���շ������ؼ����ϼ�����������Ľ�չ��չ������(2)
ʱ�䣺2021-11-15 11:16 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
2.�����������칤��
LAM�������ü�������Ϊ��Դ������������LAM���գ��ر��ǽ���ĩ��ɢ�ڳĵ��ϵļ����ĩ���۱似�����Է�ĩΪԭ�ϵĶ����ܳ������ա�����ASTM��F2792-12a�ķ���Ͷ��壬����LAM���ձ���Ϊ�����ĩ���ۺϣ�LPBF���ͼ��ⶨ��������գ�LDED����
ȱ��֧�ŽṹҲ��ζ������������ɶѷ��ڷ�ĩ���У�������ÿ�������п�����������������Ӷ�����������ʣ�����ͼ����Ȼ�����ڴӽ�����������տ�϶����ϸͨ����ȥ��δ�ۺϷ�ĩ�������һЩ������ơ�PBF��������һ���ŵ��ǿ��Լӹ��IJ��Ϸ�Χ�㷺�������ϣ��κο����ۻ������ܽ�IJ��϶�������PBF����һ��ʹ�á���ʵ���ϣ�Ŀǰ���������ˣ����½����۲������������ԭ��
�ɶ������������ɵĵ��ͼ����ս����װ�á���Ϊ����Ҫ֧�Žṹ������������ɷ����������������У����������ӵ�����������
PBF�������¹��̣�ֱ�ӽ��������սᣨDMLS����������������EBM����ѡ���Լ���������SLM����ѡ���Լ����սᣨSLS����PBFʹ�ü���Դ��SLS��SLM��DMLS�����������EBM��ֱ�Ӻ�ѡ���Ե��ۻ����ս���ϲ㣬���γɹ����������������ճ�ϼ����������ʹ��ճ�ϼ���������ü���Դ������������ڶ������գ�����������ң��н��У��Է�ֹ�����ڸ�����������ʹ�õ�������Ҫһ������ҡ�
��ͼ��ʾ��SLM���̵�ԭ�������ȣ�������������Ϳ�ڻ��壨���壩��������Щ��ĩ������ۻ���Ȼ�������γɺ���档֮���������ƶ�һ���ȣ���ͨ����ĩ��Ϳ��������һ���ĩ��Ϳ��ӡˢ�����Ķ����������ٴ�ѡ���Ե��ۻ��̻����γɺ���档����ĩ�������ۻ��̻�����������������졣PBF�����ڼӹ����ַ�ĩ���ϣ������õIJ����ǽ����;ۺ����ĩͨ��Ϊ���Σ�SLM������ͨ����15-40��m֮�䣬SLS������ͨ����20-80��m֮�䣬EBM������ͨ����40-100��m֮�䡣
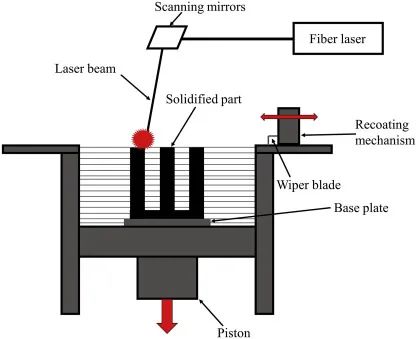
ѡ���Լ����ۻ����̵�˵����e.louvis, P. Fox, C.J. Sutcliffe, Selective laser melting of aluminum components, J. Mater
2.1. �����ĩ���۱�
Ϊ������ṹ���临�ӵĸ����ܽ��������Fraunhofer���⼼���о�����Meiners���˺ʹ����ѧ��Abe������1996���״������LPBF�����ĸ��Ȼ������LPBF���������ڷ�չ�Σ����ڷ�ĩδ�ۺ����ۻ���������ĩ������������ܶȺ�ǿ�Ȳ�����Ӧ�á����Ÿ����ܹ��˼������ļ��ɺ�LPBF���յ��Ż���LBPF������ѺϽ𡢸��ºϽ𡢸ֺ����Ͻ�ij��ξ��ȡ��ܶȺͻ�е���ܵõ���������ߡ��˺�LPBF������Ϊҽ�ơ����������պ���������������ҵ��AM����֮һ��
LPBF��������������ͼ4��ʾ�����ȣ���ˮ����Ƭ�ڻ������ǰ�γɵIJ�����չһ��������ĩ��Ȼ���������Ķ�ά������״�����ü�������һ�������ʽ���ѡ����������ɨ�裬�Ӷ�ʹ���պ�Ľ�����ĩ�ۻ������������뿪ʱ����Щ�ۻ��Ľ�����ĩѸ�����̡������ƽ̨������һ����������Ӧ��ָ���߶ȡ��ظ��������̣�ֱ���������������ɡ���Ҫע����ǣ����ղ������缤��ʡ�ɨ���ٶȵȣ���Ҫ���ĩ���Ϻͷ�ĩ������ƥ�䣬�Ի����������ȱ�ݵ������
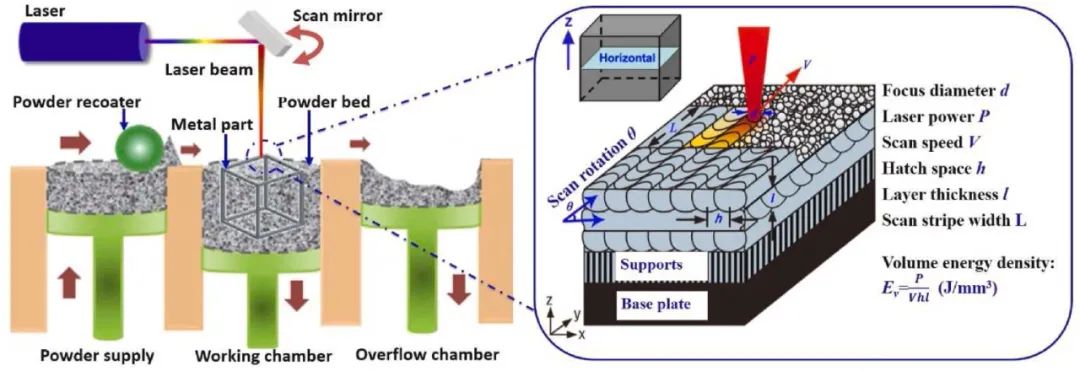
ͼ4 �����ĩ���۱似��ʾ��ͼ
����LPBF����ͨ���ڶ��Է�ջ����н��У��Ա������������ƽ������ԼΪ30��m��LPBF���첿��ͨ�����������ص㣺1����ʵ�ֵ�����ܶ�ͨ������95%������99.9%��2����С�ļ������ߴ�ʹ�����������нϸߵijߴ羫�ȣ��ɴﵽ����߾���Ϊ��0.05 mm��������ı���������Ra��10��m����3��������ȴ�������ٶȲ����˼��侫ϸ���۽ṹ��һ��֦���ۼ��ͨ��Ϊ�������ף�����ʹ������Ͷ�������Ļ�еǿ�����ڻ��൱��
Ȼ����LPBF�����������¾����ԣ�1��LPBF����ͨ������������Խ�С�;�ȷ���������Ϊ������Ч�ʵͣ��ߴ羫�ȸߡ�2�� LPBF�����еķ�ĩ��Ҳ��������������С���γɺͻ�е���ܵĶ�3���ɿ��ټ��Ⱥ���ȴ���ʣ��ߴ�106�C108 K/s������IJ������¶ȷֲ��ᵼ�½ϴ�IJ���Ӧ�����Ӷ����±������������γɡ�
2.2. ���ⶨ����������
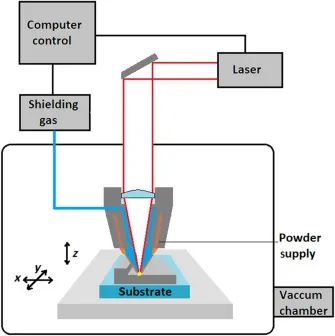
