���ͨ��3D��ӡ���������Ө��������Ʒ��
ʱ�䣺2023-08-14 17:18 ��Դ���ϼ��� ���ߣ�admin �Ķ�����
��������װ�ε��������о���������3D��ӡ�зdz�ֵ�ù�ע��һ�����档��ʱ��Ʒ���ʦ��Ҫ��������ƿ��ԭ�ͣ���ҽ��Ҫ������3D��ӡ�������壬ͬʱ������3D��ӡ�ƾߡ�����ģ�ͺ��۾���һ����Ҫ���ԡ���ô���������3D��ӡ����������ȵIJ�Ʒ�أ�

��3D��ӡ�����������˷ܵ���ҵ���ᡣ�Ժ���������˾LuxexcelΪ�����ù�˾����3D��ӡ��Ƭ����Facebookĸ��˾Meta�չ���Luxexcel��ӡ�ӱ���ͷ���������ܼ����Լ�AR/VR���������о�ͷ�����ͬʱ�����������̿���˹��ʹ����3D��ӡ��������������ֳ�����������е�����������Ч�ʡ�
������ Yorken �� Cults3D ģ�͵� 3D ��ӡ������
������3D��ӡ�İ��������ж��֣����Ľ��ص��ע������������ȫ�������ϵĿ����ԣ�
�����ȣ��������� 3D ��ӡ����Ҫ������SLA �� FDM����
��Ȼ���ܻ�ø�������������ʵ����
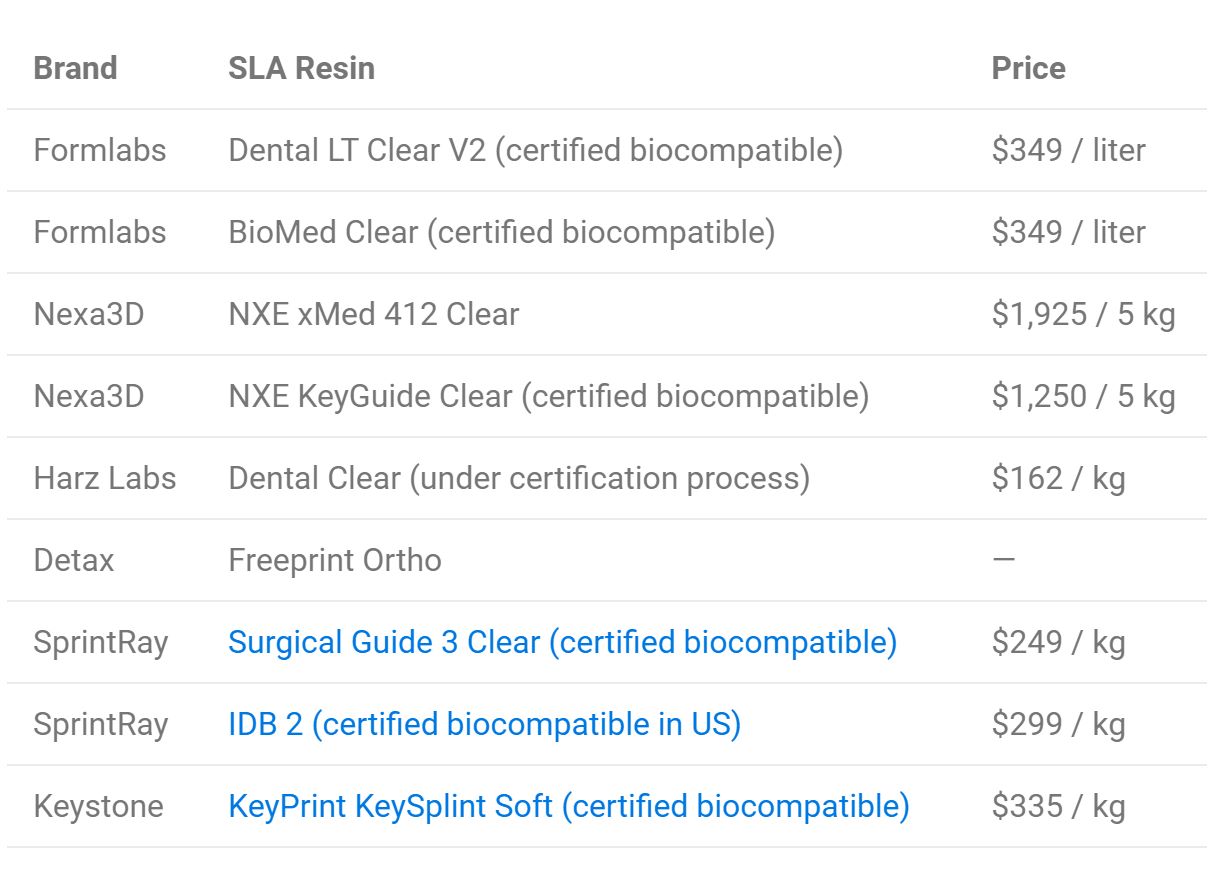
������ṩ�˿������� 3D ��ӡ���߲ĺ���֬�����嵥��

������ Nexa3D �����������֬

����ӡ�������� 3D Systems �ṩ SLA �Ͳ������� 3D ��ӡ�������������ڹ�ҵԭ�������������
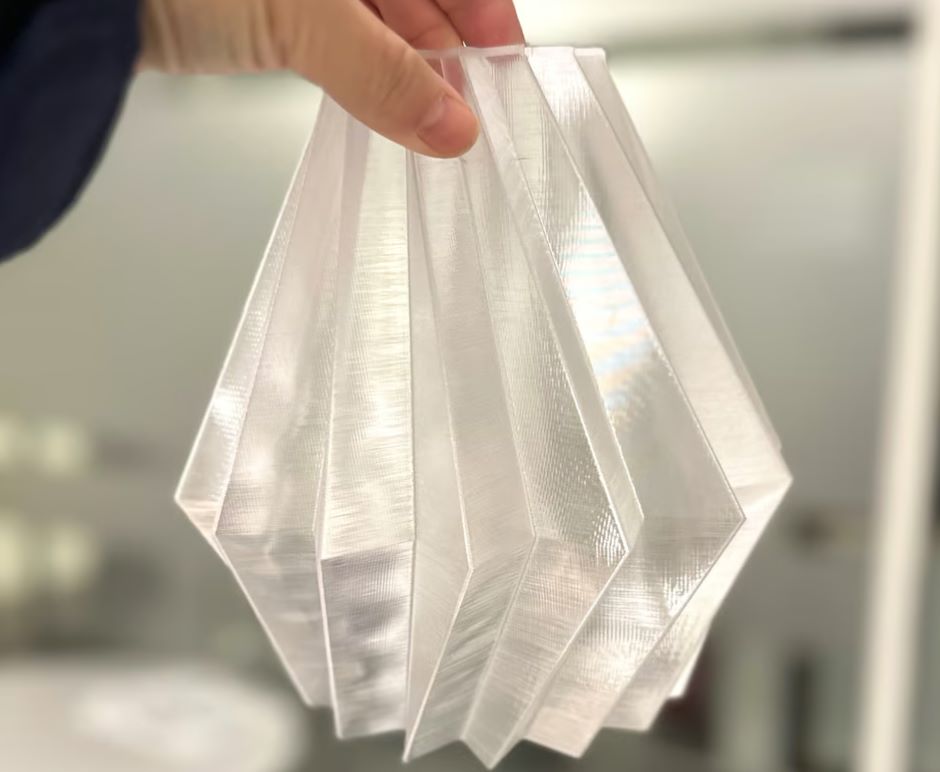
������֬�Ĵ�ӡ��Ȼ������������ѡ����Ϊ�ü��������IJ���Զ��������߲ĵķ������ԡ��м��ֻ�����֬�ļ�������ʹ������֬������֬���������¹̻�����������������Ҫ����������Ĵ�ӡ����������ҪһЩ���ɵģ������� 100% ����ܶȽ��д�ӡ������ 100% ����ܶȽ��д�ӡ����Ȼ��Ҫ�����Ĵ�ӡʱ�䣬��������������Ө������������������������ͷ��
���ۺ���һ��3D��ӡ���գ�����ͨ����ʹ�������̻�������֬��������������������������Ҿ���ʵ�ݵ�������(SLA)���ٶ��Կ�����ֹ��(DLP) ����ģ������(MSLA)��
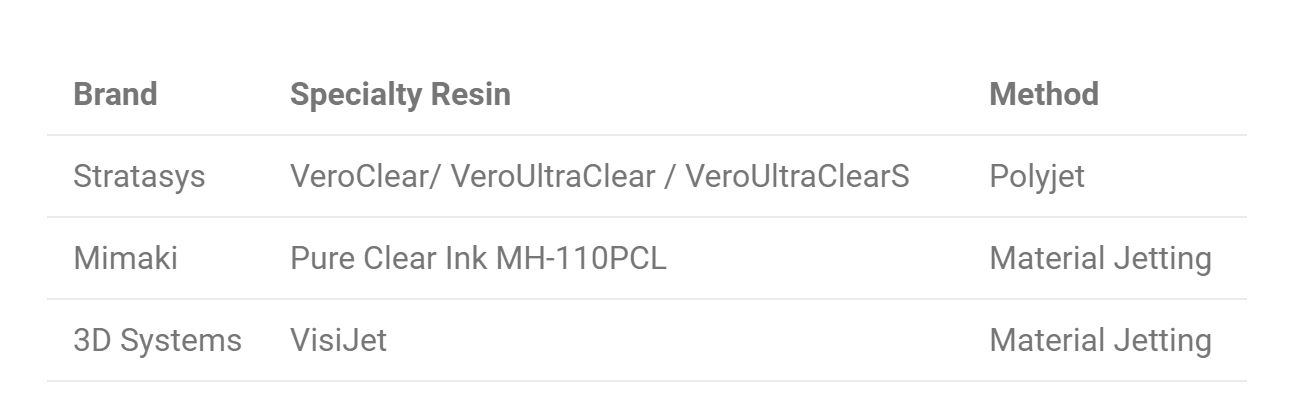
�������������һ�ֻ�����֬�ķ������������߹̻���֬һ��һ�εس����������ϣ����������������̻���Polyjet�� 3D ��ӡ�������� Stratasys �����IJ������䷽����Ҫʹ�� Polyjet ��������Ĵ�ӡ����������Ҫʹ������֬������ Stratasys �� VeroClear����Ϊ�˻�����Ч����Polyjet �������������ᡢ����Ư���ս��о��ӹ���3D��ӡ��������Mimaki��ר�м���Ҳ�Dz��������һ�֡���ʹ����ī��ӡ��������ɫ������ CMYK ��ʽ�� UV �̻�Һ����֬�Լ�������֧�Ų����������ڴ��ϡ�ÿ����������߹̻���
�����ڳ�������FDM����ʹ������˿ʵ�����������˹��̻��ڳ�Ʒ����ı�Ե���¿ɼ��ļ��ߣ���ͨ���������Խ�����ȥ����

��ʹ�� Detax �� Freeprint Ortho ��֬�Ƴɵ�������������
��ӡ����
����SLA��3D��ӡ��ʵ������������Ҫ����������������֬������һ����ɫȾ�ϣ��Ե��������߷��ƹ��̣���Ȼ�ᵼ�´�ӡƷ���ǡ�SLA ����������һ���н��ܡ�ʹ�ò��ϼ����� FDM ���д�ӡʱ����һЩ���������ߴ�ӡ�������������ʹ�ýϸߵ��ȶ��¶ȡ��ϴ�IJ�ߺͽϵ͵����������Щ���轫ȷ���������ʵ��ۻ�����������㹻���ģ��Ի��������ȡ�
��Ҫ���Ǵ�ӡ�����ã�����Ҫ��ֱ�� Z �ᡢXY ƽ������ȣ�������ȫ�����������������ƿ����ô��ֻ��Ҫ X ��� Y ������ȣ����������ƽ�������ֻ��ҪZ������ȣ��������Ϊ����ȫ��������Ҫ�����ᶼ����Ҫʵ�� X ��� Y ������ȣ���Ҫ�������ʹ�õ�����ߴ���нϴ�IJ�ߡ��������εIJ�������������ٵĹ⣬�Ӷ����������� 3D ��ӡ���������ݲ��������� Taulman3D ��˵����������ֱ���� 70% �� 90% ���д�ӡ����������Ĵ�ӡЧ����
����ʹ���������������ʹ�ô˼��������ȣ�
���ӡ�ٶȱ�����������ӡ�ٶȵ� 25% �C 30%��
��ʹ�ø���������ӡ����IJ�
��������ֱ���� 70% �C 90% ���д�ӡ���Ի��������ٹ��ߵĽṹ
��ʹ�õ�˿��Χ�ڵ���������¶ȣ�ȷ�������ۻ���
��ʹ�ø��� 100% �����٣��ڱ�����Ϊ 108%��
����÷��Ȼ��ӡ��ȴ
���ڴ���

����ˮ�д�ĥ����֬������ȥ�����滮�ۡ����ߺ�覴ã���Ƭ��Christopher Daniels��
���ڴ���� 3D ��ӡ����Ҫ���к������ܴﵽԤ�ڵĽ��������ӡҲ�����⡣��ʵ�ϣ���ʵ�����ȶ�����һ����ʵ�ֵġ����� SLA �����������������˾�̾���������������ַ�����һ����Ҫ����������ʱ������ƻ᷺�ƣ�����Ҳ���ð������м����������Լ�����ЩӰ�죺
�����ȣ�������������ͨ���������������ɵġ�
��Ȼ���������������¹̻���������ȹ̻��Է�ֹ���ơ�
�����������뾭����ĥ���⣬��Ϳ����Ϳ������ᡣ
Ϊ�˻�����Ч������ĥӦ��400Ŀ��ʼ�������ӵ� 12,000 Ŀ����ʱ������÷��⡣��ĥ�������Ϳ��Ϳ��ɲ���Ư���ı���Ч��������ֹ���������䵼�·��ƣ����߿��Խ����������֬���Ի�������⻬�ı��档
��һ�ֺ���������Ϊ��Ư�ס��˷�����Ҫ����Ļ���������Stratasys �����ProBleacher ��
��ʹ��FDM��ӡʱ��ͨ�������ĥ����Ϳ�㣬����������Ϳ�۰���Ϳ�㡣һЩ���ڳ�˿�� 3D ��ӡ�����������ܼ����������磬PolySmooth ��˿��ר��Ϊ��ģ����Ƶĵ�˿��PolySmooth �������Ҵ���ɣ�����������ӡˢƷ�ϲ����ɼ��죬�������Ӧ��ʹ����������Ȼ�����ò������ܻ����ܼ���ʧȥ�ߴ��ȶ��ԡ�
����֬

������֬
���� SLA �� Polyjet ��ӡ������֬�����������ӡ���Щ��Ʒ�ж��ּ�λ�����������Ѻ��Ͳ�Ʒ���� Siraya Tech Simple Resin Clear�������ƻ�ҽ�Ƽ���Ʒ���� Nexa3D NXE xMed 412 Clear Resin����Ŀǰ�г��ϲ�Ʒ�����ܺ�Ԥ��Ӧ�ö��ֶ�����ʹ����֬��ӡ��3D������һ�����ҵ��ʺ�����Ŀ�IJ��ϡ�
����֬

������������֬
������֬
����˿
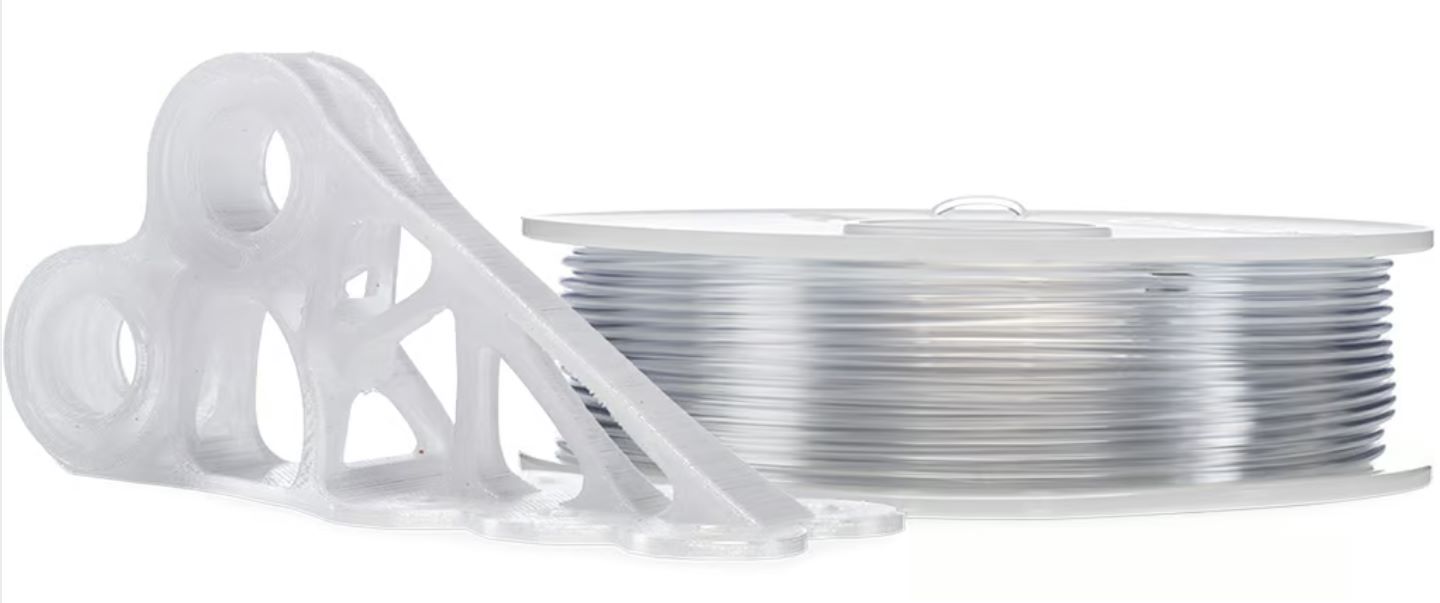
��Ultimaker ����˿
���� 3D ��ӡ�ij�˿�� PLA��PETG��PMMA��ABS �;�̼�������ʡ�PLA �� ABS ����õģ��� PLA ��Ȼ��������ʹ�õij�˿֮һ�������ȷ��������õ�Ч����ABS ͨ���������Ӽ�����ð�����������ȫ������PETG ������ͨ����̵����е��Ե����������洦��ͨ������Ҫ��������̼��������ͨ������ӡˢ��ϱ�ͪ������ʵ�����ԡ�ͬʱ��PMMA ���и߶ȵ����ȺͲ�����Ӳ�ȣ���Ϊ��Ҫ��ǿ�ȵ���Ӧ�õ�����ѡ��
��3D��ӡ�����������˷ܵ���ҵ���ᡣ�Ժ���������˾LuxexcelΪ�����ù�˾����3D��ӡ��Ƭ����Facebookĸ��˾Meta�չ���Luxexcel��ӡ�ӱ���ͷ���������ܼ����Լ�AR/VR���������о�ͷ�����ͬʱ�����������̿���˹��ʹ����3D��ӡ��������������ֳ�����������е�����������Ч�ʡ�
������ Yorken �� Cults3D ģ�͵� 3D ��ӡ������
������3D��ӡ�İ��������ж��֣����Ľ��ص��ע������������ȫ�������ϵĿ����ԣ�
�����ȣ��������� 3D ��ӡ����Ҫ������SLA �� FDM����
��Ȼ���ܻ�ø�������������ʵ����
������ṩ�˿������� 3D ��ӡ���߲ĺ���֬�����嵥��
������ Nexa3D �����������֬
����ӡ�������� 3D Systems �ṩ SLA �Ͳ������� 3D ��ӡ�������������ڹ�ҵԭ�������������
������֬�Ĵ�ӡ��Ȼ������������ѡ����Ϊ�ü��������IJ���Զ��������߲ĵķ������ԡ��м��ֻ�����֬�ļ�������ʹ������֬������֬���������¹̻�����������������Ҫ����������Ĵ�ӡ����������ҪһЩ���ɵģ������� 100% ����ܶȽ��д�ӡ������ 100% ����ܶȽ��д�ӡ����Ȼ��Ҫ�����Ĵ�ӡʱ�䣬��������������Ө������������������������ͷ��
���ۺ���һ��3D��ӡ���գ�����ͨ����ʹ�������̻�������֬��������������������������Ҿ���ʵ�ݵ�������(SLA)���ٶ��Կ�����ֹ��(DLP) ����ģ������(MSLA)��
�������������һ�ֻ�����֬�ķ������������߹̻���֬һ��һ�εس����������ϣ����������������̻���Polyjet�� 3D ��ӡ�������� Stratasys �����IJ������䷽����Ҫʹ�� Polyjet ��������Ĵ�ӡ����������Ҫʹ������֬������ Stratasys �� VeroClear����Ϊ�˻�����Ч����Polyjet �������������ᡢ����Ư���ս��о��ӹ���3D��ӡ��������Mimaki��ר�м���Ҳ�Dz��������һ�֡���ʹ����ī��ӡ��������ɫ������ CMYK ��ʽ�� UV �̻�Һ����֬�Լ�������֧�Ų����������ڴ��ϡ�ÿ����������߹̻���
�����ڳ�������FDM����ʹ������˿ʵ�����������˹��̻��ڳ�Ʒ����ı�Ե���¿ɼ��ļ��ߣ���ͨ���������Խ�����ȥ����
��ʹ�� Detax �� Freeprint Ortho ��֬�Ƴɵ�������������
��ӡ����
����SLA��3D��ӡ��ʵ������������Ҫ����������������֬������һ����ɫȾ�ϣ��Ե��������߷��ƹ��̣���Ȼ�ᵼ�´�ӡƷ���ǡ�SLA ����������һ���н��ܡ�ʹ�ò��ϼ����� FDM ���д�ӡʱ����һЩ���������ߴ�ӡ�������������ʹ�ýϸߵ��ȶ��¶ȡ��ϴ�IJ�ߺͽϵ͵����������Щ���轫ȷ���������ʵ��ۻ�����������㹻���ģ��Ի��������ȡ�
��Ҫ���Ǵ�ӡ�����ã�����Ҫ��ֱ�� Z �ᡢXY ƽ������ȣ�������ȫ�����������������ƿ����ô��ֻ��Ҫ X ��� Y ������ȣ����������ƽ�������ֻ��ҪZ������ȣ��������Ϊ����ȫ��������Ҫ�����ᶼ����Ҫʵ�� X ��� Y ������ȣ���Ҫ�������ʹ�õ�����ߴ���нϴ�IJ�ߡ��������εIJ�������������ٵĹ⣬�Ӷ����������� 3D ��ӡ���������ݲ��������� Taulman3D ��˵����������ֱ���� 70% �� 90% ���д�ӡ����������Ĵ�ӡЧ����
����ʹ���������������ʹ�ô˼��������ȣ�
���ӡ�ٶȱ�����������ӡ�ٶȵ� 25% �C 30%��
��ʹ�ø���������ӡ����IJ�
��������ֱ���� 70% �C 90% ���д�ӡ���Ի��������ٹ��ߵĽṹ
��ʹ�õ�˿��Χ�ڵ���������¶ȣ�ȷ�������ۻ���
��ʹ�ø��� 100% �����٣��ڱ�����Ϊ 108%��
����÷��Ȼ��ӡ��ȴ
���ڴ���
����ˮ�д�ĥ����֬������ȥ�����滮�ۡ����ߺ�覴ã���Ƭ��Christopher Daniels��
���ڴ���� 3D ��ӡ����Ҫ���к������ܴﵽԤ�ڵĽ��������ӡҲ�����⡣��ʵ�ϣ���ʵ�����ȶ�����һ����ʵ�ֵġ����� SLA �����������������˾�̾���������������ַ�����һ����Ҫ����������ʱ������ƻ᷺�ƣ�����Ҳ���ð������м����������Լ�����ЩӰ�죺
�����ȣ�������������ͨ���������������ɵġ�
��Ȼ���������������¹̻���������ȹ̻��Է�ֹ���ơ�
�����������뾭����ĥ���⣬��Ϳ����Ϳ������ᡣ
Ϊ�˻�����Ч������ĥӦ��400Ŀ��ʼ�������ӵ� 12,000 Ŀ����ʱ������÷��⡣��ĥ�������Ϳ��Ϳ��ɲ���Ư���ı���Ч��������ֹ���������䵼�·��ƣ����߿��Խ����������֬���Ի�������⻬�ı��档
��һ�ֺ���������Ϊ��Ư�ס��˷�����Ҫ����Ļ���������Stratasys �����ProBleacher ��
��ʹ��FDM��ӡʱ��ͨ�������ĥ����Ϳ�㣬����������Ϳ�۰���Ϳ�㡣һЩ���ڳ�˿�� 3D ��ӡ�����������ܼ����������磬PolySmooth ��˿��ר��Ϊ��ģ����Ƶĵ�˿��PolySmooth �������Ҵ���ɣ�����������ӡˢƷ�ϲ����ɼ��죬�������Ӧ��ʹ����������Ȼ�����ò������ܻ����ܼ���ʧȥ�ߴ��ȶ��ԡ�
����֬
������֬
���� SLA �� Polyjet ��ӡ������֬�����������ӡ���Щ��Ʒ�ж��ּ�λ�����������Ѻ��Ͳ�Ʒ���� Siraya Tech Simple Resin Clear�������ƻ�ҽ�Ƽ���Ʒ���� Nexa3D NXE xMed 412 Clear Resin����Ŀǰ�г��ϲ�Ʒ�����ܺ�Ԥ��Ӧ�ö��ֶ�����ʹ����֬��ӡ��3D������һ�����ҵ��ʺ�����Ŀ�IJ��ϡ�
����֬
������������֬
������֬
����˿
��Ultimaker ����˿
���� 3D ��ӡ�ij�˿�� PLA��PETG��PMMA��ABS �;�̼�������ʡ�PLA �� ABS ����õģ��� PLA ��Ȼ��������ʹ�õij�˿֮һ�������ȷ��������õ�Ч����ABS ͨ���������Ӽ�����ð�����������ȫ������PETG ������ͨ����̵����е��Ե����������洦��ͨ������Ҫ��������̼��������ͨ������ӡˢ��ϱ�ͪ������ʵ�����ԡ�ͬʱ��PMMA ���и߶ȵ����ȺͲ�����Ӳ�ȣ���Ϊ��Ҫ��ǿ�ȵ���Ӧ�õ�����ѡ��
(���α༭��admin)

 NASA��ICON�����ƽ�̫��3D
NASA��ICON�����ƽ�̫��3D �ڰ˽�ҽԺ3D��ӡ��̳����
�ڰ˽�ҽԺ3D��ӡ��̳���� 3D��ӡ��ͷStratasys�չ�
3D��ӡ��ͷStratasys�չ� Nature�ӿ���3D��ӡ������
Nature�ӿ���3D��ӡ������ ȫ������3Dɨ���Ǿ�ͷ�ϲ�
ȫ������3Dɨ���Ǿ�ͷ�ϲ� ������ͨ�����ƣ�FAA����
������ͨ�����ƣ�FAA������������
- ��NASA��ICON�����ƽ�̫��3D��ӡ�������
- ���ڰ˽�ҽԺ3D��ӡ��̳�����Ի�ҽ���ѳ�
- ��3D��ӡ��ͷStratasys�չ��Ʋ���ҵForwa
- ��Nature�ӿ���3D��ӡ���������ɴ���Ƥ��
- ��ȫ������3Dɨ���Ǿ�ͷ�ϲ����δ�ĸ��˾
- ��������ͨ�����ƣ�FAA������3D��ӡ��eBa
- �������WASP����ױ��Ǵ�ѧ������3D��ӡ
- ��Formlabs��ϯִ�йٳƹ�˾��������ó��
- ��Roblox�Ƴ���ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����ɶԽ���3D��ӡ��������Prim
 �����վ�2860����
�����վ�2860���� ����������ҵǿǿ
����������ҵǿǿ ��������450����
��������450���� GoEngineerͨ����
GoEngineerͨ���� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ���ڻ�÷¡�о���
���ڻ�÷¡�о����ȵ�����
- ����������450����Ԫ������������һ�廯
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- �����ֳ����ļ����۸���������
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����Ų����������������뼤�����족�ص�


