激光粉末床聚变:技术、材料、性能和缺陷以及数值模拟的最新综述(1)
时间:2022-09-09 15:26 来源:长三角G60激光联盟 作者:admin 阅读:次
导读这篇综述主要解释了LPBF工艺的基本原理、几个相互关联参数的科学和技术进展、原料材料、生产性能/缺陷,以及数值模拟的见解,以虚拟地理解工艺行为。本文为第一部分。
增材制造(AM)在多个方面彻底改变了制造业。激光粉末床熔化(LPBF)是一种粉末床熔化AM工艺,由于其对多种材料(包括合金)的多功能性,已被广泛接受。这篇综述主要解释了LPBF工艺的基本原理、几个相互关联参数的科学和技术进展、原料材料、生产性能/缺陷,以及数值模拟的见解,以虚拟地理解工艺行为。特别关注选择性激光计量(LPBFed)性能,通过微观结构形成驱动,从而关注缺陷。本文还讨论了细化微观结构的后处理技术的范围。已确定缺陷在LPBF工艺中至关重要,主要受工艺参数控制。因此,明智地选择、优化的一组参数可以在显著减少缺陷方面发挥关键作用。最后,本文中讨论的数值模拟将有助于研究人员理解LPBF过程。
1.介绍
增材制造(AM),俗称3D打印,已经使制造业从开发概念到生产最终功能部件发生了革命性的变化。它也在推动下一代创新和工程。AM对许多行业产生了显著的影响,因为它使高度复杂和薄壁零件的制造具有成本效益。AM的持续增长引发了对新制造方法的需求,这增加了对加工可靠性的需求,包括基于几何、功能和物理特性的预期用途所需的特定于应用的优化设计。工艺的设计能力通常由计算机软件组成,允许设计者预测每个部件的性能和处理能力,提高设计效率并降低生产成本。AM工艺在计算机辅助设计(CAD)模型的指导下,通过逐步添加薄层材料来制备三维(3D)零件。它允许直接从设计或模型中制造定制或复杂的形状,而无需使用任何昂贵的工具,如模具或冲头,并消除了对许多常规方法和步骤的需要,如更换工具。
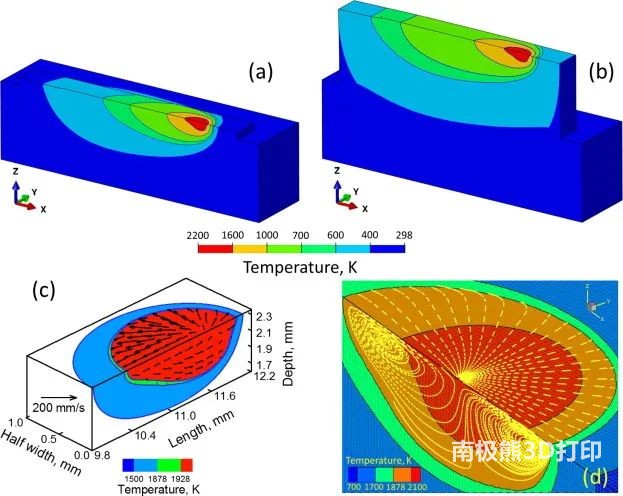
采用300 W激光功率和15 mm/s扫描速度在IN 718衬底上沉积(a) 1层和(b) 10层IN 718粉末时的温度分布。激光束扫描方向沿正x轴(c)第十层熔池形状和尺寸和(d)表面张力梯度驱动熔池内金属液循环。
与传统的制造方法不同,复杂的零件(如圆孔或直切口)可以在一个步骤中轻松制造。此外,AM工艺可以减少大量零件,因为不需要任何组件,因为零件是一次性制造的。鉴于上述优点,AM在航空航天、能源、汽车和医疗行业中被广泛使用和首选,以设计和生产高性能零件。与传统方法相比,AM工艺最突出的优点是其生产复杂零件的能力。它通过消除传统的制造工艺(如铸造、锻造或挤压),直接从原料材料中成形。由于其近净成形能力,废物最小化也是AM的最大优势之一。此外,未使用的原料可在AM中重复使用,使其在原料材料上具有灵活性,并具有成本效益。图1为AM生产部件的几个示例。
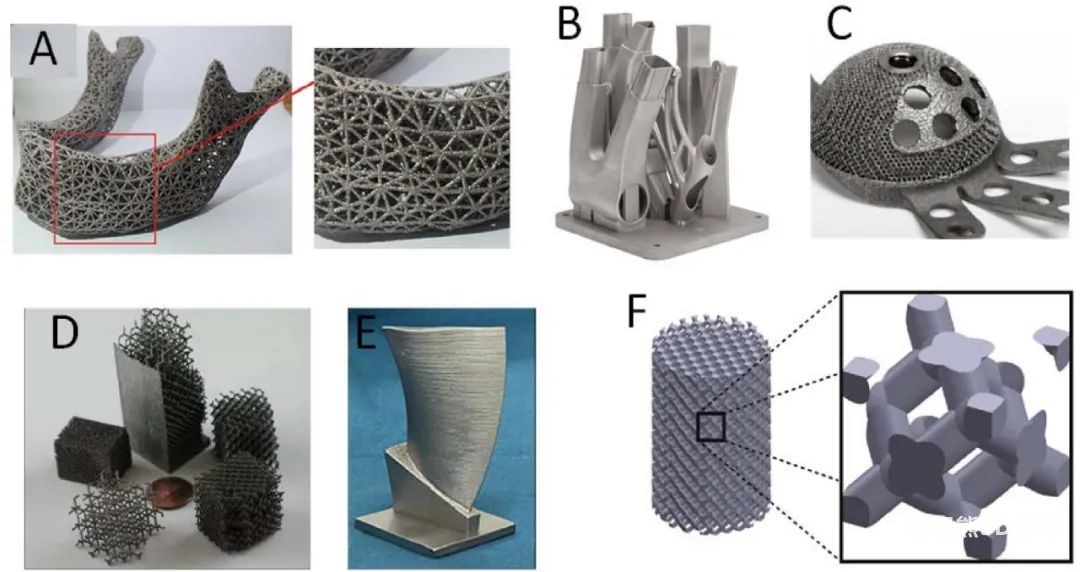
图1 (a)使用EBM生成的3D Ti6Al4V网格,(b)由LPBF生成的部分,(c)由EBM生成的零件,(d)由EBM生成的晶格结构,(e)由DED生成的Ti叶片,(f)由LPF生成的多孔样品。
目前,AM的主要障碍是需要完全理解加工参数与最终零件性能以及材料性能之间的关系。由于打印过程中涉及复杂的热循环,主要是金属零件的性能变化程度非常高。然而,AM和常规生产零件的性能(如残余应力、各向异性和缺陷)几乎没有冶金差异。这些特性仅限于AM,需要针对航空航天应用等高性能要求进行处理,主要是暴露于高温疲劳的部件。
基于致密金属零件的制造,通常使用基于粉末床的方法,如LPBF(激光粉末床熔合)、EBM(电子束加工)和DED(定向能量沉积)。所有这些过程都涉及进料粉末与产生熔池的激光或电子束的相互作用,导致快速熔化和凝固。由于短时间的相互作用和热输入高度集中在一个小区域内,观察到高温度梯度和大冷却速率。由于不可避免的缺陷,零件的机械和疲劳性能将进一步恶化。最终零件的机械性能用于确定AM是否可以被接受,以替代传统的关于所生产零件的服务质量和耐久性的方法。因此,为了进行质量评估,有必要比较AM制造部件和常规制造部件的实际要求和性能。其他AM方法包括BJG(粘合剂喷射)和透镜(激光工程网成形)。在透镜中,金属粉末被注入到由高强度激光束形成的熔池中,以产生零件。
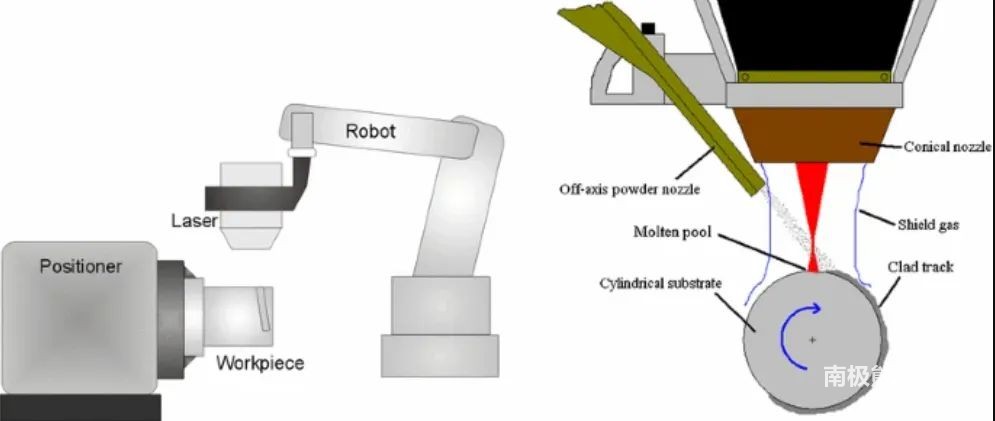
普渡大学的激光熔覆系统和喷嘴配置。
相反,BJG使用相反的原理,即使用粘合剂熔化金属粉末,然后将其暴露于热能。所有方法都有其优缺点,应根据目标进行选择。可使用的材料类型是微分器之一。Debroy等对所有工艺中的不同材料进行了实验,发现LPBF是使用不同材料的最通用方法。随后,LPBF已成为一个有趣的研究课题,主要在生物医学和航空航天行业。撇开这些优点不谈,LPBF方法存在一些挑战。高密度零件和高冷却速率的要求存在,这会影响微观结构。因此,LPBF生产的零件通常具有较差的延展性。其他缺陷,如球化和气孔,也会影响LPBF工艺,尤其是疲劳性能。高冷却速率和温度梯度导致残余应力,显著影响裂纹萌生。
本文重点介绍了LPBF工艺和优化其可制造性的方法。许多工艺参数影响LPBF工艺,因此,可以不同地控制最终零件产品特性。特别注意收集、审查和理解文献科学卷中获得的实验数据,以建立这些输入参数与LPBFed部件特性之间的关系。在本综述文件的后续章节中,还将讨论原料系统在LPBF工艺中的作用。
1.1 技术趋势、更大的构建平台和更多激光器
自20世纪90年代发展以来,激光粉末床聚变(L-PBF)一直在快速转型,主要受航空航天、生物医学、国防和汽车等行业的需求和要求驱动。这种趋势在未来将继续增加,帮助制造商向更具创新性、数字化和高价值的制造业转型。本节讨论了L-PBF技术的现状及其前景。综述了L-PBF技术中的主要新兴主题,包括激光技术突破、新型金属粉末和合金、后处理增强以及最近的自动化和质量控制。
含TiC的功能梯度铬镍铁合金。
1.1.1.提高质量的技术趋势
在所有制造金属的AM方法中,如电子束粉末床熔合、直接能量沉积、粘合剂喷射和薄片层压,LPBF的制造速度最慢。可更换进料室、闭环控制粉末管理、自动粉末筛选、多层并行打印、两轴涂布和多粉末料斗是LPBF打印机的最新进展和未来方向。LPBF打印机设计的另一个进步是使用低光束直径激光器、多激光器、均匀惰性气体流、精确定位系统、高真空系统和传感器以及自动化来提高零件质量。LPBF机器制造商的主要目标之一是提高他们生产的产品的质量。提供均匀一致的惰性气体流的新设计,导致更高的熔合稳定性,是不同机器特性如何影响部件质量的一个例子。
此外,恒定的气流减少了尺寸变化,导致产品具有更严格的公差。最小层厚度是粉末颗粒尺寸和打印机定位系统的直接函数。在构建平台上使用极为精确的定位设备可减少最小层厚度,从而实现10μm的精度和更好的侧面和侧面分辨率。闭环控制(CLC)系统被用作一些现代机器的可选功能,以微调工艺参数,提高部件质量,并改善所生产零件的机械性能和微观结构。
1.1.2 减少生产/制造提前期的技术趋势
降低生产提前期是降低构建总成本的一种有效策略。由于低层厚度和阴影空间,金属的LPBF具有比其他技术(激光熔覆、电子束熔化、电子束自由成形制造、线弧AM和等离子弧AM)更低的构建速率。最近已经实现了各种增强来补偿这个问题。通过使用可调气缸和自主粉末管理系统来减少安装时间并提高生产率,提高了设备使用率。一些企业还提供闭环控制粉末处理和可更换气缸作为创新,以提高生产速度。即使以最大容量打印,圆形平台也可防止粉末分散,并且在整个构建周期内不需要任何粉末填充或卸载。这允许一致的施工过程、减少操作员时间和提高系统安全性。另一种提高机器LPBF性能的技术是在生产线的多个单元上采用标准自动粉末管理系统。通过自动化筛选过程和再循环粉末,减少了人力时间,提高了生产率。多层并行打印是最新的技术,可缩短打印时间,并将打印速度提高到当前方法的100倍。
许多粉末层同时分散在构建表面上,允许激光同时扫描多个位置。采用倾斜重涂机,减少粉末重涂时间,是另一项加快过程的创新。通过采用气密设计和气体循环系统等元件,也可以实现低运营成本。在现代LPBF机器中,具有高达10 m/s的处理速度和超过1000 W的高功率的超快四路激光器提高了构建速度。图2描述了几种机器的激光功率。可以观察到,最近被指定为工业机器的选择性激光熔化(SLM)系统(SLM 800和SLM 500)利用功率为2800W(4700W)的激光,允许更快地印刷较大的部件。GE机器也配备了高功率激光器,可输出高达1500 W的功率,以实现更快的打印。
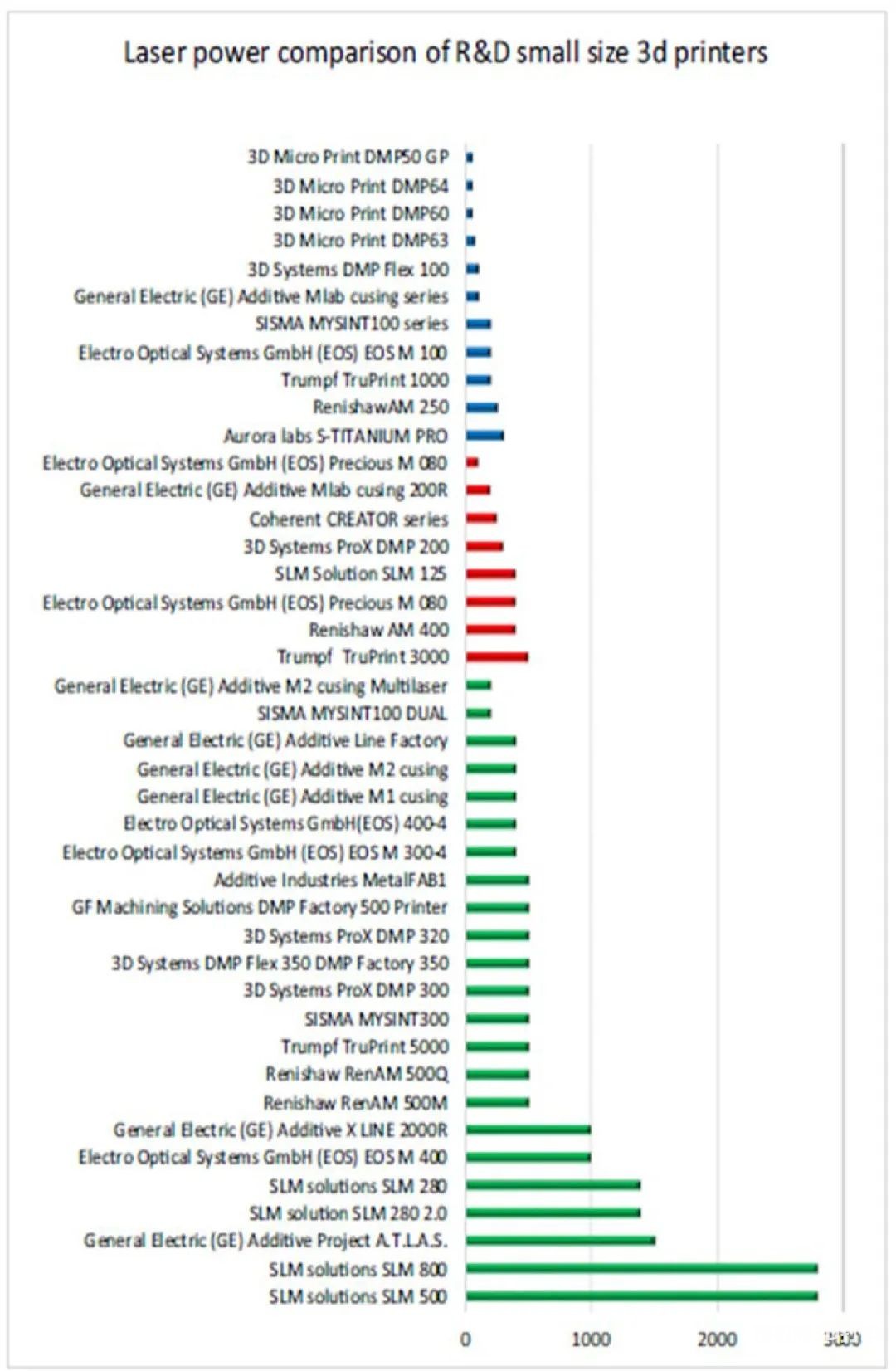
图2 小型机器(蓝色)、中型机器(红色)和重型机器(绿色)的激光功率比较。
增材制造(AM)在多个方面彻底改变了制造业。激光粉末床熔化(LPBF)是一种粉末床熔化AM工艺,由于其对多种材料(包括合金)的多功能性,已被广泛接受。这篇综述主要解释了LPBF工艺的基本原理、几个相互关联参数的科学和技术进展、原料材料、生产性能/缺陷,以及数值模拟的见解,以虚拟地理解工艺行为。特别关注选择性激光计量(LPBFed)性能,通过微观结构形成驱动,从而关注缺陷。本文还讨论了细化微观结构的后处理技术的范围。已确定缺陷在LPBF工艺中至关重要,主要受工艺参数控制。因此,明智地选择、优化的一组参数可以在显著减少缺陷方面发挥关键作用。最后,本文中讨论的数值模拟将有助于研究人员理解LPBF过程。
1.介绍
增材制造(AM),俗称3D打印,已经使制造业从开发概念到生产最终功能部件发生了革命性的变化。它也在推动下一代创新和工程。AM对许多行业产生了显著的影响,因为它使高度复杂和薄壁零件的制造具有成本效益。AM的持续增长引发了对新制造方法的需求,这增加了对加工可靠性的需求,包括基于几何、功能和物理特性的预期用途所需的特定于应用的优化设计。工艺的设计能力通常由计算机软件组成,允许设计者预测每个部件的性能和处理能力,提高设计效率并降低生产成本。AM工艺在计算机辅助设计(CAD)模型的指导下,通过逐步添加薄层材料来制备三维(3D)零件。它允许直接从设计或模型中制造定制或复杂的形状,而无需使用任何昂贵的工具,如模具或冲头,并消除了对许多常规方法和步骤的需要,如更换工具。
采用300 W激光功率和15 mm/s扫描速度在IN 718衬底上沉积(a) 1层和(b) 10层IN 718粉末时的温度分布。激光束扫描方向沿正x轴(c)第十层熔池形状和尺寸和(d)表面张力梯度驱动熔池内金属液循环。
与传统的制造方法不同,复杂的零件(如圆孔或直切口)可以在一个步骤中轻松制造。此外,AM工艺可以减少大量零件,因为不需要任何组件,因为零件是一次性制造的。鉴于上述优点,AM在航空航天、能源、汽车和医疗行业中被广泛使用和首选,以设计和生产高性能零件。与传统方法相比,AM工艺最突出的优点是其生产复杂零件的能力。它通过消除传统的制造工艺(如铸造、锻造或挤压),直接从原料材料中成形。由于其近净成形能力,废物最小化也是AM的最大优势之一。此外,未使用的原料可在AM中重复使用,使其在原料材料上具有灵活性,并具有成本效益。图1为AM生产部件的几个示例。
图1 (a)使用EBM生成的3D Ti6Al4V网格,(b)由LPBF生成的部分,(c)由EBM生成的零件,(d)由EBM生成的晶格结构,(e)由DED生成的Ti叶片,(f)由LPF生成的多孔样品。
目前,AM的主要障碍是需要完全理解加工参数与最终零件性能以及材料性能之间的关系。由于打印过程中涉及复杂的热循环,主要是金属零件的性能变化程度非常高。然而,AM和常规生产零件的性能(如残余应力、各向异性和缺陷)几乎没有冶金差异。这些特性仅限于AM,需要针对航空航天应用等高性能要求进行处理,主要是暴露于高温疲劳的部件。
基于致密金属零件的制造,通常使用基于粉末床的方法,如LPBF(激光粉末床熔合)、EBM(电子束加工)和DED(定向能量沉积)。所有这些过程都涉及进料粉末与产生熔池的激光或电子束的相互作用,导致快速熔化和凝固。由于短时间的相互作用和热输入高度集中在一个小区域内,观察到高温度梯度和大冷却速率。由于不可避免的缺陷,零件的机械和疲劳性能将进一步恶化。最终零件的机械性能用于确定AM是否可以被接受,以替代传统的关于所生产零件的服务质量和耐久性的方法。因此,为了进行质量评估,有必要比较AM制造部件和常规制造部件的实际要求和性能。其他AM方法包括BJG(粘合剂喷射)和透镜(激光工程网成形)。在透镜中,金属粉末被注入到由高强度激光束形成的熔池中,以产生零件。
普渡大学的激光熔覆系统和喷嘴配置。
相反,BJG使用相反的原理,即使用粘合剂熔化金属粉末,然后将其暴露于热能。所有方法都有其优缺点,应根据目标进行选择。可使用的材料类型是微分器之一。Debroy等对所有工艺中的不同材料进行了实验,发现LPBF是使用不同材料的最通用方法。随后,LPBF已成为一个有趣的研究课题,主要在生物医学和航空航天行业。撇开这些优点不谈,LPBF方法存在一些挑战。高密度零件和高冷却速率的要求存在,这会影响微观结构。因此,LPBF生产的零件通常具有较差的延展性。其他缺陷,如球化和气孔,也会影响LPBF工艺,尤其是疲劳性能。高冷却速率和温度梯度导致残余应力,显著影响裂纹萌生。
本文重点介绍了LPBF工艺和优化其可制造性的方法。许多工艺参数影响LPBF工艺,因此,可以不同地控制最终零件产品特性。特别注意收集、审查和理解文献科学卷中获得的实验数据,以建立这些输入参数与LPBFed部件特性之间的关系。在本综述文件的后续章节中,还将讨论原料系统在LPBF工艺中的作用。
1.1 技术趋势、更大的构建平台和更多激光器
自20世纪90年代发展以来,激光粉末床聚变(L-PBF)一直在快速转型,主要受航空航天、生物医学、国防和汽车等行业的需求和要求驱动。这种趋势在未来将继续增加,帮助制造商向更具创新性、数字化和高价值的制造业转型。本节讨论了L-PBF技术的现状及其前景。综述了L-PBF技术中的主要新兴主题,包括激光技术突破、新型金属粉末和合金、后处理增强以及最近的自动化和质量控制。
含TiC的功能梯度铬镍铁合金。
1.1.1.提高质量的技术趋势
在所有制造金属的AM方法中,如电子束粉末床熔合、直接能量沉积、粘合剂喷射和薄片层压,LPBF的制造速度最慢。可更换进料室、闭环控制粉末管理、自动粉末筛选、多层并行打印、两轴涂布和多粉末料斗是LPBF打印机的最新进展和未来方向。LPBF打印机设计的另一个进步是使用低光束直径激光器、多激光器、均匀惰性气体流、精确定位系统、高真空系统和传感器以及自动化来提高零件质量。LPBF机器制造商的主要目标之一是提高他们生产的产品的质量。提供均匀一致的惰性气体流的新设计,导致更高的熔合稳定性,是不同机器特性如何影响部件质量的一个例子。
此外,恒定的气流减少了尺寸变化,导致产品具有更严格的公差。最小层厚度是粉末颗粒尺寸和打印机定位系统的直接函数。在构建平台上使用极为精确的定位设备可减少最小层厚度,从而实现10μm的精度和更好的侧面和侧面分辨率。闭环控制(CLC)系统被用作一些现代机器的可选功能,以微调工艺参数,提高部件质量,并改善所生产零件的机械性能和微观结构。
1.1.2 减少生产/制造提前期的技术趋势
降低生产提前期是降低构建总成本的一种有效策略。由于低层厚度和阴影空间,金属的LPBF具有比其他技术(激光熔覆、电子束熔化、电子束自由成形制造、线弧AM和等离子弧AM)更低的构建速率。最近已经实现了各种增强来补偿这个问题。通过使用可调气缸和自主粉末管理系统来减少安装时间并提高生产率,提高了设备使用率。一些企业还提供闭环控制粉末处理和可更换气缸作为创新,以提高生产速度。即使以最大容量打印,圆形平台也可防止粉末分散,并且在整个构建周期内不需要任何粉末填充或卸载。这允许一致的施工过程、减少操作员时间和提高系统安全性。另一种提高机器LPBF性能的技术是在生产线的多个单元上采用标准自动粉末管理系统。通过自动化筛选过程和再循环粉末,减少了人力时间,提高了生产率。多层并行打印是最新的技术,可缩短打印时间,并将打印速度提高到当前方法的100倍。
许多粉末层同时分散在构建表面上,允许激光同时扫描多个位置。采用倾斜重涂机,减少粉末重涂时间,是另一项加快过程的创新。通过采用气密设计和气体循环系统等元件,也可以实现低运营成本。在现代LPBF机器中,具有高达10 m/s的处理速度和超过1000 W的高功率的超快四路激光器提高了构建速度。图2描述了几种机器的激光功率。可以观察到,最近被指定为工业机器的选择性激光熔化(SLM)系统(SLM 800和SLM 500)利用功率为2800W(4700W)的激光,允许更快地印刷较大的部件。GE机器也配备了高功率激光器,可输出高达1500 W的功率,以实现更快的打印。
图2 小型机器(蓝色)、中型机器(红色)和重型机器(绿色)的激光功率比较。
(责任编辑:admin)

 Himed评估不同喷砂磨料在3
Himed评估不同喷砂磨料在3 粉末粒径可以控制增材制造
粉末粒径可以控制增材制造 Divergent公司以3D打印技
Divergent公司以3D打印技 浙大口腔医学院:生物3D打
浙大口腔医学院:生物3D打 新型类器官样神经血管球促
新型类器官样神经血管球促 推动粘结剂喷射(铸造/金
推动粘结剂喷射(铸造/金最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


