�������-���ĺ�������ϼӹ�����(2)
�����ϼӹ�������ͻ���ŵ�֮һ�������Ѻ����IJ�ͬ���ϡ�����ѡ�õļ����������켸�β������Ѻ��ıں��0.1 mm��5 mm�������ɸ��ӵ�3D�����ͼ�����״�����ڼ���Ѻ���ϳ���ӹ��ɷ������л��ͽ�����У�ʹ���ܹ�������Ѻ����ι����м䣬��ϳ�����ڳ������������IJ��֡����Ͱ�����һ����״������ѹ���壬���д��ֲ��ķ�������ϳ����Բ��ƽ�����ף�����������12����ͷ���躸�ӡ�ϳ������ȣ����ȿڵĴ��ڵ����ķ�������ɷ����ϵĿ����Լӹ�����ͼ7��ʾ�����մ�ͳ������������һ�������Լ����������һ̨�豸�ϼӹ���ϵ���������ǻ�ϼӹ�ȴ�������ִ�������漣��
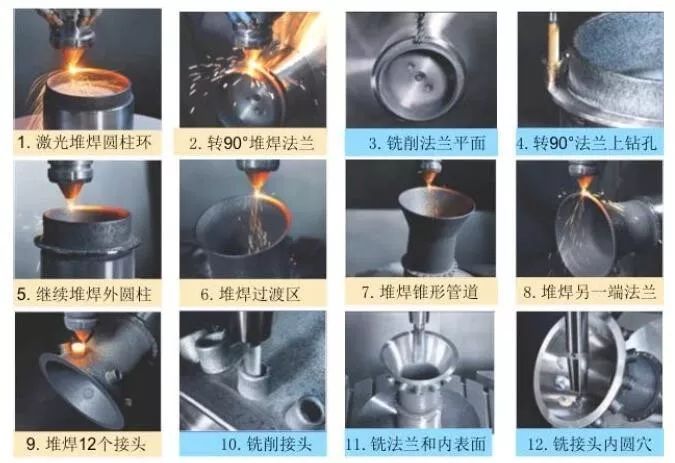
ͼ7: ������ѹ�����12����ϼӹ�����
һ����˵����Դ�պ��칤ҵ�õ����ػ������dz�������ˣ���ͬһ̨�������дּӹ����Ѻ��;��ӹ��������ͻ���ľ������档���⣬��Դ��ʯ��ҵ�����ͨ����Ҫ��Ϳ��ʴ�Ͻ𣬱���ĥ�𡣶Ѻ������ܱ�������Ӧ���ڶ��ӻ����еIJ�Ʒ������ܽ�ͷ������������ṹ����
LASERTEC 65 3D�����������������ϼ���Ѻ�������ϳ��������ʵ����ߵı��������������ȡ����ĩ����ļ���Ѻ��ȷ۴���ʽ�����������ٶȿ�10����������ĩ�������ʸߴ�80%���ɼӹ�����3D���������ֱ����500 mm������Ҫ�κ�֧�Ź��죬�������γ�����������ֱ�Ӽӹ���Ʒ�������ӹ����IJ�λ��
������ɭ������˾������Ƴ�Lasertec 4300 3D��ϼӹ���������ͬ�����������켼����ϳ��/�������ɣ��ɼӹ���660mm�ͳ�1,500mm�Ĺ�������һ��Ϊ��Ʒ���ʦ�����µĴ��¿ռ䡣
3.2 3D��ӡ�Ѻ�ͷ
����������켼����Hybrid Manufacturing Technologies����˾�Ƴ��ṹ���յ�3D��ӡ�Ѻ�ͷ��������ϳ������ͬ�Ľӿڣ��ɰ�װ�ڼӹ����ĵ����У���һ�����н�������ͼ8��ʾ��

ͼ8: ����������켼���ĶѺ�3D��ӡͷ
����е�ֽ��Ѻ�ͷ������������Ӽ����Դ�����ۺ����ܵ��Ľӿ����漴������Ӧλ�ã��嵽�Ѻ�ͷ�ϣ���ͨ���ֹ�Ӧ�����ɿ�ʼ�������������֡����ܲ������ĶѺ�ͷʹ�÷��㣬���ܸ������������̵Ļ�ӭ�����磬�ձ������˵�Integrex i400 AM �������쳵ϳ�ӹ����ľͲ������ֶѺ�ͷ���������ͼ9��ʾ��
4 Fabrisonic�ij�����������
����Fabrisonic��˾��һ�����ڲ�ͬ�Ĺ�ҵ����ά��ӡ�������̡��ù�˾ʹ�ð����������о�����ר��������һ�ֽ����������������ؼӹ���������ļ�������Ϊ�����������죨Ultrasonic Additive Manufacturing�CUAM������������������LSA��FDM��SLS���������죨3D��ӡ�����ղ�ͬ�����Dz���Һ̬��֬�̻���˿������Ϳ�����ĩ�սᣬ�����ó�����ȥ���ڴ�״������Ƭ��һ�������������Ӷ�ʵ�ֻ��ڵ������죨Layer Manufacturing��ԭ������ά��ӡ����������������ֲ�ʵ��ı���ѡ�����иLOM����Щ���ƣ��������ǽ�ֽ�ü��������и��һ���ճ�ӳ����������ʹ��Ƶ�ʸߴ�20,000Hz�ij�����ʩ���ڽ���Ƭ�ϣ�������������������ʹ�����躸�ӵı���Ħ�������ɷ��Ӳ����ۺϣ�Ȼ����ͬ����ԭ����������غ��ӽ���Ƭ����ͬʱͨ����е�ӹ���ʵ�־�ϸ����ά��״���Ӷ��γɼ�ʵ�Ľ������塣����Fabrisonic�ķ�������ͬʱ����ӡ�����ֽ������ϣ�������ͭ������ֺ��ѺϽ����ڳ������ӵĹ����¶Ⱥܵͣ������������Ҫ�Ľ���仯���ù����ܹ�ʹ�óɾ�������ͭ�ʽ�����Ƭ������и߶ȸ����ڲ�ͨ���Ľ���������
�����������ά��ӡ������Ч�ʽϵͣ�С��100cm3���ҹ����ռ����ޡ�Fabrisonic��˾��SonicLayerϵ�г���������������Ĵ�ӡЧ���ܴﵽ250cm3~500cm3���乤��̨���Ϊ1000mm��600mm��������ۺ����ռ���ͼ9��ʾ��
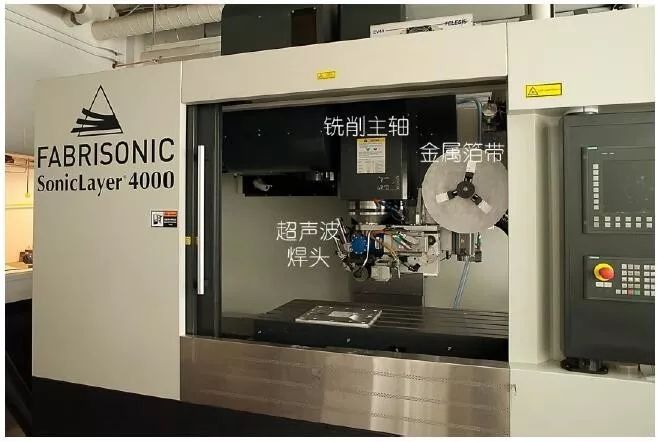
ͼ9: �������������������ۺ����ռ�
��ͼ�пɼ���SonicLayer 4000����������������Ľṹ��Ϊ�����֣��м�������ϳ���ӹ������ᣬ����Ϊ19kW��ת��Ϊ 8000 r/min���Ҳ�Ϊ9kW�ij����������캸ͷ��������1,200 kg���������ٶ�Ϊ5,000mm/min����������������������
�ɴ˿ɼ������ֳ������������豸����3�����ػ����Ļ��������������ģ����ӹ��̿������κ�ʱ��ֹͣ��Ȼ�����û�е�ӹ������ڲ�����άͨ����Ȼ�������������콫���ܷ�������
���ڵ����豸����������������ȹ�������������Ϊ��ƵĹؼ����֡������Ƚ�����װ�ù�ȥ�ǽ������ػ����ӹ����ɵģ������ӹ��ڴ������ӵ�ͨ���Լ�����ʽ�Ľ�������ڲ�·��������ʮ�����ޡ���������ͨ���������������������ӵ�и����ڲ�ͨ·�Ľ���������ʹ��߱����õ��ȴ����ԡ���Ϊ�����������칤���ǹ�̬�ģ��¶ȵ���250�棬û�дﵽ�����ۻ��¶ȡ������������칤�տ������������ߡ�����������ν�ġ����ܲ��ϡ����紫���������ӵ�·���¶�������ȫǶ����ʵ�Ľ����ṹ�������ᵼ���κ����Ӷ�Ϊ������������ƴ����µĿ����ԣ���ͼ10��ʾ��
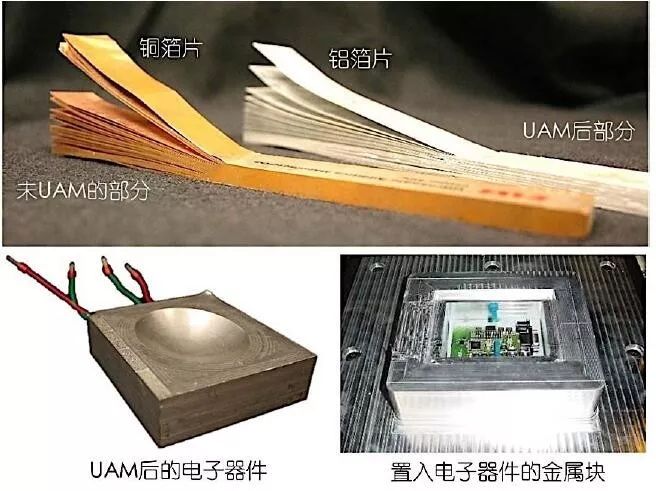
ͼ10: ������������ĵ���Ӧ��
5 ����
