高强度钢等离子丝弧增材制造(PWAAM)过程的计算焊接模拟
时间:2024-03-02 21:55 来源:先进焊接技术 作者:admin 阅读:次
2023年12月格拉茨技术大学连接和成型研究所的Simon Schöneggera,Matthias Moschinge,Norbert
Enzingera在《European Journal of Materials》上刊登了《Computational Welding
Simulation of a plasma wire arc additive manufacturing (PWAAM) process
for high-strength steel》一文,介绍了高强钢等离子电弧增材制造的焊接数值模拟的相关内容。

电弧送丝增材制造(WAAM)工艺非常适合制造由各种金属材料制成的大型部件。与基于粉末的系统相比,其优点在于构建率高、材料成本低、材料适应性强以及良好结构完整性。该工艺属于直接能量沉积(DED)工艺范畴,通常使用电弧作为热源来熔化金属丝。
等离子丝电弧增材制造(PWAAM)使用等离子电弧作为热源,与TIG焊接工艺相似,使用非熔化钨电极来产生电弧。这两种工艺之间的主要区别在于前者使用专门设计的喷嘴和等离子体气体来收缩电弧,从而提高能量密度和在相同电流下电弧的稳定性。在此过程中,等离子体的温度最高可达25000°C。
本研究旨在开发一个描述高强度钢PWAAM过程的模拟模型。通过有限元软件Simufact Welding进行模拟分析。模拟和实验获得的温度场和畸变之间的良好一致性是本研究的主要目标,并通过实验验证了上述结果。
图1为设计的有限元模型,模型中基材的尺寸为175 mm x 40 mm x 30 mm。焊缝尺寸为1.2 mm高、7.9 mm宽和150 mm长。表1为基材与焊材成份如表1所示。图2为双椭圆Goldak热源模型,图3为高斯热源模型。
实验中使用的焊接参数如表2所示,其中I[A]是焊接电流、U[V]是焊接电压,𝑣𝑠 [mm/s]焊接速度,𝑣𝐷 [mm/s]焊丝进给速度,𝑉𝑠 ̇[l/min]保护气体流速和𝑉𝑃 ̇[l/min]等离子体气体流速。电压U根据电源特性自行调节,因此没有被指定。在焊接过程中测量电压,并随后在模拟模型中给出平均值。
在焊接过程中,以50Hz的采样率记录温度。焊接完成后,将样品横向切割到焊缝上,形成焊缝的横截面显微照片如图4所示。参数𝑡𝑒𝑒 [mm],ℎ𝑛𝑒 [mm]和𝑏𝑒 [mm]确定熔深、焊缝高度和焊缝宽度。指数e表示实验。
为了评估热机械模拟模型的准确性,还进行了变形实验。使用25 mm x 130 mm x 8 mm的试样几何形状来增加翘曲。为了最大限度地减少初始残余应力,将试样在860°C下保持25分钟。使用表2中的焊接参数在试样上沉积100mm长的焊缝。将样品冷却至环境温度后,在样品背面测量样品的畸变。
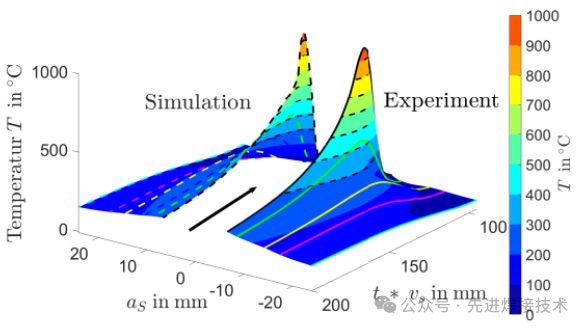
图5所示的三维温度场表示焊缝附近的温度分布,由测量的温度曲线和热电偶的位置生成。将实验的温度场与模拟结果进行了比较。此外,还可以从二维视图中导出结果。俯视图显示了基材表面的等温线(图6a),黑色箭头指向焊接方向。黑色虚线代表以100°C为单位绘制的等温线。可以看出,模拟的线的长度和宽度与实验的一致性很好。焊接方向上三维温度场的二维视图如图6b所示,显示了横向于焊缝的基底表面上的温度分布。







1、对于双椭圆热源,难以在匹配温度分布的同时,对实验确定的熔池几何形状进行适当的建模。
2、使用二维高斯表面热源,可以实现熔池几何形状和温度分布的良好一致性。与双椭圆热源相比,高斯表面热源的优点是独立模拟参数较少,这简化了使用试错法对热源的调整。虽然高斯热源通常是光束过程的首选,但它可以更好地代表等离子体过程。具体情况如下:较低的高斯参数,其与增加的热源横截面半径相结合导致更平坦的能量分布。这项研究展示了用普通热源演示等离子体电弧的可能性。由于等离子体电弧会受到喷嘴横截面和等离子体气体量的强烈影响,因此开发一种新的等离子体焊接过程热源模型是十分具有意义的。
电弧送丝增材制造(WAAM)工艺非常适合制造由各种金属材料制成的大型部件。与基于粉末的系统相比,其优点在于构建率高、材料成本低、材料适应性强以及良好结构完整性。该工艺属于直接能量沉积(DED)工艺范畴,通常使用电弧作为热源来熔化金属丝。
等离子丝电弧增材制造(PWAAM)使用等离子电弧作为热源,与TIG焊接工艺相似,使用非熔化钨电极来产生电弧。这两种工艺之间的主要区别在于前者使用专门设计的喷嘴和等离子体气体来收缩电弧,从而提高能量密度和在相同电流下电弧的稳定性。在此过程中,等离子体的温度最高可达25000°C。
本研究旨在开发一个描述高强度钢PWAAM过程的模拟模型。通过有限元软件Simufact Welding进行模拟分析。模拟和实验获得的温度场和畸变之间的良好一致性是本研究的主要目标,并通过实验验证了上述结果。
图1为设计的有限元模型,模型中基材的尺寸为175 mm x 40 mm x 30 mm。焊缝尺寸为1.2 mm高、7.9 mm宽和150 mm长。表1为基材与焊材成份如表1所示。图2为双椭圆Goldak热源模型,图3为高斯热源模型。
实验中使用的焊接参数如表2所示,其中I[A]是焊接电流、U[V]是焊接电压,𝑣𝑠 [mm/s]焊接速度,𝑣𝐷 [mm/s]焊丝进给速度,𝑉𝑠 ̇[l/min]保护气体流速和𝑉𝑃 ̇[l/min]等离子体气体流速。电压U根据电源特性自行调节,因此没有被指定。在焊接过程中测量电压,并随后在模拟模型中给出平均值。
在焊接过程中,以50Hz的采样率记录温度。焊接完成后,将样品横向切割到焊缝上,形成焊缝的横截面显微照片如图4所示。参数𝑡𝑒𝑒 [mm],ℎ𝑛𝑒 [mm]和𝑏𝑒 [mm]确定熔深、焊缝高度和焊缝宽度。指数e表示实验。
为了评估热机械模拟模型的准确性,还进行了变形实验。使用25 mm x 130 mm x 8 mm的试样几何形状来增加翘曲。为了最大限度地减少初始残余应力,将试样在860°C下保持25分钟。使用表2中的焊接参数在试样上沉积100mm长的焊缝。将样品冷却至环境温度后,在样品背面测量样品的畸变。
图5所示的三维温度场表示焊缝附近的温度分布,由测量的温度曲线和热电偶的位置生成。将实验的温度场与模拟结果进行了比较。此外,还可以从二维视图中导出结果。俯视图显示了基材表面的等温线(图6a),黑色箭头指向焊接方向。黑色虚线代表以100°C为单位绘制的等温线。可以看出,模拟的线的长度和宽度与实验的一致性很好。焊接方向上三维温度场的二维视图如图6b所示,显示了横向于焊缝的基底表面上的温度分布。
图1 有限元模型
表1 材料成分
图2 双椭圆Goldak热源模型
图3 高斯热源模型
表2 实验参数
图4 焊缝形状
图5 三维温度场
(a) (b)
图6 a) 等温温度场,b)横向温度分布
结论:1、对于双椭圆热源,难以在匹配温度分布的同时,对实验确定的熔池几何形状进行适当的建模。
2、使用二维高斯表面热源,可以实现熔池几何形状和温度分布的良好一致性。与双椭圆热源相比,高斯表面热源的优点是独立模拟参数较少,这简化了使用试错法对热源的调整。虽然高斯热源通常是光束过程的首选,但它可以更好地代表等离子体过程。具体情况如下:较低的高斯参数,其与增加的热源横截面半径相结合导致更平坦的能量分布。这项研究展示了用普通热源演示等离子体电弧的可能性。由于等离子体电弧会受到喷嘴横截面和等离子体气体量的强烈影响,因此开发一种新的等离子体焊接过程热源模型是十分具有意义的。
(责任编辑:admin)

 NASA与ICON联手推进太空3D
NASA与ICON联手推进太空3D 第八届医院3D打印论坛:个
第八届医院3D打印论坛:个 3D打印巨头Stratasys收购
3D打印巨头Stratasys收购 Nature子刊:3D打印技术助
Nature子刊:3D打印技术助 全球两大3D扫描仪巨头合并
全球两大3D扫描仪巨头合并 美国交通部长称,FAA正借
美国交通部长称,FAA正借最新内容
 美国空军2860万美
美国空军2860万美 美国军工企业强强
美国军工企业强强 美国斥资450万美
美国斥资450万美 GoEngineer通过收
GoEngineer通过收 3D食品打印:烹
3D食品打印:烹 卡内基梅隆研究人
卡内基梅隆研究人热点内容


