齿科应用:黑格科技Cast 2.0材料支架包埋铸造方案实现又一突破!
目前,在口腔修复过程中,可摘局部义齿由于费用相对较低,被大部分患者接受,临床应用较高。但是,义齿加工所一直面临着可摘局部义齿钢托采用传统蜡型包埋铸造带来的困难:生产效率不高、工序较复杂、人工成本较高、对技工的要求较高等,急需支架包埋铸造数字化转型。
针对越南合作伙伴DADL及广州合作伙伴KTJ提出的同样转型需求,黑格科技迅速开发出一套从数据准备、3D打印到包埋铸造整套工艺的数字化支架包埋铸造方案,在此为大家分享“Cast 2.0材料支架包埋铸造解决方案”。
黑格科技将围绕支架设计-支撑数据准备-3D打印支架-包埋铸造金属支架-后处理-验证成品等步骤来进行。在开始之前,我们需要明确整个过程需要重点解决的问题――
1、支架设计:参数的选择,力学的考虑,不同结构的厚度设计,支撑杆的设计;
2、支撑数据准备:支撑设计,找到稳定的、易去除的支撑参数;
3、后处理工艺的确认:确定客户端易操作的、固化后变形率最小的支架固化方式;
4、包埋铸造:确认合适的包埋料、包埋液、水粉比例、烧结温度曲线方案;确定铸道设计技巧、铸造温度及时间把控、铸造用量;
第一阶段:支架设计阶段
01、数据采集
使用3Shape口内扫描仪或UltraScan 200模型扫描仪,精准获取患者口内数字模型。

02、确定就位道
根据实际情况设置填倒凹角度参数,确认义齿就位道,利于后续佩戴时更好就位。

03、设计支架及支撑杆
使用magics DLP Auto Scaffold设计软件进行支架设计前处理工作。借助仿真方法和应力分析,添加支撑拉杆以削弱固化变形。

第二阶段:数据准备阶段
01、支架排版
导入文件进行支架排版,按打印需求调整支架摆放位置,尽量多排以提高生产效益。

02、添加支撑
使用materialise设计软件为红蜡支架添加支撑,以提供更强的支撑避免变形。

第三阶段:3D打印阶段
01、Cast 2.0 UV蜡型材料准备
使用黑格科技UltraPrint系列Cast 2.0 UV牙科铸造专用树脂进行包埋铸造。

02、3D打印过程
使用齿科专用机UltraCraft A2D进行打印,3D打印过程需要50到55分钟。

03、支架后处理
打印出红蜡支架,进行后处理工作,包括清洗、烘干、去支撑、后固化和送检程序。
04、支架密贴性检查及处理
外观检验蜡型纹理、曝光及缺损情况等,适配在牙模上进行观察,若需要后固化程序,可在应力集中处增加拉杆。
第四阶段:包埋铸造阶段
01、设计铸道
设计主副铸道,需要注意直径选取、铸道与支架接触角度、铸道口高度。

02、包埋料选取及包埋
选择匹配的包埋料和包埋液,调整好水粉比例及烧结温度曲线,然后使用真空搅拌机、振荡器完成包埋。
03、烧圈和铸造金属
铸圈达到温度标注后开始铸造。

04、出炉冷却
铸造完成后出炉冷却,冲砂和打磨抛光。
05、冲砂及打磨抛光
喷砂要干净,切除铸道要到位。打磨好后进行高度抛光,如图是钢托打磨前的状态。

06、佩戴就位检验
进行就位测试,测试成品是否合格的三大评判标准(以广州KTJ为例)
√大连接体的密贴:支架固化后,佩戴牙模检查,用手按压大连接体无明显感觉形变和对应侧撬动,贴合面无空隙;
√卡环位置密贴:卡环与牙齿接触面贴合,边缘无松动翘起;铸造成型后就位轻松,松紧度合适;
√铸件表面光滑,触摸无明显颗粒感及倒刺;
★打磨后成品展示

黑格科技搭建数字化应用和智能设备生产流程,打造全套包埋铸造的解决方案,革新了铸造流程和生产,以下从五大方面分析这个方案带来的效益――
01先进数字化处理--极大地缩短工艺流程
应用3Shape口腔扫描仪/UltraScan 200仓扫设备采集数据、黑格科技Ultra-Hub和Ultra-Net数据化管理平台系统进行数据处理和传输、先进的数字化前处理技术,免去了填倒凹设计、手工雕蜡等传统铸造流程,缩短了工艺流程。

▲传统铸造流程VS黑格数字化包埋铸造流程
02数字化3D打印-加快企业数字化转型
使用3D打印齿科专用设备UltraCraft A2D进行打印,提高支架铸造精确度;智能剥离技术让打印全程可控,实现生产稳定性、提高打印成品率。搭配HeyGears UltraPrint Cast 2.0 UV齿科系列专用铸造蜡型材料,燃烧后无残留,即使在大批量铸造中也稳定可控,提高产品质量。



03创新工艺--大幅度提升产能
使用magics DLP Auto Scaffold设计软件添加支撑切片打印,支撑一键生成,去除方便,残留少;增设应力分析和杠杆设计,保证固化后的良好密贴性同时,以提供更强的支撑避免变形。按照RPD效率计算,一台A2D打印设备每板可放置3-5个铸造支架,需要50min 至 55min打印,按每天8小时计算,单台设备可以打印30-45个支架,生产效能大幅度提升;

04全套方案--降低成本,提升整体工作效能
除了提高成品质量和提高生产效能,还能间接降低各种运营成本;节省不必要的材料,降低仓库压力;避免人工失误,填补技工师傅的人才缺口;有效从源头上减少污染,还原一个现代化干净整洁的生产环境。同时,黑格科技还为客户提供健全的人员技术培训,确保全套包埋铸造解决方案能够在客户端顺利落地并快速推进。

05拓展应用--帮助客户实现数字化生产
此次支架包埋铸造项目从数据设计、后处理、包埋铸造,到最终输出产品,黑格科技确定了整个支架包埋铸造流程中的关键参数,帮助Lab端实现数字化生产,极大提高Lab端的工作效率。
广州KTJ客户全程参与并充分肯定了支架包埋铸造的实验结果,黑格科技这一创新支架包埋铸造方案更多以原理为导向,形成标准规范化的指导操作流程,将会更好地输出数据,给到其他客户借鉴使用。
(责任编辑:admin)

 创想三维618大促火力全开
创想三维618大促火力全开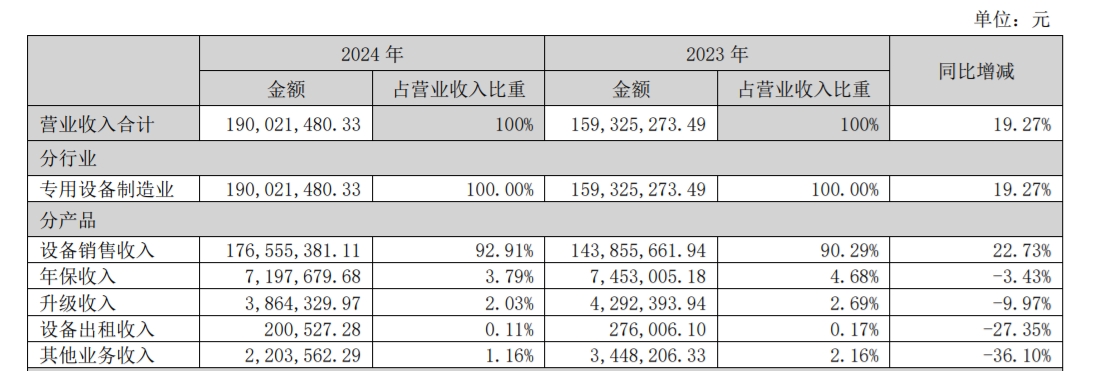 爱司凯2024年营收1.9亿元
爱司凯2024年营收1.9亿元 中科康钛3D打印颌面假体获
中科康钛3D打印颌面假体获 迪拜自贸区注册公司再添利
迪拜自贸区注册公司再添利 钛合金3D打印粉末头部厂商
钛合金3D打印粉末头部厂商 协同高科召开2025年第一季
协同高科召开2025年第一季 喜讯:创想三维荣
喜讯:创想三维荣 创想三维3D打印全
创想三维3D打印全 创想三维焕新升级
创想三维焕新升级 创想三维捐赠10万
创想三维捐赠10万 HALOT-MAGE PRO荣
HALOT-MAGE PRO荣