���������봫ͳ�����ӹ��ļ�����һ�𣬽�������ഫͳ�ӹ�����������3D��ӡ�����⣬Ϊ��Ʒ���ʦ�������˵��µĴ��¿ռ䣬��Ϊ���������һ֧�µ���������
�����
[1] ����.��ϼӹ���ս��ͳ[J].�ִ������ִ������ӹ�,2015,12:9-11.
[2]B Lauwers, F Klocke, A Klink, et al. Hybrid processes in manufacturing[J]. CIRP Annals �C Manufacturing Technology, 2014, 63(2):561�C583.
[3] A Richter.Hybrid machining expands a part designer��s pallet[J/OL]. Cutting tool engineering, 2015, www.ctemag.com/aa_pages/2015/150109-hybrid.html[2015-11-08].
[4]DMGMORI.Additive Manufacturing in Milling quality[OB/OL].http://cn.dmgmori.com/��Ʒ/lasertec/lasertec-additivemanufacturing[2015-11-08].
[5]Matsuura. Unique one process solution: laser sintering and milling[OB/OL].http://www.matsuura.co.jp/english/contents/products/lumex.html[2015-11-08].
[6]Fabsonic.3D metal printing technology without the compromise [OB/OL].http://fabrisonic.com/ultrasonic-additive-manufacturing-overview/[2015-11-08].
[7]Hybrid ManufacturingTechnologies.The AMBIT™ multi-task system-As easy as tool change[OB/OL]. http://www.hybridmanutech.com/technology.html[2015-11-08].
(���α༭��admin)

 δ����3D��ӡ��Ϊ��Ӧ����
δ����3D��ӡ��Ϊ��Ӧ���� ѡ�������ۻ�SLM�����д�
ѡ�������ۻ�SLM�����д� 3D��ӡ�ȳ��ѹ����²�����
3D��ӡ�ȳ��ѹ����²����� �ɻ���3D��ӡ��һ��������
�ɻ���3D��ӡ��һ�������� 3D��ӡ��Ϊ�����ڻ�������
3D��ӡ��Ϊ�����ڻ������� 3D��ӡΪ��Ӧ���������벻
3D��ӡΪ��Ӧ���������벻- ��δ����3D��ӡ��Ϊ��Ӧ��������Щ�ı䣿
- ��ѡ�������ۻ�SLM�����д�ӡǻ�������
- ��3D��ӡ�ȳ��ѹ����²�����η�չ��
- ���ɻ���3D��ӡ��һ�����������з�������
- ��3D��ӡ��Ϊ�����ڻ��������ϰ�������Ҫ
- ��3D��ӡΪ��Ӧ���������벻���ĸı�
- ������3D��ӡ���ͼ����������з��еĶԱ�
- ��ȫ�Զ�������3D��ӡ����������������2
- ����������Ӧ����ѡ���Լ����ۻ�����
- ��3D��ӡ������ҩ���Ƽ��е�Ӧ�ú���ս
 ����3D��ӡ���ͼ�
����3D��ӡ���ͼ�

