一文看懂粉末床激光铜增材制造的潜力、挑战及可行性方案
高导电性和导热性使铜成为生产要求具有高传热能力的零部件的最佳材料。比较典型的应用如制造管壳式热交换器,铜材料的效率通过设计得到加强,具有高传热系数和高湍流。然而高性能设计通常需要许多制造工艺才能实现,铜热交换器的理论效率将被降低。
通过增材制造实现的一体化制造,可以有效解决这类问题。但是铜增材制造仍然极具挑战性。在本期谷.透视中,3D科学谷将对主流金属增材制造技术之一,粉末床选区激光熔化工艺(LPBF)存在的挑战及可行性方案的探索情况进行概述。
 LPBF 铜增材制造挑战及可行性方案探索
LPBF 铜增材制造挑战及可行性方案探索
© 3D科学谷
![]() 铜的应用价值
铜的应用价值
铜 (Cu) 作为一种韧性金属,具有良好的耐腐蚀性、低化学反应性、非凡的机械加工性和成型性以及高导电 (60 × 106 S/m,相当于100% 国际退火铜标准 (IACS) ) 和热导率 (400 W/mK)。
由于这些独特的特性,纯铜在生产用于电子、散热器、增压空气冷却器和热交换器等多种应用的设备以及电子封装、汽车和建筑行业等各种工业领域的设备方面受到了广泛关注。此外,铜经常用作不同合金材料的基材,例如黄铜和青铜,其中分别将锌和锡合金化。
材料性能效率通常通过特定的零部件设计来提高。铜的典型制造工艺,例如粉末冶金 (PM) 和传统工艺(例如锻造、机加工、挤压和铸造),可以生产简单的几何形状。但是难以生产复杂部件或翅片式热交换器和散热器,或者在制造时需要焊接等其他工艺来实现。
相对而言,增材制造工艺对于这种情况而言就更具优势。因为增材制造能够实现大量薄翅片或具有特定几何形状的复杂流道,这些几何形状增加了交换面积和湍流 。此外,增材制造的整体式热交换器和散热器将更好地抵抗液体压力和泄漏。这些可行性为制造性能紧凑型铜热交换设备创造了条件。
 《铜金属3D打印白皮书》© 3D科学谷
《铜金属3D打印白皮书》© 3D科学谷
不过,即使是在优势明显的情况下,纯铜和铜金属的增材制造应用仍存在一些挑战,包括以下几点:
- 由于铜及其合金的高电导率和热导率增加了从熔池到周围区域的热传递率,并产生高热梯度和不利后果。
- 对于激光增材制造来说,高激光反射率是另一个最重要的问题。
- 快速传热和高反射率都阻碍了激光功率的吸收,导致高孔隙率和较差的机械、热和电性能。此外,铜的延展性会对粉末去除和回收后产生负面影响 ,可能是因为在此阶段构建的铜片很容易变形。
- 铜对氧化的高敏感性使粉末处理变得复杂。
![]() LPBF 铜增材制造
LPBF 铜增材制造
LPBF工艺是加工金属部件最常用的增材制造技术,因为它可以生产极薄和复杂的细节。然而,适用于 LPBF 工艺的金属材料必须满足三个基本要求:低热导率, 高激光吸收,以及含有高沸点元素 。这些材料特性确保了稳定的熔池,使得材料易于加工。
正是因为如此,铜金属成为了一种难以用LPBF加工的材料。铜的高导热性促进了从熔池区域到周围的快速热传递,导致局部热梯度增加。因此,层卷曲和分层是常见的缺陷。然而,铜增材制造可加工性的最大挑战与它的激光吸收有关。
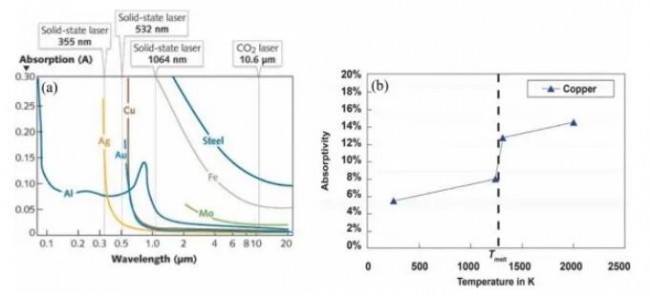 铜的激光吸收与 (a) 波长、(b) 温度的函数关系。
铜的激光吸收与 (a) 波长、(b) 温度的函数关系。
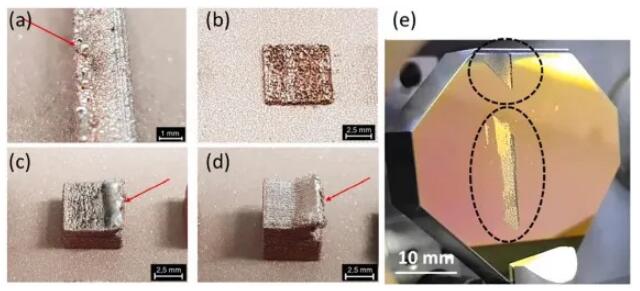 LPBF 3D打印纯铜零件的常见缺陷:(a)球化效应和(b)由于熔池和凝固层之间的润湿行为不足导致的微球化效应;(c) 当大熔池不能彻底润湿底层时边缘升高,这种效果叠加在几个打印层上,看起来像一个凸起的边缘;(d) 打印层的分层,通常由热梯度引起 ;(e) 因暴露于激光背反射 12 小时而导致光学振镜损坏的示例。
LPBF 3D打印纯铜零件的常见缺陷:(a)球化效应和(b)由于熔池和凝固层之间的润湿行为不足导致的微球化效应;(c) 当大熔池不能彻底润湿底层时边缘升高,这种效果叠加在几个打印层上,看起来像一个凸起的边缘;(d) 打印层的分层,通常由热梯度引起 ;(e) 因暴露于激光背反射 12 小时而导致光学振镜损坏的示例。
那么,怎样克服LPBF 工艺铜增材制造的挑战呢?接下来,我们从设备及工艺方案和材料方案两个角度进行了解。
![]() 设备及工艺方案
设备及工艺方案
根据3D科学谷的市场研究,通过实验设计优化工艺参数是常见的方式。LPBF增材制造工艺优化中最常用的工艺参数是激光功率 (P)、扫描速度 (υ)、层厚 (s) 和扫描间距 (h) 。
例如,有的研究团队采用连续光纤激光器,波长为1070 nm,最大功率为400 W,光束直径为70 μm。采用最佳工艺参数(扫描速度400 mm/s,扫描间距0.12 mm,层厚0.03 mm),得到的相对密度可达95%。铜被打印在不锈钢基板上,表面粗糙度平均值等于18μm。
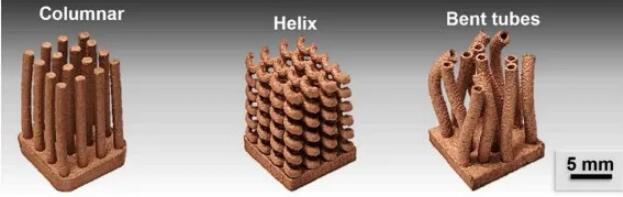 3D打印复杂结构铜散热器:柱状、螺旋状和弯管状。
3D打印复杂结构铜散热器:柱状、螺旋状和弯管状。
上图显示了模拟散热器的结构。3D打印铜散热器与商用柱状散热器和块状铜对应物之间的比较表明,3D打印部件的热导率 (368 W/mK) 和电导率 (5.71 S/m) 和硬度值 (108 MPa) 更高。
在优化工艺参数的方式中,使用更高的激光功率进行铜增材制造是常见方式。增加激光功率输入对铜密度产生积极影响,从而对其性能产生积极影响。例如有的研究团队探索了使用最大功率为 500 W、光束直径为 37.5 μm 的红外光纤激光器铜增材制造工艺参数,得到的相对密度为99.3%。工艺参数的优化包括等于 0.03 毫米的固定层厚度和0.09 毫米的扫描间距。
根据3D科学谷的市场研究,另一个克服粉末床激光铜增材制造挑战的思路是调整激光波长。较大的波长会降低激光吸收率,而随着较短的激光波长而增加。波长约为 520 nm 的绿色和蓝色激光将激光吸收率提高到 40%
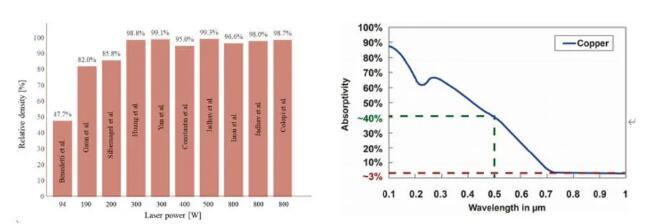 在主要研究中,铜相对密度随激光输入功率所产生的变化(左);纯铜吸收率随波长的变化(右)。
在主要研究中,铜相对密度随激光输入功率所产生的变化(左);纯铜吸收率随波长的变化(右)。
出于这个原因,较短波长的激光器被认为是生产全致密铜元件的可靠解决方案。
(责任编辑:admin)

 Himed评估不同喷砂磨料在3
Himed评估不同喷砂磨料在3 粉末粒径可以控制增材制造
粉末粒径可以控制增材制造 Divergent公司以3D打印技
Divergent公司以3D打印技 浙大口腔医学院:生物3D打
浙大口腔医学院:生物3D打 新型类器官样神经血管球促
新型类器官样神经血管球促 推动粘结剂喷射(铸造/金
推动粘结剂喷射(铸造/金 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复

