复合增材制造技术研究进展及发展趋势
时间:2019-07-26 09:00 来源:南极熊 作者:中国3D打印网 阅读:次
与传统去除成形方法相比,增材制造是一种基于材料增量制造理念的技术,是一种利用CAD模型以材料连接方式完成物体制作的过程,与减材制造相比,增材制造通常是逐层累加进行的。增材制造具备柔性、快速和绿色制造等技术优势,在航空航天、国防工业和生物医疗方面具有重要应用前景。
然而,增材制造技术存在零件成形精度低、力学性能不足等问题。针对上述技术瓶颈,现已出现了若干种既保持增材制造技术优点,又能吸收传统技术优势的复合增材制造新技术,为解决瓶颈难题提供了新路径。

一、复合增材制造技术含义
“复合”一词广泛应用于制造领域,国际生产工程科学院(CIRP)将“复合制造”定义为“一种基于若干种工艺/工具/能量源同步工作、相互作用可控且对工艺/零件性能有显著影响的技术”。一般地,复合增材制造以增材制造为主体工艺,在零件制造过程中采用一种或多种辅助工艺与增材制造工艺耦合协同工作,使工艺、零件性能得以改进。复合增材制造虽涉及多种工艺、能量源,但并不能严格达到“同步工作”,更多地是组成循环交替的“协同工作”。以基于机加工的复合增材制造技术为例,通常是完成若干层制造后,再进行机加工,循环交替直至完成零件制造。当然,部分复合增材制造技术也已达到“同步工作”的要求,比如华中科技大学张海鸥团队、广东工业大学张永康团队各提出的复合增材制造技术的主体工艺与辅助工艺均可同步工作直至完成零件制造。
复合增材制造技术包括多工艺耦合、协同制造、工艺与零件性能改进三个关键技术特征,由于涉及两种及以上工艺,这些工艺须同步或协同工作,并要求辅助工艺进程不能与增材制造工艺进程完全分离。生产中,常采用热等静压或磨粒流加工等后处理工艺,虽可通过使内部致密化或降低表面粗糙度来提升零件性能,但都无法与增材制造工艺构成复合增材制造技术,这是因为从“多工艺耦合”角度出发,进程完全分离且只是简单的工艺叠加,尚不属于“协同制造”关系,只可构成前后加工顺序关系。
二、复合增材制造技术分类
基于机加工的复合增材制造技术
基于机加工的复合增材制造技术,其涉及增材制造与材料去除工艺的耦合,该技术在上世纪90年代早期发展于焊接领域,现今主流工艺包括以直接金属沉积(DMD)和选区激光熔化(SLM)为代表的激光增材制造工艺,是研究工作开展最多的一种复合增材制造技术。在这类耦合工艺的制造过程中,增材制造工艺每完成若干层制造后,辅助工艺对零件表面或侧面进行机加工,循环交替直至完成零件制造。如此,增材制造工艺完成零件逐层制造,辅助工艺保证零件尺寸精度,可共同完成具有复杂形状和内部特征且成形精度高的零件。
基于激光辅助的复合增材制造技术
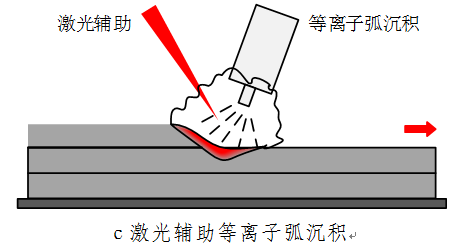
基于激光辅助的复合增材制造技术涉及使用激光束对沉积材料进行辅助加工,具体辅助工艺包括激光烧蚀(LE)、激光重熔(LR)以及激光辅助等离子弧沉积(LAPD)等。
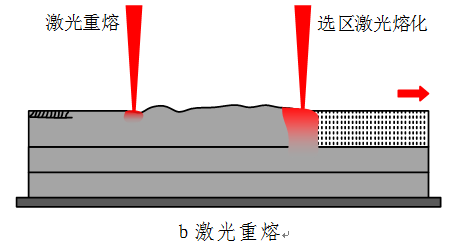
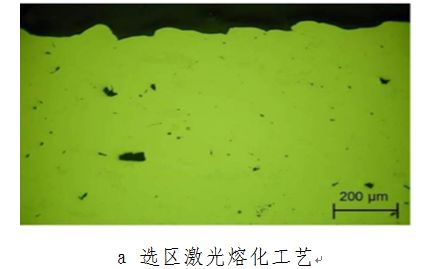
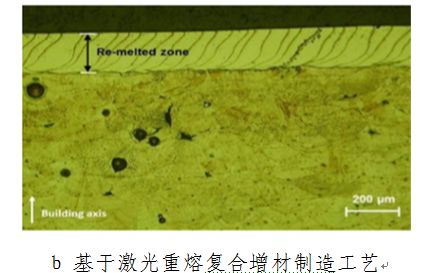
基于激光重熔的复合增材制造技术是利用激光作为热源使沉积材料再次熔化并凝固,从而填充沉积层存在的孔隙以提高零件致密度。与激光烧蚀工艺使用的高能激光相比,激光重熔通常使用较低的激光能量以防止材料蒸发。Yasa等 又将SLM工艺与激光重熔工艺耦合,研究了耦合工艺对零件致密度、微观结构和表面粗糙度的影响,结果表明耦合工艺制造零件较普通SLM制造零件表面粗糙度有所提高,孔隙率均值从0.77%降至0.032%,微观下为晶粒细化的层状结构。
基于激光辅助的复合增材制造技术灵活性高,激光作为能量光束,在制造过程中可提高零件成形精度、细化晶粒、降低孔隙率,但其循环移动使零件经历更复杂的热历史,陡峭的温度梯度使零件产生不均匀塑性变形,从而在零件内产生残余应力,降低材料疲劳性能。该复合制造技术涉及众多工艺参数,需要建立多目标优化的数学模型,从而优化零件残余应力分布,提高零件性能。
然而,增材制造技术存在零件成形精度低、力学性能不足等问题。针对上述技术瓶颈,现已出现了若干种既保持增材制造技术优点,又能吸收传统技术优势的复合增材制造新技术,为解决瓶颈难题提供了新路径。
“复合”一词广泛应用于制造领域,国际生产工程科学院(CIRP)将“复合制造”定义为“一种基于若干种工艺/工具/能量源同步工作、相互作用可控且对工艺/零件性能有显著影响的技术”。一般地,复合增材制造以增材制造为主体工艺,在零件制造过程中采用一种或多种辅助工艺与增材制造工艺耦合协同工作,使工艺、零件性能得以改进。复合增材制造虽涉及多种工艺、能量源,但并不能严格达到“同步工作”,更多地是组成循环交替的“协同工作”。以基于机加工的复合增材制造技术为例,通常是完成若干层制造后,再进行机加工,循环交替直至完成零件制造。当然,部分复合增材制造技术也已达到“同步工作”的要求,比如华中科技大学张海鸥团队、广东工业大学张永康团队各提出的复合增材制造技术的主体工艺与辅助工艺均可同步工作直至完成零件制造。
复合增材制造技术包括多工艺耦合、协同制造、工艺与零件性能改进三个关键技术特征,由于涉及两种及以上工艺,这些工艺须同步或协同工作,并要求辅助工艺进程不能与增材制造工艺进程完全分离。生产中,常采用热等静压或磨粒流加工等后处理工艺,虽可通过使内部致密化或降低表面粗糙度来提升零件性能,但都无法与增材制造工艺构成复合增材制造技术,这是因为从“多工艺耦合”角度出发,进程完全分离且只是简单的工艺叠加,尚不属于“协同制造”关系,只可构成前后加工顺序关系。
二、复合增材制造技术分类
基于机加工的复合增材制造技术
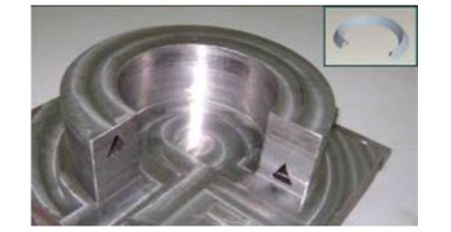
基于机加工的复合增材制造技术,其涉及增材制造与材料去除工艺的耦合,该技术在上世纪90年代早期发展于焊接领域,现今主流工艺包括以直接金属沉积(DMD)和选区激光熔化(SLM)为代表的激光增材制造工艺,是研究工作开展最多的一种复合增材制造技术。在这类耦合工艺的制造过程中,增材制造工艺每完成若干层制造后,辅助工艺对零件表面或侧面进行机加工,循环交替直至完成零件制造。如此,增材制造工艺完成零件逐层制造,辅助工艺保证零件尺寸精度,可共同完成具有复杂形状和内部特征且成形精度高的零件。
图1 基于机加工的复合增材制造成形零件
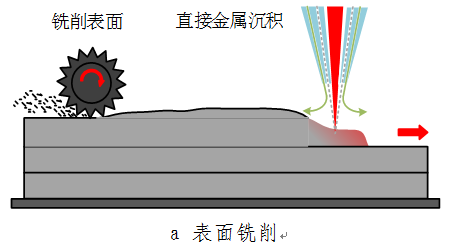
该类技术造中最常用的机加工工艺是铣削,目的包括提高零件侧面和上表面的表面光洁度,减少成形零件的“阶梯效应”,同时可为后续材料沉积提供光洁、平整的表面,保证以恒定层厚进行逐层制造,提高Z轴成形精度。Karunakaran等研究表明,在以电弧增材制造为主体工艺的情况下,铣削去除焊缝表面氧化层有助于后续沉积形成更稳定的电弧和形状更一致的焊道。
图2 基于铣削加工的复合增材制造技术
较普通增材制造,基于机加工的复合增材制造技术可有效提高零件成形精度,但与零件最终尺寸精度要求仍存在一定差距,仍需精加工处理,且在复合制造过程中,增材制造与机加工两种工艺需要频繁切换工序,这无疑增加了零件生产周期与制造成本。此外,成形零件需要通过后续的热处理、热等静压等工艺来消除内应力及提高致密度,但在热处理过程中应力的重新分布会产生二次变形,使机加工获得的尺寸精度损失殆尽,这是该类复合增材制造技术实现工程化应用亟待解决的难题之一。目前,随着传感器和计算机视觉技术的进步,利用视觉传感器结合图像处理算法实现对工艺过程的闭环反馈控制,将有利于进一步提高基于机加工复合增材制造技术的零件成形精度与效率,实现刀具路径规划的自动调整。基于激光辅助的复合增材制造技术
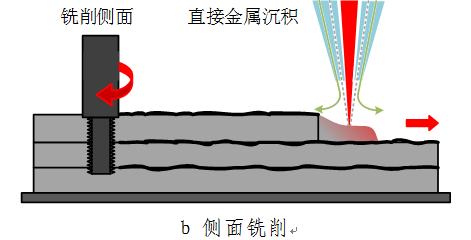
基于激光辅助的复合增材制造技术涉及使用激光束对沉积材料进行辅助加工,具体辅助工艺包括激光烧蚀(LE)、激光重熔(LR)以及激光辅助等离子弧沉积(LAPD)等。
图3 基于激光辅助的复合增材制造技术
激光烧蚀与机加工的效果类似,通过去除材料获得平整的沉积层表面。Yasa等将SLM工艺与基于Nd:YAG脉冲激光器(λ=1094 nm)的选择性激光烧蚀(SLE)工艺耦合,通过选择性修整表面控制沉积层厚度,提高Z轴成形精度的同时,表面粗糙度可降低50%。基于激光重熔的复合增材制造技术是利用激光作为热源使沉积材料再次熔化并凝固,从而填充沉积层存在的孔隙以提高零件致密度。与激光烧蚀工艺使用的高能激光相比,激光重熔通常使用较低的激光能量以防止材料蒸发。Yasa等 又将SLM工艺与激光重熔工艺耦合,研究了耦合工艺对零件致密度、微观结构和表面粗糙度的影响,结果表明耦合工艺制造零件较普通SLM制造零件表面粗糙度有所提高,孔隙率均值从0.77%降至0.032%,微观下为晶粒细化的层状结构。
图4 不同工艺下成形零件微观组织
与激光烧蚀、激光重熔工艺相比,激光辅助等离子弧沉积中的激光束并不直接作用于材料,而是为等离子弧沉积提供更多的热能。Qian等指出,等离子弧沉积中使用的保护气体吸收了激光能量发生电离,进一步提高了等离子弧能量密度并减小弧直径,在更集中、能量密度更高的等离子弧加热下产生更深的熔池,细化零件晶粒,孔隙率得以降低。基于激光辅助的复合增材制造技术灵活性高,激光作为能量光束,在制造过程中可提高零件成形精度、细化晶粒、降低孔隙率,但其循环移动使零件经历更复杂的热历史,陡峭的温度梯度使零件产生不均匀塑性变形,从而在零件内产生残余应力,降低材料疲劳性能。该复合制造技术涉及众多工艺参数,需要建立多目标优化的数学模型,从而优化零件残余应力分布,提高零件性能。
(责任编辑:admin)

 Himed评估不同喷砂磨料在3
Himed评估不同喷砂磨料在3 粉末粒径可以控制增材制造
粉末粒径可以控制增材制造 Divergent公司以3D打印技
Divergent公司以3D打印技 浙大口腔医学院:生物3D打
浙大口腔医学院:生物3D打 新型类器官样神经血管球促
新型类器官样神经血管球促 推动粘结剂喷射(铸造/金
推动粘结剂喷射(铸造/金最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


