金属3D打印技术及其专用粉末的研究进展(6)
时间:2017-02-11 22:19 来源:南极熊 作者:中国3D打印网 阅读:次
4 金属粉末
在“2013年世界 3D 打印技术产业大会”上,世界 3D 打印行业的权威专家对3D打印金属粉末给予明确定义,即指尺寸小于 1mm 的金属颗粒群。 包括单一金属粉末、合金粉末以及具有金属性质的某些难熔化合物粉末。目前,3D 打印金属粉末材料包括钴铬合金、不锈钢、工业钢、青铜合金、钛合金和镍铝合金等。但是3D打印金属粉末除需具备良好的可塑性外,还必须满足粉末粒径细小、粒度分布较窄、球形度高、流动性好和松装密度高等要求。
4.1 钛合金
钛合金具有耐高温、高耐腐蚀性、高强度、低密度以及生物相容性等优点,在航空航天、化工、核工业、运动器材及医疗器械等领域得到了广泛的应用。 传统锻造和铸造技术制备的钛合金件已被广泛地应用在高新技术领域,一架波音747飞机用钛量达到42.7t。但是传统锻造和铸造方法生产大型钛合金零件,由于产品成本高、工艺复杂、材料利用率低以及后续加工困难等不利因素,阻碍了其更为广泛的应用。而金属3D打印技术可以从根本上解决这些问题,因此该技术近年来成为一种直接制造钛合金零件的新型技术。 开发新型钛基合金是钛合金SLM应用研究的主要方向。由于钛以及钛合金的应变硬化指数低(近似为0.15),抗塑性剪切变形能力和耐磨性差,因而限制了其制件在高温和腐蚀磨损条件下的使用。
然而铼(Re)的熔点很高,一般用于超高温和强热震工作环境,如美国 Ultramet公司采用金属有机化学气相沉积法(MOCVD)制备 Re基复合喷管已经成功应用于航空发动机燃烧室,工作温度可达2200℃。因此,Re-TI合金的制备在航空航天、核能源和电子领域具有重大意义。Ni具有磁性和良好的可塑性,因此Ni-TI合金是常用的一种形状记忆合金。合金具有伪弹性、高弹性模量、阻尼特性、生物相容性和耐腐蚀性等性能。另外钛合金多孔结构人造骨的研究日益增多,日本京都大学通过3D打印技术给4位颈椎间盘突出患者制作出不同的人造骨并成功移植,该人造骨即为Ni-TI合金。
4.2 不锈钢
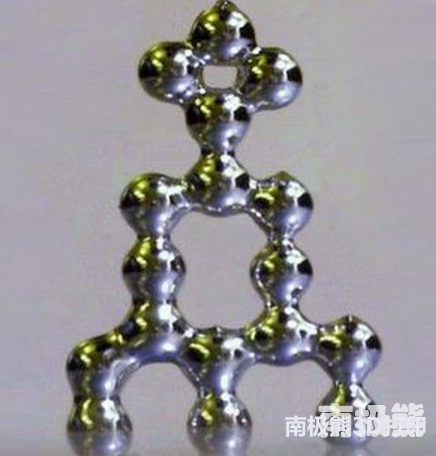
不锈钢具有耐化学腐蚀、耐高温和力学性能良好等特性,由于其粉末成型性好、制备工艺简单且成本低廉,是最早应用于3D金属打印的材料。如华中科技大学、南京航空航天大学、东北大学等院校在金属3D 打印方面研究比较深入。现研究主要集中在 降低孔隙率、增加强度以及对熔化过程的金属粉末球化机制等方面。 李瑞迪等采用不同的工艺参数,对304L不锈钢粉末进行了SLM成形试验,得出304L不锈钢致密度经验公式,并总结出晶粒生长机制。
潘琰峰分析和探讨了316L不锈钢成形过程中球化产生机理和影响球化的因素,认为在激光功率和粉末层厚一定时,适当增大扫描速度可减小球化现象,在扫描速度和粉末层厚固定时,随着激光功率的增大,球化现象加重。Ma等通过对1Cr18Ni9Ti不锈钢粉末进行激光熔化,发现粉末层厚从60μm 增加到150μm时,枝晶间距从0.5μm增加到1.5μm,最后稳定在2.0μm 左右,试样的硬度依赖于熔化区域各向异性的微结构和晶粒大小。姜炜采用一系列的不锈钢粉末,分别研究粉末特性和工艺参数对SLM成形质量的影响,结果表明,粉末材料的特殊性能和工艺参数对SLM 成形影响的机理主要是在于对选择性激光成形过程当中熔池质量的影响,工艺参数(激光功率、扫描速度)主要影响熔池的深度和宽度,从而决定SLM 成形件的质量。
(责任编辑:admin)

 3D打印市场规模不断扩大,
3D打印市场规模不断扩大, 工信部:去年全球3D打印产
工信部:去年全球3D打印产 2020年,全球3D打印产业规
2020年,全球3D打印产业规 工业级3D打印设备占主流,
工业级3D打印设备占主流, 3D打印,制造业的未来
3D打印,制造业的未来 三年后市场规模可达56亿,
三年后市场规模可达56亿,最新内容
热点内容


