6个重要参数对FDM PEEK 3D打印零件机械性能的影响(2)
![]() 结果举例
结果举例
研究中探索的所有拉伸样品均因突然整齐断裂而失败。失败后的一些拉伸试样如图 2a 所示; 其中一个拉伸试样的断裂表面 SEM 图像如图 3(a-d)所示。
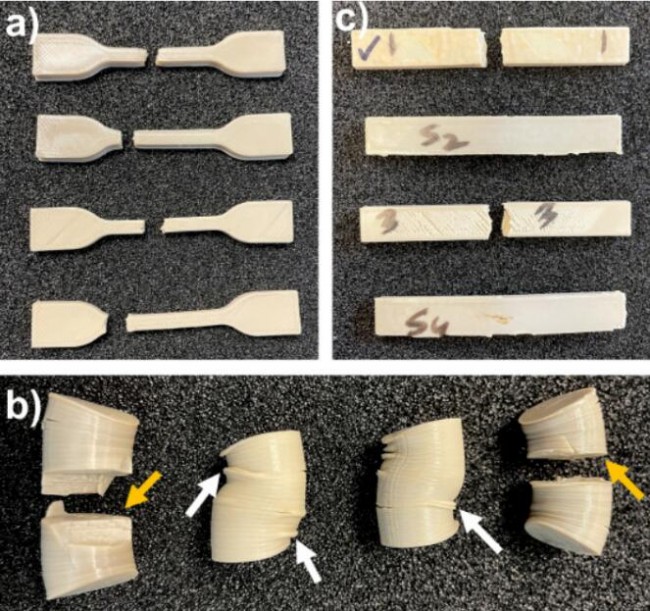 图 2. (a) 拉伸、(b) 压缩和 (c) 弯曲试验后失效/断裂3D打印样件图片。白色箭头表示层的破碎,黄色箭头表示完全分层。
图 2. (a) 拉伸、(b) 压缩和 (c) 弯曲试验后失效/断裂3D打印样件图片。白色箭头表示层的破碎,黄色箭头表示完全分层。
 图 3 拉伸样件断口的 SEM 图像。(a) 断裂表面的低倍显微照片 (b)、(c)和(d)为图(a)所示虚线区域的高倍显微照片。 空隙的裂纹萌生和扩展是显而易见的, 大部分分层和破裂发生在3D打印样件的中心。
图 3 拉伸样件断口的 SEM 图像。(a) 断裂表面的低倍显微照片 (b)、(c)和(d)为图(a)所示虚线区域的高倍显微照片。 空隙的裂纹萌生和扩展是显而易见的, 大部分分层和破裂发生在3D打印样件的中心。
研究人员探索了PEEK 3D打印样件是否需要退火,或在实验中所设置的3D打印设备腔室温度是否足以产生坚固的样品。实验中使用的3D打印设备腔室温度可高达 90 °C。尽管使用了最高的腔室温度设置(90 °C),研究团队仍观察到在未经退火处理的 3D打印PEEK样件上出现不同的非晶态(或结晶度较低)和结晶区域(相对于非晶态区域结晶度更高),如图 4(a-c)所示。
 图 4. 退火和非退火3D打印PEEK样件的结果。(a-c)为 (a) 拉伸 (b) 压缩和 (c) 弯曲测试的未退火和退火3D打印PEEK样件。退火零件在整个样品表面区 域都显示出均匀的米色。(d) 退火和非退火 PEEK 样件的典型应力-应变(压缩)曲线。(e) 退火和非退火部分各自强度的比较。* 表示相对于同一强度组中的未退火样件具有统计学意义(Tukey 检验,p < 0.05)。(f) 退火和非退火拉伸样件横截面的 SEM 图像。
图 4. 退火和非退火3D打印PEEK样件的结果。(a-c)为 (a) 拉伸 (b) 压缩和 (c) 弯曲测试的未退火和退火3D打印PEEK样件。退火零件在整个样品表面区 域都显示出均匀的米色。(d) 退火和非退火 PEEK 样件的典型应力-应变(压缩)曲线。(e) 退火和非退火部分各自强度的比较。* 表示相对于同一强度组中的未退火样件具有统计学意义(Tukey 检验,p < 0.05)。(f) 退火和非退火拉伸样件横截面的 SEM 图像。
结果证实,90 °C 的腔室温度足以产生具有良好机械性能的部件,但不足以提供足够高的腔室或环境温度来制造具有均匀结晶的3D打印PEEK零件。因此,需要退火作为一种后热处理方法,以获得具有增强机械性能的均匀结晶 PEEK 部件。研究团队接下来还陆续探索了喷嘴温度、基板温度、腔室温度、层厚、打印速度对于 PEEK 3D打印零件机械性能的影响。
![]() 总结
总结
研究结果表明喷嘴和腔室温度、层厚和打印速度对于开发坚固的 PEEK 结构至关重要。此外,退火有助于获得具有出色拉伸 (97.34 MPa)、压缩 (118.26 MPa) 和弯曲 (104.65 MPa) 强度的PEEK 3D打印零件;值得注意的是,其强度与注塑成型零件相当。零件横截面和断口的 SEM 和立体显微镜图像提供了有趣的洞察力,让研究团队深入了解3D打印参数在微观结构水平上对零件机械性能的影响,并提出了尽量减少机械性能退化的方法。总体而言,这项研究提供了通过FDM 3D打印技术开发具有出色机械性能的PEEK 零件时所需的基本知识。
![]() 未来发展方向
未来发展方向
总体而言,研究团队探讨了关于FDM 3D打印PEEK零件机械性能的六个重要 加工参数。其研究结果揭示了影响材料结构和3D打印零件机械性能的热处理条件(例如喷嘴、底板和腔室温度)之间可能存在关系。此外,需要更多的研究来具体确定增强 3D打印PEEK 产品机械性能的最关键参数。
研究部团队指出,凭借在这项研究中获得的知识并借助优化的打印条件,未来的工作应集中在开发各种 PEEK 3D打印应用产品上。由于材料的表面特性决定了许多重要的应用,因此还应努力提高 3D打印PEEK零件的表面特性。值得注意的是,由于打印小型 PEEK 零件具有挑战性,因此应开发具有高分辨率和强大机械性能的小型 3D打印PEEK零件(在 10-20 毫米范围内)。同时,也值得探索相同的3D打印条件是否可以在这些零件中产生所需的机械性能。
(责任编辑:admin)

 NASA与ICON联手推进太空3D
NASA与ICON联手推进太空3D 第八届医院3D打印论坛:个
第八届医院3D打印论坛:个 3D打印巨头Stratasys收购
3D打印巨头Stratasys收购 Nature子刊:3D打印技术助
Nature子刊:3D打印技术助 全球两大3D扫描仪巨头合并
全球两大3D扫描仪巨头合并 美国交通部长称,FAA正借
美国交通部长称,FAA正借 美国空军2860万美
美国空军2860万美 美国军工企业强强
美国军工企业强强 美国斥资450万美
美国斥资450万美 GoEngineer通过收
GoEngineer通过收 3D食品打印:烹
3D食品打印:烹 卡内基梅隆研究人
卡内基梅隆研究人

