高强度铝合金增材制造面临的挑战和混合增材制造的发展现状(1)(2)
时间:2022-01-25 20:11 来源:江苏激光联盟 作者:admin 阅读:次
2.1. 铝合金增材制造的航空航天市场
在最近几十年,AM流程的整体市场趋势以显著的增长率为特征。AM所产生的收入,包括材料和系统,从2008年金融危机开始显著增长,全球市场规模在2015年超过50亿美元。这一增长与对以AM为基础的活动越来越感兴趣有关,AM流程已被用于制造业的主要部门,包括航空航天、牙科/医疗、能源、消费产品和汽车行业。为了突出当前AM市场规模和预期增长,3D HUBS在2019年发布的最新报告数据,涵盖了2013 - 2018年的历史数据,以及2018 - 2023年的预测数据,如图2所示。
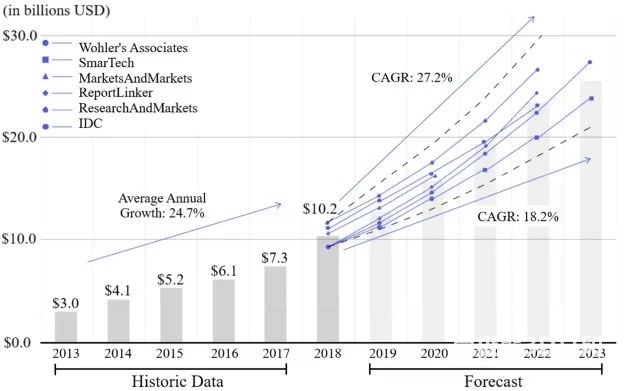
图2 2013年至2023年的AM市场规模和预测。
这张图表是根据6份独立报告(Wohler's Associates、SmarTech、MarketsAndMarkets、ReportLinker、ResearchAndMarkets和IDC)收集的2018年发布的AM市场规模数据绘制的。这一栏表示每年的AM系统、软件、服务和材料的总销售额,是六份报告中给出的价值的平均值。2018年各报告的平均年收入值见图2;可以看出,其范围在93 - 115亿美元之间,平均AM市场规模为102亿美元。从2013年到2017年,AM市场规模以24.7%的速度增长。分析师预计,从2018年起,到2023年,市场年增长率将在18.2%至27.2%之间,复合年增长率(CAGR)为23.5%。这意味着在2023年之前,全球AM市场的规模每三年就会增长一倍左右。
在过去的十年中,航空航天工业一直是AM市场的领导部门和主要参与者之一。在航空航天工业中,AMed部件的市场可以分为(1)非金属(通常是聚合物、木材和透明塑料)和(2)非金属和任务关键部件(发动机部件、螺旋桨、涡轮叶片)。作为在飞机上使用AMed部件的一个例子,波音公司在2015年生产了200多个独特形状的关键任务和非关键的AMed部件,将用于10个不同的波音飞机生产计划。波音777的双GE9X发动机还包括300多个AMed组件,包括燃料喷嘴尖端和诱导器。
高强度轻量化铝合金已被航空航天公司广泛用于实现燃油效率和减轻飞机重量。例如,高强度轻量化铝合金AA2524-T3、AA7055-T77、AA7150-T77和AA2024-T3(机身结构)主要用于波音777,如图3所示。同样,由于在飞机结构中使用了AMed高强度轻量化铝合金部件,重量节省了20%,使得波音787梦幻客机的燃油效率提高了10-12%。2017年,波音公司的目标是在每架787梦想客机上使用1000个AMed组件,从而可能为每架飞机节省300万美元。
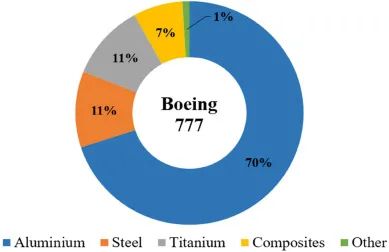
图3波音777飞机的材料使用。
2.2. 用增材制造方法加工铝合金的物理冶金学
热处理铝合金,如2xxx和7xxx系列,通过添加合金元素,在时效过程中形成细小的金属间化合物而得到强化。这些合金的常规工艺包括铸造、均匀化、热加工、冷加工和退火,最后进行固溶和时效处理。然而,增材制造工艺在加工过程中引入了额外的热机械循环。如果AM过程涉及熔化,则凝固动力学对组织的演变起着重要作用。由于在熔炼和凝固过程中引入了粗大的柱状晶组织,熔炼和凝固过程中采用AM工艺生产的零件强度通常低于传统制造工艺的强度。这种组织导致机械性能的各向异性,并包含冶金缺陷,如凝固裂纹。柱状晶粒长大的程度与熔池表面和熔池底部的温度分布和温度梯度密切相关。随着材料的凝固,它倾向于在先前沉积层的晶粒上外延形成,导致柱状晶粒的形成。高的热梯度降低了晶粒生长前的结构过冷度,增加了柱状晶粒生长的趋势。
为了在材料熔炼基AM工艺(如PBF)中获得理想的细等轴晶粒组织,即无形态凝固裂纹,可以采用两种方法:(1)晶粒凝固(图4 (a))可以诱导形成的熔池表面附近的PBF(图4 (b))通过控制冷却速度,这样熔化池的底部的颗粒形式外延等轴颗粒,(2)后处理组成的大变形热处理,可以引发再结晶,导致大的、变形的晶粒在等轴生长后被细小的等轴晶粒取代(图4(c))。图4(d)为ppbf在铝合金上形成的大柱状晶粒,柱状晶粒在热梯度方向上定向强。采用高能量密度和添加钪和锆促进晶粒细化的方法,在AA7075的SLM中产生了细小的等轴组织(图4(e))。
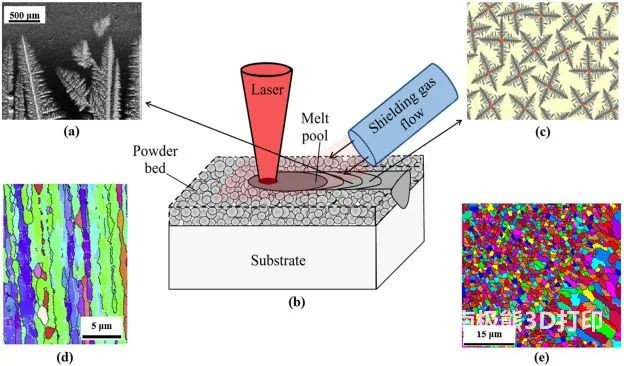
图4 (a)柱状生长,(b)PBF-L工艺的简化图,(c)等轴生长,(d) AA6063的柱状晶组织,(e) Zr和sc合金AA7075在375j /mm3能量密度下的EBSD图。
激光熔化AM过程中晶粒结构与扫描策略和扫描参数有很大关系,使用较低的功率和较慢的扫描可以使冷却速度更快,从而形成更精细的显微组织。在DED工艺中,单位面积上可以施加的功率低于PBF或SL,这使得较低的外延晶粒生长程度和较少的材料熔化。在DED中,粉末流动的速率也是一个用户依赖的过程参数,使其更容易控制微观结构,从而实现高质量的AMed零件。然而,随着沉积层厚度的增加,微结构的细化变得更加困难。
2.3. 适用于增材制造的铝合金
适宜性分析是用来确定技术、方法、工艺参数、材料等系统对所期望的过程的适宜性,即系统是否能满足过程的要求的过程。为此,在少数研究中应用了对铝合金AM的适用性分析,以确定所选工艺参数和应用方法是否能满足主要工艺的要求。作为AM工艺材料适用性分析的一个例子,Mauduit 等研究了几种铝合金(AA1050, AA2017, AA2219, AA5083, AA6061, AA7020, AA7075, AlMg14和AlSi10Mg)对粉末床聚变-激光(PBF-L)工艺的适用性,通过考虑操作模式等参数,达到的最高温度与合金中化学元素的蒸发温度、热裂和冶金质量有关。
在他们的研究中,确定了最适合铝合金粉床激光熔化的工作模式为传导模式,因为这一过程所需的能量较低。含有Mg和Zn的铝合金被确定不适合用于PBF-L工艺,因为这些元素的蒸发温度较低,不像锰(Mn)。使用扫描电子显微镜(SEM)检测到AA2017、AA2219、AA5083、AA6061、AA7020和AA7075的晶间裂纹(图5),而只有AA1050、AlMg14和AlSi10Mg合金观察到无裂纹的显微组织(图6)。AA7020和AA7075表现为热沿晶开裂,不适合PBF-L工艺。
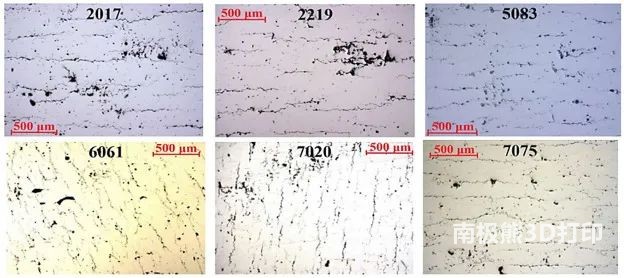
图5 a2017、AA2219、AA5083、AA6061、AA7020和AA7075处理PBF-L晶间裂纹形成的SEM形貌。
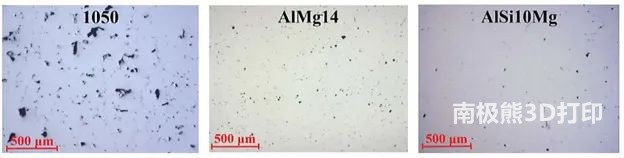
图6 对AA1050、AlMg14和AlSi10Mg进行无裂纹PBF-L处理后的扫描电镜观察。
Neto分析了用于制造大型航空零部件的线+弧AM (WAAM)工艺的适用性,作为对所需工艺要求的AM工艺的适用性分析的一个例子。分析了喷丸、沉积策略和侧轧对AA2319和AA4043合金组织、硬度和气孔率的影响。采用AA4043和AA2319导线制作铝合金薄壁和厚壁。对于厚铝壁,平行振荡策略被确定为适合于沉积,因为这可以降低缺陷形成的可能性,并能更好地控制热输入。采用这一策略,利用六轴Kuka机器人(Kuka AG,德国)成功地生产了包含AA2319和AA4043填充线的6米长的航空航天结构。结果表明,WAAM工艺适用于大型铝航天零件的制造。
Fixter等人研究了AA2024对WAAM工艺生产大型铝合金构件的适用性,以及AA2024、AA2139和AA2319等高强度al - cu - Mg合金对WAAM工艺的适用性,重点研究了AA2024原料丝中Mg的含量。在他们的研究中,轧制45 kN的AA2024-T6获得了最高的拉伸性能,屈服强度(YS)为415 MPa,极限抗拉强度(UTS)为500 MPa,在后续热处理和气孔控制后伸长率为10%。尽管之前一直认为AA2024合金不适合焊接,但在建成的AA2024样品中获得了无织构和相对细小的晶粒结构。因此,在适当的热处理和气孔控制下,AA2024线沉积用于WAAM工艺生产大型铝构件的适用性得到了证明。
来源:Challenges in additive manufacturing of high-strength aluminiumalloys and current developments in hybrid additive manufacturing,InternationalJournal of Lightweight Materials and Manufacture,doi.org/10.1016/j.ijlmm.2020.12.004
参考文献:J.C. Najmon, S. Raeisi, A. Tovar,Review of additivemanufacturing technologies and applications in the aerospace industry,F.H. Froes,R. Boyer (Eds.), Additive Manufacturing for the Aerospace Industry, Elsevier,United States (2019), pp. 7-31, 10.1016/C2017-0-00712-7
(责任编辑:admin)

 Himed评估不同喷砂磨料在3
Himed评估不同喷砂磨料在3 粉末粒径可以控制增材制造
粉末粒径可以控制增材制造 Divergent公司以3D打印技
Divergent公司以3D打印技 浙大口腔医学院:生物3D打
浙大口腔医学院:生物3D打 新型类器官样神经血管球促
新型类器官样神经血管球促 推动粘结剂喷射(铸造/金
推动粘结剂喷射(铸造/金最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


