3D打印在大规模生产中的利弊,以及应用案例
时间:2023-02-13 14:55 来源:南极熊 作者:admin 阅读:次
导读:我可以使用 3D 打印技术来制作数千、数万或数十万个零件吗?越来越多的制造商开始问自己这个问题。他们知道 3D 打印是一种快速、便宜且灵活的工具,可用于制作原型和制作少量独特零件,但将其用于更大批量是否有意义?






















传统观点认为,一旦单个零件的产量超过 10,000 份,改用注塑成型或其他传统生产方法更为经济。通常,规模经济会在产量低得多的情况下发挥作用。
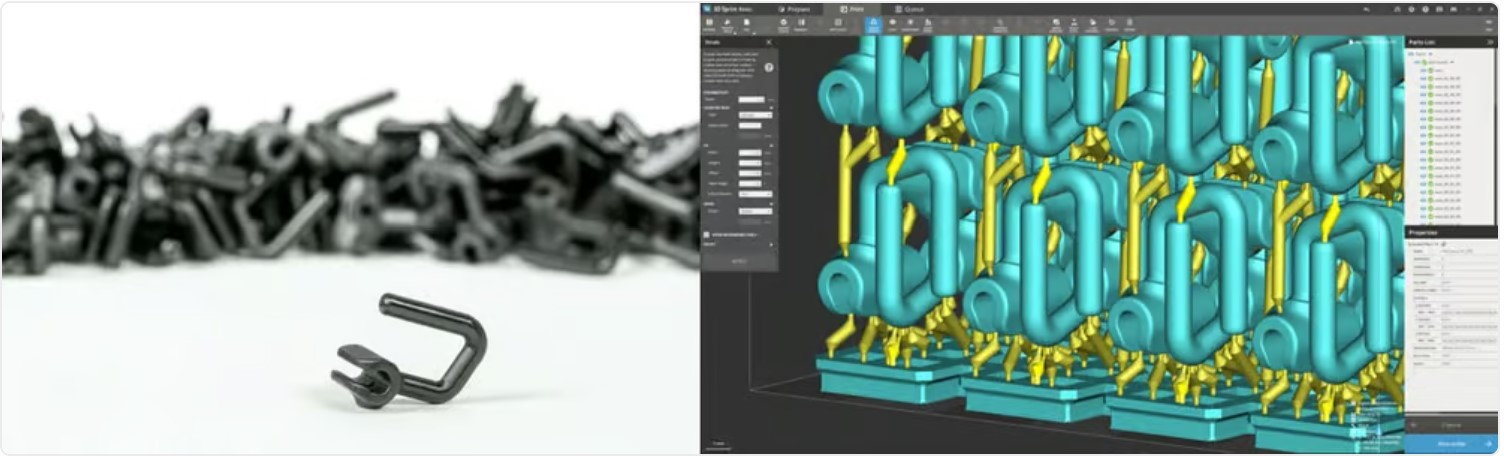
△来自机器和材料制造商 Carbon 的树脂 3D 打印技术已成为大规模生产最终用途零件的首选方法之一(来源:Carbon)
但增材制造具有独特的特点,在某些情况下,它不仅是更经济的选择,而且是生产更好、更高效零件的更快方法。
增材制造大规模生产的想法并不新鲜,它实际上已经在我们下面详述的知名公司中进行。事实上,制造商已将其大批量产品转向 3D 打印,主要原因有以下三个:
- 要生产的零件具有任何其他方式无法制造的几何形状或特征
- 质量体积中的每个部分都必须是唯一的和定制的
-
3D 打印作为一种临时生产解决方案,可以满足截止日期或克服传统方法的问题/延误。
然而,对于大多数制造商而言,用于大规模生产的 3D 打印根本不具有经济意义,而且障碍多于优势。
让我们来看看大批量增材制造面临的挑战,以及今天哪一家制造商成功地实现了 3D 打印数千量级的零件制造。
3D 打印大规模生产的体量
△国际大型3D打印服务公司,如materialise,在增材量产上吃了不少苦头(来源:Materialise)
在深入探讨增材大规模生产的优势之前,让我们先定义一下生产型 3D
打印的含义,这并非易事。增材制造什么时候从小批量到大批量制造,超过 1,000 个零件,10,000
个零件?“大规模生产”、“批量生产”或“大量生产”没有统一的统一定义,因为它取决于行业和产品。
例如,如果你是高端钟表制造商,3D 打印 300 个钛金属外壳是一个很大的体量,但对于大型汽车制造商来说,3D 打印 10,000 个铝支架只是九牛一毛。
出于本文的目的,我们将考虑打印 500 到 10,000 个零件算作增材批量生产,具体取决于应用。要达到生产水平,操作员必须在单次生产运行中至少打印数百个零件。
用于批量生产的 3D 打印的优缺点
△汽车巨头BMW 启动了几项研究,测试 3D 打印大规模生产此类汽车零部件的可行性,这些零部件专门针对该技术进行了重新设计(来源:BMW)
增材大规模生产为使用它的公司带来了显著优势。这些公司已经克服了技术和工艺方面的挑战,最重要的是,找到了一种完全符合增材大规模生产优势的应用。
如果您正在考虑大批量 3D 打印,可能会遇到痛点,例如需要更快地将产品推向市场,需要开发功能更好的产品以提升其价值,或者寻求解决供应链问题您现有的制造商。
让我们看看该方法的用途和挑战。
优点
-
过渡型制造。在通过常规方法建立大规模生产之前,使用 3D
打印机批量制造零件或产品是一种过渡型制造,是补全产品创意与大规模制造之间差距的临时措施。这种方法使制造商能够显着更快地将新产品推向市场,从而使他们能够测试市场需求并可能仍然对产品进行更改。传统制造生产后的更改成本要高得多,因为您已经投资创建模具和工具。3D 打印使您能够在竞争之前将产品推向市场,即使您仍在进行一些调整。
当您在传统制造中出现延误或机器停机时,过渡型制造也是一种备用计划。使用 3D 打印批量生产产品的选项可以消除停机时间并建立生产冗余,无论您是在内部进行 3D 打印还是将增材制造外包给服务提供商。
△运动品牌Asics 于 2022 年 7 月推出了 3D 打印的 Actibreeze 3D 凉鞋,具有“卓越的凉爽和透气性”,但根据公司网站,目前尚未发售(来源:Asics)
-
设计自由。今天,大多数使用增材制造进行大规模生产的公司都选择了它,因为他们需要生产的零件根本无法以任何其他方式制造。3D打印时零件性能的提升超过了增材制造的更高价格。例如,通过
3D 打印具有内部晶格结构的金属部件来减小其尺寸和重量,从而在制造成本方面具有优势。同样,制造商可以一体式 3D
打印更高效的组件,这些组件以前注塑成型为 10 件并组装。总体成本节省是显而易见的,即使 3D 打印比注塑成型更昂贵。
-
大规模定制。增材制造完全独特的是大规模定制的概念,这意味着生产运行中的每个零件实际上都可以是独一无二的,与注塑成型的情况不完全相同。在打印之前,增材制造的零件仅以数字
CAD 文件的形式存在,因此您可以在此数字阶段轻松修改产品以满足客户需求,提供更理想的个性化选项。例如,剃须刀制造商吉列利用 3D
打印技术大规模生产定制剃须刀手柄。大规模定制的另一个很好的例子是 3D 打印牙齿矫正器,一次打印数百个。
-
生产灵活性。由于传统制造业缺乏工具或其他生产必需品,3D 打印机可以立即开始生产不同的零件或新版本,从而为制造商节省了与重组工具相关的金钱和时间。
△已经依赖3D 打印进行研发的运动产品制造商迪卡侬研究了在公司面临注塑成型能力问题时大批量 3D 打印部分零件的可行性(来源:3D Systems)
-
现场/本地制造:最近的全球供应链中断凸显了传统制造的脆弱性。使用 3D 打印机,您可以在内部或当地服务提供商处生产零件,从而完全消除交付时间和供应链中断的问题。通过使用全球服务提供商,还可以进行分布式制造,将要打印的部件发送到尽可能靠近最终用户的位置,从而避免运输成本。
-
更快的生产。制造商知道 3D 打印比传统的原型制造速度更快,但 3D 打印机可以在最少的监督下全天候生产功能性、生产级的部件――只要有正确的软件、硬件和流程。
-
可持续性:用于大规模生产的增材制造比减材制造方法(如 CNC 铣削)使用更少的原材料,可以在更接近需要的地方生产,并且不符合最低限度的概念,这可能导致积压浪费。公司可以打印他们需要的东西。
缺点
大批量增材制造并不是适用于所有产品的最佳解决方案,许多公司会发现通过增材制造将产品从软件到运输的多步骤过程让人难以承受。以下是您可能不会为您的产品大量选择 3D 打印的一些原因。不过请记住,将您的批量生产外包给 3D 打印服务提供商可以缓解其中的许多问题。
-
前期成本高:要在内部进行大批量 3D 打印,您需要大型 3D 打印机或多台 3D 打印机,这是一项重大投资。在设计和实施全新的数字和手动工作流程时,您还需要购买材料和操作软件。
自行车公司 Specialized 的 Power Pro with Mirror 3D 打印自行车座垫是其第二款使用 Carbon 的 3D 打印技术并由服务提供商 OECHSLER 打印的批量增材制造产品(来源:Specialized)
-
增材制造设计:正如我们所提到的,当今大多数大批量 3D
打印公司都在生产专门设计用于使用该技术制造的零件。传统制造和增材制造需要不同的设计原则。习惯于使用传统方法的工程师和产品设计师会发现,要过渡到增材制造设计
(DfAM) 以最有效地利用 3D 打印具有挑战性。此外,重新培训他们的成本可能很高。大批量 3D 打印与您当前加工或注塑成型完全相同的零件,而无需任何重新设计几乎从来都不是一个好主意。
-
可重复性问题:可重复性是指 3D 打印机重复生产相同部件的能力。然而,机器可能非常敏感,即使是很小的校准或材料变化也可能导致打印错误。清除失败的打印件和重新校准打印机可能非常耗时,并会导致生产损失。
-
孤立的机器:今天几乎所有的增材大规模生产都是使用来自同一供应商的多组3D 打印机完成的。制造商可以拥有 30 台 Carbon3D 打印机或 40 台 EOS 打印机。这为连接性和一致性提供了一定的保证,但它确实将制造商锁定在一个 3D 打印机 OEM 上。一台 3D
打印机的操作系统、周边甚至材料都大不相同。即使增材制造工作流程软件取得了进步,至少可以说,在多个不同的 3D
打印机需要协同工作的环境中建立流畅的工作流程仍然非常具有挑战性。
-
熟练劳动力:要在内部进行大规模增材制造,您需要熟练劳动力。虽然一个工人可以操作多台 3D 打印机,但聘请专家员工或对现有员工进行再培训以使用这些机器的成本可能很高。
-
材料成本:3D打印机制造商已经取得了长足的进步,能够使用与注塑成型相同的材料,并向第三方材料开放。然而,许多人仍然只能在使用专有材料时才能保证质量,这些材料通常更昂贵。
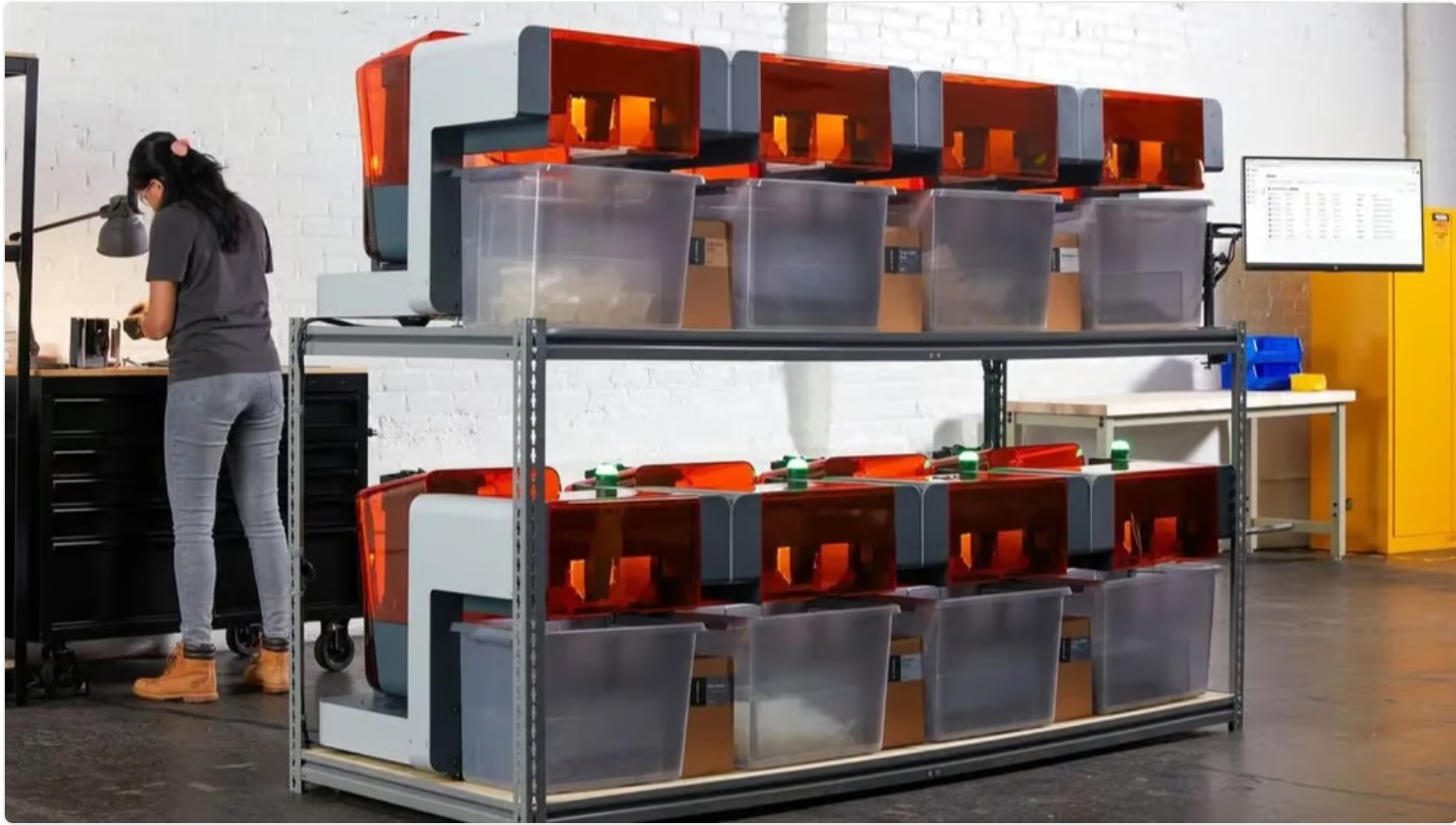
△即使是桌面 3D 打印机制造商,例如 Formlabs,也在引入旨在简化批量生产的功能(来源:Formlabs)
-
缺乏标准:3D 打印行业技术和材料尚未标准化到与传统制造相同的程度。因此,依赖安全或质量认证的制造商可能还无法自信地大规模实施增材制造技术。
-
后期处理:几乎所有 3D 打印部件都需要一些后处理,从去除支撑到固化、烧结、打磨、平滑、喷漆,甚至是 CNC 铣削以实现更严格的公差。增材大规模生产设施必须具备顺畅的后处理工作流程,以便通过各种后处理从打印机中取出零件。
用于批量生产的增材制造实际案例
尽管宝马、通用汽车和美国军方等公司进行了许多令人印象深刻的增材大规模生产概念验证研究(已完成和正在进行) ,但下面我们展示了解决制造问题的真实大批量 3D 打印示例并为全球公司提供创新产品。
消费品行业
△未来的阿迪达斯 4DFWD 跑鞋(来源:阿迪达斯)
-
阿迪达斯 4DFWD 跑鞋
公司:阿迪达斯
产品: 4DFWD跑鞋中底
零件: 200万+
原因: 增材制造提供了其他制造技术无法实现的独特形状。
打印机:Carbon
工艺:树脂
阿迪达斯
4DFWD 是世界上销量最高的 3D 打印鞋,全球销量达数百万。4DFWD 独特的 3D
打印格子中底是一种独特的设计,根据阿迪达斯的说法,将物理特性直接融入这款高级跑鞋中。专有的 FWD Cell
形状将跑步者向下迈出的垂直冲击力转化为前进动力。这种晶格结构不可能通过注塑成型或机械加工来制造。Carbon 3D 打印技术还用于批量生产
Rawlings棒球手套的衬垫和Specialized 的自行车座椅。
△CobraGolf 表示其 3D 打印的 King Putter 系列重量轻且由于其格子填充结构而完美平衡(来源:Cobra Golf)
-
Cobra Golf King 推杆系列
公司:眼镜蛇高尔夫
产品:King推杆系列
零件: 30,000
原因: AM 提供了其他制造技术无法实现的独特形状。
打印机: 惠普
技术: 多射流融合
Cobra 转向 3D 打印,通过复杂的晶格结构而不是固体材料为其推杆提供更好的重量平衡。King 3D
打印推杆系列由三种不同形状的三种型号组成。有一个超大刀片型号,带回了去年限量版中首次出现的 Supersport-35 名称,还有一个名为
SuperNova 的尖牙形推杆和一个名为 Agera 的木槌式推杆。所有这些都使用 3D
打印的尼龙网格弹药筒,它构成了推杆结构的核心,锻造铝和钨构成了它周围的主体。
△Hasbro的 Selfie Series 大量 3D 打印娃娃头,每个人头对客户来说都是独一无二的(来源:Formlabs)
-
Hasbro定制动作玩偶
公司:孩之宝(Hasbro)
产品: Selfie 系列可动人偶
零件: 5,000 +
原因: AM 交付了其他无法实现的定制形状
制造技术。
打印机: Formlabs
工艺:树脂
2022
年底,玩具制造商Hasbro正式推出了自拍系列计划,将您的脸放在可动人偶身上。Hasbro注塑成型身体,但面部是由客户通过 3D
扫描他们的面部并使用特殊应用程序生成的。这些单独的数字面部文件在 Formlabs 打印机上一次 3D 打印为独特的娃娃头。
△眼镜制造商 Monoqool 3D 打印出多种颜色和款式的镜框(来源:Monoqool)
-
Monoqool 眼镜框系列
公司: Monoqool
产品: 眼镜框
零件: 2,000 +
原因:增材制造提供了一种其他制造技术无法实现的大规模定制方法。
打印机:未知
技术:选择性激光烧结
Monoqool 是一家丹麦 3D 打印眼镜框零售商和制造商,提供多种独特的 3D
打印眼镜框样式供您选择。框架重量轻且无螺丝,由聚酰胺粉末烧结成一件。该公司选择3D
打印是因为它能够更经济地生产客户特定的产品,该产品仍需经过几个制造步骤,包括着色、抛光和组装。Monoqool利用 3D
打印的灵活性来快速响应眼镜的款式趋势。
△Chanel浓密弹力睫毛膏内形状独特的 3D 打印刷是完美涂抹的关键(来源:Erpro)
-
香奈儿睫毛膏刷
公司:香奈儿
产品: 丰盈弹力睫毛膏刷
零件:每周 250,000 个
原因: AM 提供了其他制造技术无法实现的独特形状。
打印机: EOS 来自 3D 打印公司Erpro
技术:选择性激光烧结
奢侈品牌 Chanel 的Volume Stretch 睫毛膏刷是通过 3D
打印以工业规模生产的。刷子的形状极其精确,五组刷毛植入一个空心的椭圆形,如果没有 3D 打印技术,就无法实现刷子的形状。该设计由法国制造商
Erpro 创造并获得专利,由阿科玛的名为 Rilsan 粉末的脚轮基聚酰胺粉末制成。
△JackWolfskin Areorise 背包是采用 3D 打印格子结构衬垫的量产消费品之一(来源:Jack Wolfskin)
-
Jack Wolfskin 3D Aerorise 登山背包
公司: Jack Wolfskin
产品: Aerorise 徒步背包
零件: 2,000 +
原因: AM 提供了其他制造技术无法实现的独特形状。
打印机: Carbon来自 3D 打印公司Oechsler
工艺:树脂
欧洲户外用品商 Jack Wolfskin
试图设计一款带有衬垫的背包,以实现通风和舒适。一个支撑开放式格子结构垫,在不同部分提供不同程度的坚固性,以在需要的地方提供更多支撑,这正是解决方案。无法模制或加工复杂的形状。通过与
3D 打印机制造商 Carbon 和打印服务公司 Oechsler 合作,Jack Wolfskin 现在可以 3D
打印在线和零售店销售的高端包装中的填充物。
汽车与航空行业
△约翰迪尔中型拖拉机包括一个用不锈钢 3D 打印的燃油阀,以提高生产效率和降低生产成本(来源:约翰迪尔)
-
约翰迪尔 6R 和 6M 拖拉机燃油值
公司:约翰迪尔
产品: John Deere 6R 和6M 拖拉机的燃油值
零件: 4,000 +
原因: AM 以传统制造成本的一半提供了更高效的零件形状
打印机: HP Metal Jet,服务提供商GKN Additive
技术: 金属粘合剂喷射
当全球农业和草坪设备制造商 John Deere 的工程师设计出更高效的燃料值时,他们使用惠普的 Metal
Jet 技术对其进行了原型设计。3D
打印版本的测试效果非常好,以至于该公司探索使用该技术制造最终零件,因为传统制造需要进行设计更改,这会降低效率。在与惠普和德国合同增材制造商
GNK 合作后,约翰迪尔发现打印数千个这样的零件比加工它们便宜 50%,而且生产速度更快。
△3D 打印使 GE 能够生产重量更轻的涡轮叶片,从而减少飞机的油耗(来源:GE)
-
波音涡轮发动机叶片
公司: Avio Aero――通用航空公司的子公司
产品: 波音 777X 喷气式飞机的涡轮叶片
零件: 每年 60,000 个
原因:增材制造交付了更高效的零件,使用更少的材料且速度更快
打印机: Arcam EBM 和Spectra H
技术: 电子束熔融
在意大利北部卡梅里的工厂,通用航空公司的子公司 Avio Aero 正在增材制造用于波音下一代 777X
喷气式飞机 GE9X 发动机的涡轮叶片。Avio Aero 的工厂拥有超过 35 台 GE Arcam EBM A2X 和 Spectra H
机器。每个可以在大约三天内同时打印六个涡轮叶片。新的 Arcam Spectra H 机器可以在大约相同的时间内生产多达 10
个刀片。增材制造的钛合金叶片重量是航空用传统镍合金涡轮叶片的一半,从而使油耗降低 10%。
GE Additive 与Safran Aircraft Engines 合作,还使用增材制造为商用飞机生产 30,000 多个燃油喷嘴。喷嘴的总重量减少了 25%,并且能够将多个喷嘴部件整合为一个部件。
医疗保健行业
△由Stryker 的关节置换部门提供的 3D 打印髋关节置换部件。(来源:史赛克)
-
髋关节置换植入物
公司:史赛克(Stryker)
产品:医疗植入物
零件: 100万+
原因: AM 提供传统制造技术无法实现的独特形状、更低的成本、更快的产品开发周期
打印机:专有
技术:激光粉末床融合
Stryker 是世界上最大的医疗设备制造商之一,拥有自己的 3D 打印设施。该公司生产用于骨科手术的设备和植入物,包括膝关节、髋关节、肩关节、踝关节、颅颌面和脊柱手术。几年前,他们转向使用
3D 打印进行大规模生产,因为他们的 Tritanium 向内生长技术可以加快患者的骨骼再生和融合速度。传统制造方法不可能实现
Tritanium 的金属零件几何形状。
△患者专用助听器涵盖了 Materialise 为 Sonova 批量生产的产品(来源:Sonova)
-
助听器外壳和零件
公司:索诺瓦(Sonova)
产品: 助听器
零件: 50,000 +
原因: AM 提供独特的、针对患者的特定形状,这是传统制造技术无法批量生产的
打印机: Carbon,来自服务提供商Materialise
工艺:树脂
Sonova 是世界上最早使用 3D 打印技术大规模生产助听器的公司之一。如今,所有用于定制耳内助听器的外壳,以及用于耳后和耳道内接收器助听器的各种定制耳机,都是使用 3D 打印机生产的。这使得外壳的形状能够根据佩戴者的个人耳道和听力损失程度进行最佳定制。
△LincotekMedical 通过 3D 打印大量生产各种医疗植入物(来源:LincotekMedical)
-
骨科植入物和医疗器械
公司:联科医疗(Lincotek Medical)
产品: 医疗植入物
零件:每年 100,000 个
原因:增材制造提供传统制造技术无法实现的独特形状、更低的成本、更快的产品开发
打印机: EOS via Lincotek Medical
技术:激光粉末床融合
Lincotek Medical 是全球制造公司 Lincotek 的一部分,最近庆祝了一个重要的里程碑。自
2006 年采用增材制造以来,该公司现已使用该技术生产了超过 800,000 件医疗设备,例如骨科植入物。Lincotek 使用 EOS
激光打印机每年生产超过 100,000 台植入式设备。通过对增材制造的大量投资,Lincotek
能够使用多种材料打印医疗设备,包括钛合金、钴合金、钢合金和镍合金。从一开始,Lincotek
就专注于其增材制造业务的批量生产和端到端解决方案。通过紧密结合零件设计、生产和后处理步骤,
△Materialisefor Phits 的 3D 打印定制矫形鞋垫(来源:Materialise)
-
定制矫形鞋植入物
公司: Phits
产品: 矫形鞋垫
零件: 3o,000 +
原因:增材制造提供了独特的、特定于患者的形状,这是传统制造技术无法批量生产的。
打印机: EOS 通过服务提供商Materialise
技术:选择性激光烧结
Phits 是 Materialise公司的一家公司,将个人足部测量数据转化为 3D
打印的矫形器,完美贴合个人足部。他们的矫形器专为工作或个人运动而设计。大约 50
对独特的双鞋印在一个批次中。此后,该公司通过欧洲和北美的制造工厂为全球约30,000 人提供定制鞋垫。
△用于制作透明牙套的模型是量产最多的 3D 打印产品之一(来源:Align Technology)
-
Invisalign 隐适美牙科隐形矫治器
公司:对齐科技(Align Technology)
产品: 用于对准器的客户牙科模型
零件: 1400万+
原因:增材制造提供了独特的、特定于患者的形状,这是传统制造技术无法批量生产的。
打印机:未知
工艺:树脂
Align Technology 是透明牙科矫正器 Invisalign 品牌背后的公司。虽然矫正器本身不是
3D 打印的,但用于创建定制 Invisaligns 的每个患者牙齿模型都是。每个 3D 打印模型都用于塑造最终的透明矫治器。公司刚刚庆祝超过
1400 万客户。这是大规模定制的典范,3D 打印使正畸行业发生了革命性的变化。
B to B 部件
△时尚配饰制造商 EAC Innovation & Metal 使用 3D 打印批量生产传统技术无法实现的形状复杂的零件(来源:Desktop Metal)
-
品牌金属时尚配饰
公司: EAC金属饰品
产品: 鞋类和皮具金属配件
零件: 73,000 +
原因: AM 提供了其他制造技术无法实现的独特形状和更低的成本
打印机: 桌面金属车间系统
技术: 金属粘合剂喷射
EAC
是一家时尚行业金属配件制造商,曾使用过各种传统制造方法,从压铸到失蜡铸造,每一种方法都面临着一系列挑战,包括定制工具既昂贵又耗时生产。即使客户对设计进行微小的更改,也需要制造新的工具――这会造成进一步的延误并增加成本。使用
Desktop Metal ShopSystem 金属 3D 打印机,EAC
通过在几天而不是几周内直接从数字设计转移到打印部件,同时保持设计灵活性,从而显着缩短开发时间。由于 3D
打印允许创建比传统制造方法复杂得多的几何形状,因此 EAC 能够为客户提供与众不同的配件,使他们的品牌与众不同。
△面对紧迫的期限,总部位于英国的 Badgemaster 选择 3D 打印而不是注塑成型大量徽章(来源:Badgemaster)
-
Badgemaster 定制零售名牌订单
公司:徽章大师(Badgemaster)
产品: 零售名牌
零件: 30,000
原因:在紧迫的期限内增材制造比注塑成型更快
打印机: photocentric 通过它自己的 0n-demand 服务
工艺:树脂
专门生产树脂机器的 3D 打印机制造商Photocentric 也提供零件服务。最近的一位客户
Badgemaster 是一家定制徽章制造商,通常对其产品进行注塑成型,急需 30,000
个徽章。客户要求的交货时间――配合主要的品牌重塑发布――不足以制造新的注塑模具。Photocentric 能够使用自己的打印农场在三周内 3D
打印出徽章。虽然这些徽章比同等的注塑版本更贵,但它们可以很快买到,而无需购买昂贵的注塑模具。
外包型增材制造系列生产
△在增材创新中心工作的通用汽车增材制造团队成员(来源:Stratasys)
大批量增材制造不仅仅是 3D
打印更多零件。这是一个制造过程,涉及用于体积设计和工作流程的专用软件、精心编排的 3D
打印农场、熟练且耗时的后处理、质量保证等。这就是为什么在大多数情况下,它留给了增材制造服务公司,这些公司投资了硬件和软件,并聘请了了解增材制造、打印和材料设计的专家。
这些制造合作伙伴可以帮助您确定您的产品或产品创意是否适合大规模增材制造、哪些设计更改可以改进您的产品或流程,以及最佳技术和材料。
(责任编辑:admin)

 浙大杨华勇院士团队:生物
浙大杨华勇院士团队:生物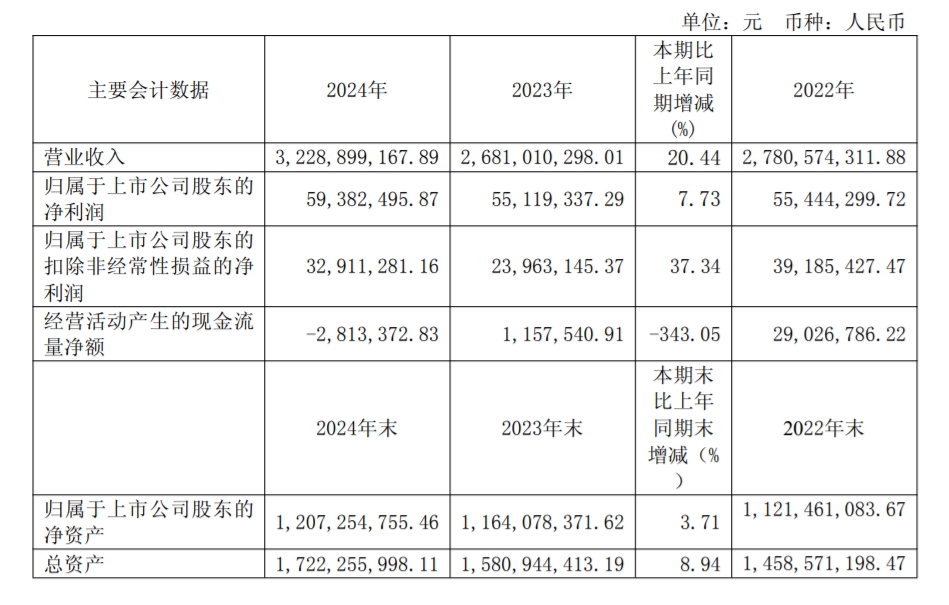 营收32.29亿元,3D打印粉
营收32.29亿元,3D打印粉 2025年又有5所高校开设3D
2025年又有5所高校开设3D 珠海这个厕所,竟是3D打印
珠海这个厕所,竟是3D打印 从大阪到戛纳:一双中国3D
从大阪到戛纳:一双中国3D 央视报道今奇玩具!3D打印
央视报道今奇玩具!3D打印最新内容
 忍痛5年,福州依
忍痛5年,福州依 创想三维2023全球
创想三维2023全球 上海交大谷国迎教
上海交大谷国迎教 3D打印假体植入内
3D打印假体植入内 FRI:降脂油包水
FRI:降脂油包水 少年骨折后感染致
少年骨折后感染致热点内容


