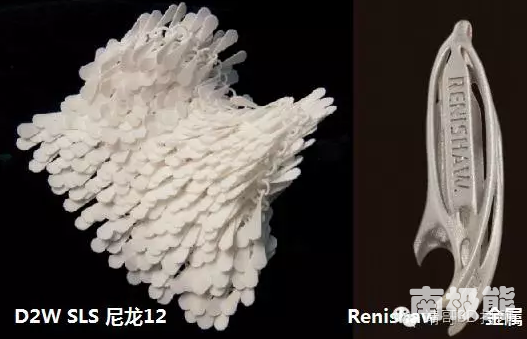
图1 尼龙粉体与金属粉体打印的样品(图片来源D2W,Renishaw)

图2 ARCAM 打印器件的航空应用
然而,对于粉体的描述所需参数之多,粉体使用过程中性质变化之快,使得粉体的标定非常困难。而成形过程中能量束与粉体作用机理,又进一步增加了粉体的复杂性。现代科学、工程对粉体的了解还不能满足3D打印批量开拓新材料的需求。新粉末的开发依然建立在大量的实验基础之上,因而新粉体开发的成本极高。
I 什么是粉体?
大英百科:粉体是一种细分状态的物质,如颗粒类的物质;
百度百科:粉体是由许许多多小颗粒物质的集合体。
维基百科:粉体是一种由大量细小颗粒构成的干的散体。
然而,采用这种不严格的方式定义的粉体依然在大众认知中存在一个大致的印象,比如面粉、砂子都大多时候会被认为是粉体,而鹅卵石堆很少被认作是粉体。

图3 粉体的样例
实际上,很多学者也对粉体不精确的定义提出质疑。比如什么范围的颗粒可以划分为粉体等。而在实际的生产和科研工作中,标定一种粉体所需要的参数如下:
成分:整体材料构成和材料粉体分布;
尺寸:粉末颗粒度的上限和下线;粉体尺寸的分布图。
形状:球形粉、非球形粉;具体的描述方式有投影面积、单方向最大尺寸等多种方式。
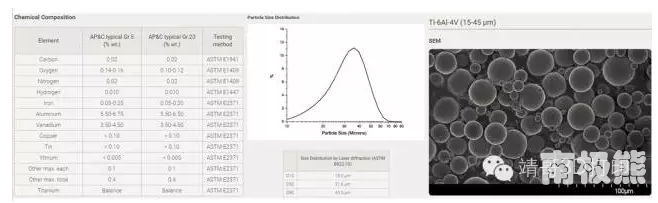
图4 标定粉体的部分参数(成分、尺寸、形状)
密度:松装密度、振实密度等。
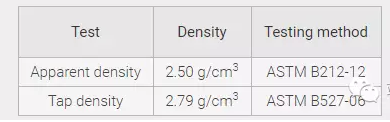
图5 粉体的密度参数(松装密度和振实密度)
流动性:安息角、流出速度、内部摩擦系数等莫尔应力圆等分析手段。
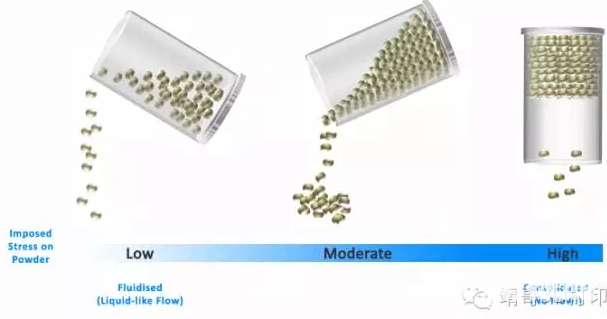
图6 不同松装密度的粉末流动性(图片来自Freeman Technology)
流动性又直接决定于粉末的粘聚力,后者包括范德华力、静电吸引、毛细作用力和机械摩擦力。
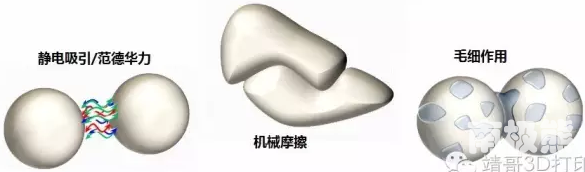
图7 粉末间作用力(图片来自:Freeman Technology)
图8 不同粉末形态及作用力(图片来自Freeman Technology)
由于粉体的这些独特性质,粉体甚至被一些学者建议定义为不同于固体、液体、气体、等离子体之外的第五种物态。液体、固体(晶体)中基本构成是相同结构的原子、分子、或者离子,因而相对应的科学发展比较健全,可以从一些基本原理出发,用公式对其行为进行描述。而粉体的基本单元是颗粒,每个颗粒的形状、大小、结构都唯一存在。
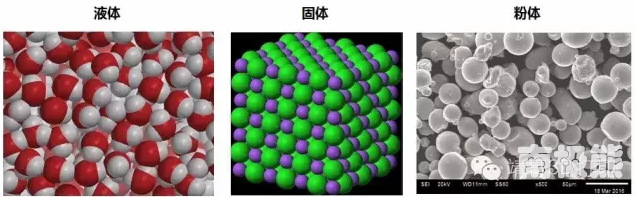
图9 液体、固体、粉体的基本构成
因而对粉体描述只能停留在统计概念上。即便可以比较准确的描述其热力学性质,但是依然无法精确地描述粉体的动力学性质。因为粉体的动力学性质除了与整个粉体中每个颗粒的具体构成相关,还与其局域分布、松装密度/孔隙率相关。而这些参数在运输、使用的过程中可能会实时的改变,因而测量的过程仅仅反应了测量那一时刻粉体的状态,颇有点量子态的感觉。
如此看来,3D打印成形参数的不变,已跟不上粉体的瞬变。
II 粉体对3D打印的影响
在3D打印成形的过程中,粉体影响成形质量主要在3个过程:
a. 铺粉过程。
b. 成形过程。
c. 回收过程。
1. 铺粉过程中可能会存在粉末铺设厚度不均匀及粉末颗粒度分布不均匀。
微细的粉末(如平均颗粒度小于15微米)或者粉末为形状不规则的颗粒,粉末间作用力会很大,粉末容易聚团,从而很难铺平。
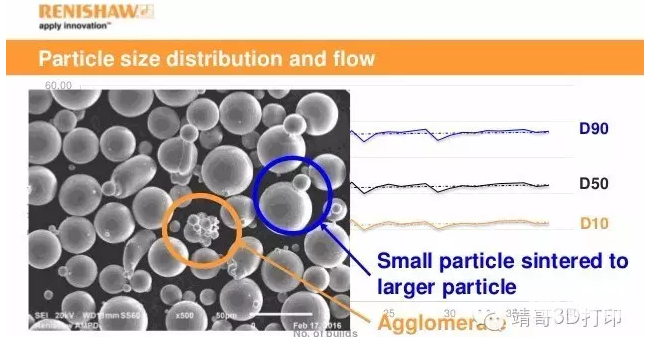
图10 细粉的团聚现象(图中橙色区域)
对于颗粒度在1微米左右的陶瓷粉末,通常的作用是将其制备为浆体来刮平,比如在Lithoz的设备中采用的就是这种方式。德国的EOS推出的3D微打印技术(3D Micro Print) 层厚约5微米,粉末颗粒小于5微米,可以显示出该公司对粉末铺设过程的控制能力(靖哥没有找到该技术是基于粉床工艺的直接资料,但EOS的技术路线为粉床技术)。

图11 3D Micro Print用户案例
不合适的层厚参数会导致铺粉刷将大颗粒的粉末刷走,留下颗粒度较小的粉末。铺粉的过程中粉末由分布在成形平台两端的粉箱供给,采用铺粉刷/刮等从成形平台的一端刮到另外一端,可以预期粉末在铺设的过程中颗粒度会有一定的不同。靖哥也没有找到在这方面比较透彻的研究,有几篇文章提及到可能的影响。
2. 成形过程中复杂的理化作用
激光/电子束熔融粉末成形
激光束/电子束与粉末的作用机理非常复杂,研究的方向包括能量吸收/反射率,熔池内液体紊流,熔池的移动和扩散,合金低熔点成分蒸发,气泡内嵌于成形材料以及各种缺陷的生成,学术界和工业领域对这些现象都有一定的研究。
这里不一一阐述各个研究方向,只就最近美国LawrenceLivemore国家实验室发表的研究熔池附近粉末缺失做些讨论。激光束扫描过程中熔池附近粉末会因为各种原因缺失,并导致层厚不一致,进而产生零件缺陷。该文章主要的研究成果可以总结如下:
a. 在激光与粉末作用周期之初,激光光斑内的粉末已经熔化,更多的时间激光与熔池作用;
b. 在保护气体接近大气压情况下,迅速汽化的金属熔池高速(~在200m/s量级)沿着光束方向上升;根据伯努利效应,熔池附近的气压降低,从而周边保护气体会流向熔池中心,并携带周边的粉末进入熔池(如图12所示);在保护气体气压很低,接近真空的环境下,作者猜测汽化的金属蒸汽会向外膨胀,并将熔池附近的粉末推离熔池中心。以上两种原因都会造成熔池周围粉末的缺失。
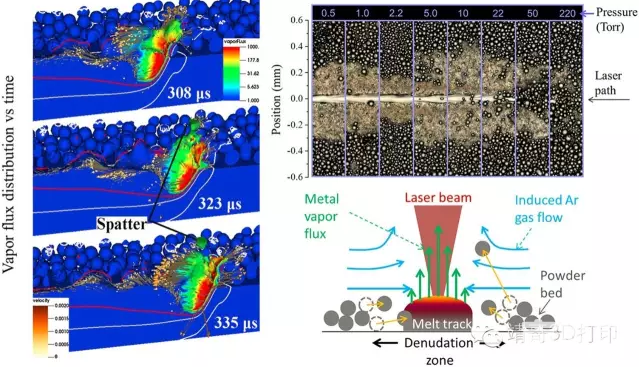
图12 粉体与激光束作用(图片来自Lawrence Livemore国家实验室)
在这一研究中采用了一种钛合金粉末和一种316L粉末,粉末的形状、大小、表面光滑度会影响到粉末的流动性,从而改变熔池附近粉末缺失这一现象。这一研究从原理上具有一定的代表性,然而对于具体的应用需要对于各种型号的粉末进行标定。
靖哥在对于电子束选区熔融成形的实验中,也曾观察到电子束导致扫描路径上粉末飞散的情况。
解决方案
对于该问题,EBM的解决方案就是预烧结,快速扫描使粉末产生一定程度烧结,从而降低粉末的流动性。
图13 EBM预烧结过程(Arcam)
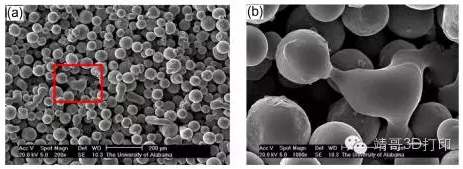
图14 EBM预烧结粉末形态(8)
粘结剂喷射烧结原理
在Exone等公司用的粘结剂喷射辅之后续烧结工艺中,粘结剂对粉末的浸润性至关重要。而浸润性与粉末成分、粉末形状等具有非常大的相关性。
靖哥在实验中发现,两个批次的粉体中某元素的净比重发生大约0.3%的变化时,粘结剂对粉末的浸润性却发生了很大的改变。从而产生成形质量极大的差别,甚至在不改变成形参数的情况下,会导致成形失败。
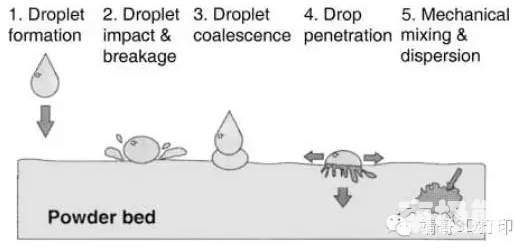
图15 粘结剂在粉床的渗透过程(1)
3. 粉末回收
由于所用的粉体价格普遍高昂(TC4约$250/kg),基于粉床的成形工艺在取出成形零件后,还有大量的粉末需要回收使用。而回收的粉末的形状、尺寸分布、成分等会发生一定程度的改变,从而影响到铺粉过程和粉末成形过程。
英国3D打印公司Renishaw指出,回收的粉末虽然粉末颗粒度会发生较大的变化,然而回收的粉末并不会影响零件成形的质量,最起码在自家的设备上不存在这个问题。如果从独立的Lawrence Livemore国家实验室的分析推断,在粉体的颗粒度改变后,表面质量会发生相应的变化。Renishaw很可能是给自己设备做得一篇软文。
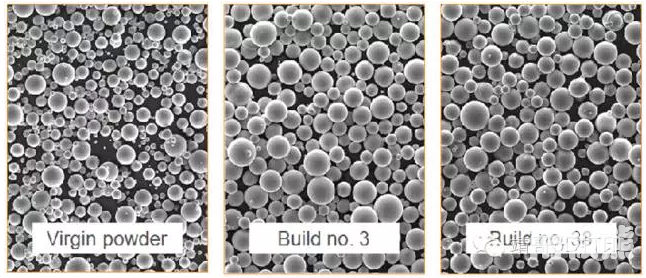
图16 粉末回收后粉体颗粒度对比:新粉,回收3次,回收38次(Renishaw)
III 安全要素
在与粉体打交道的过程中,安全要素一定不可以忽略。
粉末的易燃易爆性
当材料被制做成为细粉时,其表面积大幅度的增加,进而与空气中的氧分子有更亲密的接触。这种组合可是真正的“干柴烈火,一触即发”,往往只需要一个静电火花就可以夷平一个实验室了。
曾经实验室里几个好(wu)奇(zhi)的外国人讨论要购买超细钛合金粉末做实验。靖哥及时的打消了他们的念头。且不说超细钛粉在空气中被氧化的风险,就冲着那不断闪电火花的家用吸尘器也绝不能让他们得逞。不然都不一定有机会今天可以给大家分享这个故事。
粉末的可吸入性
细小的粉末颗粒还可能会进入呼吸系统,并沉积下来。靖哥一度唯恐被学校以盗窃公共财产罪所告上法庭,没准肺里就有几十克的重金属粉末呢。

IV 结论
在工业级别的3D打印工艺中,粉体是成形的基本材料,也是整个设备生命周期中巨大的一笔支出。对于粉体研究基础科学尚不够完善,对于成形工艺中能量束对粉体作用机理了解的不透彻都限制着更多材料的应用。因而即便是国际上最著名的EOS,Arcam等公司,可用的粉末数量都是20种左右。而一种具体型号的设备可以使用的粉体型号大多时候一只手就数的过来。
而对于可适用于3D打印设备粉末标准的不健全以及设备生产商对于原材料的管控也影响第三方粉末生产商进入3D打印领域。
即便今天3D工业打印(特别是金属)的零件已经应用在航空发动机上,然而这个领域依然有太多的挑战急需解决,使得这个工艺能够在更大程度上得到行业的接受。
3D打印工业领域的高速发展才刚刚开始......
(责任编辑:admin)

 创想三维精彩亮相美国RAPI
创想三维精彩亮相美国RAPI 2019年中国技能竞赛“创想
2019年中国技能竞赛“创想 如何撬动消费升级带来的千
如何撬动消费升级带来的千 数字经济×千亿产业,催生
数字经济×千亿产业,催生 中南大学“创想杯”3D打印
中南大学“创想杯”3D打印 创想三维走进浙江科技学院
创想三维走进浙江科技学院最新内容
 国际博物馆日,中
国际博物馆日,中 全球首例3D打印人
全球首例3D打印人 未来就是现在,工
未来就是现在,工热点内容