���ⶨ������������LDED��������20����90�������������ص������о��������������ġ���ˣ��������ͬ������缤�������Ρ������������������̾����εȣ����ܼ���ԭ���������ơ��ڱ����У�����LDED��ʹ�÷���ASTM F2792-12a����ĩ��LDED�ļ���������ͼ5��ʾ��LDED����ά��3D��ģ����ɢΪ��ά��2D������LPBF���ƣ���LDED����ʹ�ý���˿���ĩ�������ߣ���Ϊԭ�ϡ����Ӽ����ϱ����͵��۳��У���������ɢ����ĩ���ϡ�
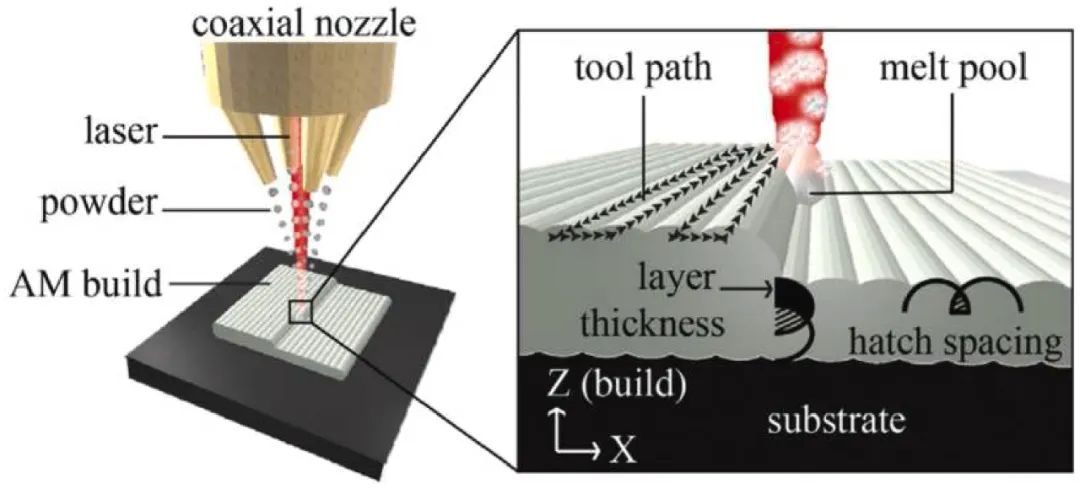
ͼ5 ���ⶨ��������������ʾ��ͼ
��LPBF������ȣ�LDED�������ø��ߵļ���ʺ���ļ������ߴ���ʵ�ָ��ߵĹ���Ч�ʡ����⣬LDED�dz��ʺ�ʹ�ö����ͬ���������ݶȽṹ���죬�Լ������ܺ�ֵ������ά�ޡ�Ȼ��������LDED�������켸�νṹ���临�ӵ��������һ�������ѣ�����һ���̶���������LDED������Ӧ�á�
����̾����Σ�����������ɣ���ǹ���ʵ���Һ��ջݹ�˾��������������1997����Optomec Inc.�����ɣ�����ר��60464262000�����ù��̵�ʾ��ͼ����ͼ��ʾ������з�ĩ����SLM��ͬ�������ʹ�����������죬ͨ�����������ṩ��ĩ����������и������ܶȵļ�����������㷽ʽ�ۻ��������ڹ��������ϡ�ÿ���������ƽ̨���ܿط�ʽ�����ƶ����˹����ظ����У�ֱ��ʵ��Ԥ�ڵ��������Ȼ��������������Ϊ���������ӵļ��β�������չ�����ģ�����Ҳ�dz��ʺ����ͷ����IJ����ͽṹ��Ӧע����ǣ�����������Ҫ��������������������Ȳ��Լ����ڲ���Ӧ�����µIJ������ε����⡣
����������ι���ʾ��ͼ
����̾����Σ�LENS��ʹ�ü�������Ƶļ�����������Сʱ�ڽ�������ĩ���������ӵ��������������ģ���С��������������״�㹻�ӽ����ղ�Ʒ���Ӷ������˴ּӹ�����Ҫ��������;֮һ������С�����ĸ��ܶ������ģ�ߡ�
ÿ�����콫������ĩ���������·������ĵ㡣ͬʱ���õ��ɸ߹��ʼ��������ȡ����ƶ�ģ�ͼ���������ṩ�µ�Ŀ�꣬������������������ʱ��������������־�ֹ������ͼ��ʾ�����ȣ��ڻ����Ͻ��У�Ȼ���ڹ������Ͻ��У�ֱ��ͨ��3D������Ʒ�������������ĺ���漸����״������һ�����ӵIJ�������Ϊ����ʹ���ڽ��������γɾ�ȷ���⻬�����塣�ü��������ڶ��ֽ����������ѡ��֡�ͭ������
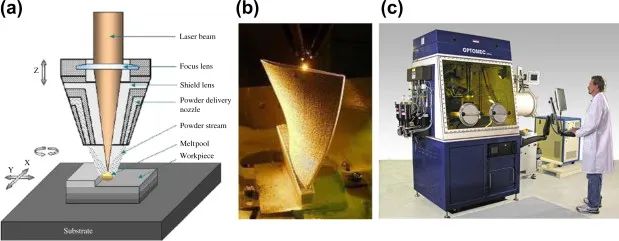
����������a������̾�����ͼ��b�����������ϸ�۲죬��c��Optomec��850ϵ��
��Դ��Progress and perspectives in laseradditive manufacturing of key aeroengine materials��International Journal of Machine Tools and Manufacture ��10.1016/j.ijmachtools.2021.103804
�ο����ף�M.S. Pham, C. Liu, I. Todd, J. Lertthanasarn��Damage-tolerant architected materials inspired by crystal microstructure�� Nature, 565 (2019), pp. 305-311��C. Tan, Y. Chew, R. Duan, F. Weng, S. Sui, F.L. Ng, Z. Du, G. Bi��Additive manufacturing of multi-scale heterostructured high-strengthsteels��Mater. Res. Lett., 9 (2021),pp. 291-299
(���α༭��admin)

 Himed������ͬ��ɰĥ����3
Himed������ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻҽѧԺ������3D��
����ǻҽѧԺ������3D�� ��������������Ѫ�����
��������������Ѫ����� �ƶ�ճ������䣨����/��
�ƶ�ճ������䣨����/����������
- ��Himed������ͬ��ɰĥ����3D��ӡ�ѺϽ�
- ����ĩ�������Կ�����������Ͻ��۽ṹ
- ��Divergent��˾��3D��ӡ��������������
- ������ǻҽѧԺ������3D��ӡ��������֯
- ����������������Ѫ����ٽ�Ƥ����ֲ��
- ���ƶ�ճ������䣨����/����/�մɣ�3D��
- �����̻����������3D�����ӡ�ںϣ���״
- ���������������죺���ڿɳ������ӽǵ���
- ���Ϻ��˶������ڶ����������պ��������
- ��3D��ӡ������������ڣ��༶�ṹ������
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���Ź�ʮ����ʲô��Ф��������������ʵ
- ��������ٺ�ż���ʲô��Ф����һ�����
- ����ͷ¶β��ʲô��Ф����һ�����ȷ��Ф
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ��ĮĮˮ��ɰ�����ʲô��Ф����һ�����
- ��������ٺ�ż�´�һ�����ȷ��Ф����
- ����ͷ¶β�´�һ�����ȷ��Ф����ѡ����
- ��ĮĮˮ��ɰ��ش�һȷ��Ф����ʲô��
- ����������̻�3D��ӡ������������֬�Ŀ�


