金属3d打印在高压压铸模具上的发展趋势
时间:2023-03-24 15:48 来源:金属3d打印 作者:admin 阅读:次
不论是模具还是铸件,降成本、短交期方面的需求,可能会前所未见的强烈。同时对质量需求还不会降低,甚至更高。从近两年来特斯拉结构件以及BYD动力总成件的情况来看,一方面,模具寿命普遍短于传统车企,铸件良率普遍低于传统铸件,体现出新部件的生产成熟度还有提高空间;另一方面,车企对高集成度压铸件青睐度与日俱增,即便模具寿命低、产品良率低也照样开发,这与汽车销量是直接相关的。
同样是2000+吨级的模具以缸体为例,就算比亚迪寿命仅5万良率80%,丰田寿命20万良率99%,问题多多的比亚迪模具还是王道,毕竟车卖不出去再高的寿命、再高的良率都没有意义。今朝的新能源抛弃油车,就如同当年70年代全球石油危机时,小排量抛弃大排量、底特律从巅峰跌落至鬼城是极为相似的。也就可以理解为何以汽车产业为支柱的湖北,今年如此的“壮士断腕”。
在此趋势下,目前1.2-2元/g的3D打印模具价格,必然还要下降才能满足市场的需求。粉末公斤价下降到100元级,也就是0.1元/g,50元/H的时机费下每小时打印克重如果在125g以上,打印克价就可能来到0.4元/g,那么打印成本就会与进口粉末钢相当,对外报价也会来到0.8-1元/g这个级别。也就是说在一套模具上花费8-10万就可以收获100kg的3D打印部件。
以一体化结构件模具为例,如果善用这8-10万的3D打印部件,对铸件控砂眼、控热平衡、控粘模,对模具优化水路、优化钻孔加工、优化顶杆布置,这些改进对于一套总价1000-1500万的大模具来讲,可能就不仅仅是比较划算,而是非常物超所值了。
可是要实现如此程度的成本压缩,就需要3D打印行业从业人员的共同努力了。与航空航天等大量依赖国家支撑的行业不同,汽车模具是市场化的大规模制造行业,与其相关的模具正是为数不多的能够让金属3D打印行业真正自己养活自己的点。而要在这个点上养活自己,就必须实现规模化,规模化了才能价格合理化。价格越合理化,原本属于传统模具钢和机加工的市场就会越多的转移到3D打印这里。
我们讲3D打印要“从头越”,根源也就在这里。谁能进一步的下探价格,谁就能更好的跟上汽车行业新能源革命的步伐,谁就能获得更多扩大规模、站稳行业脚跟的机会。这与国内目前3D打印行业更多专注于航空航天能源医疗产业、更多研究工作倾向于钛合金、高温合金的趋势其实是很大程度上相反的。下面我们从粉末和打印设备两个方面深入探讨。
打印粉末
在全国的粉末产能中钛合金、高温合金仍是主力,利润上它们也是主力。钢粉不仅次要,而且用于模具的粉仍不是主流,这就表明实际上钢粉特别是用于模具的钢粉仍会有价格下探的空间。模具钢粉中应用于注塑模具的以CX类时效硬化不锈钢为主,应用于压铸模具的以1.2709类(18Ni300)马氏体时效硬化钢为主。这两类粉之所以被优先引入模具行业是因为打印性能优良,不容易裂,对预热要求低。实际上这两类粉本身就是易焊材的常用料。很多焊补公司的所谓“拿手绝活”,正是基于各种渠道获得的时效钢焊条来实现的。
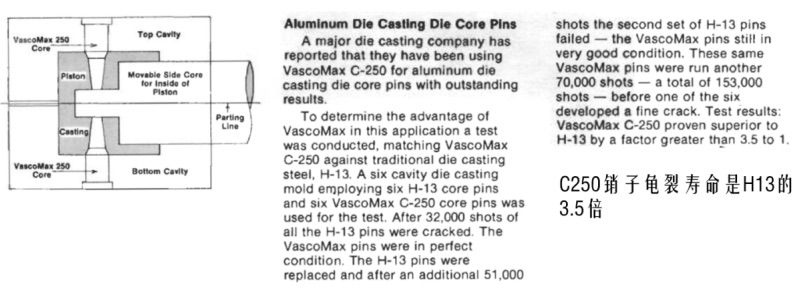
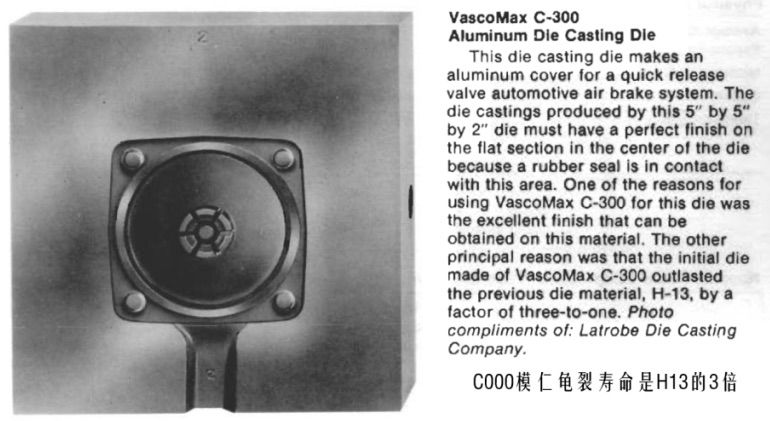
以1.2709为例,北美一般称为C300,作为传统材料其具有不错的韧性以及显著优于H13的抗回火性能,所以早在70年代人们就知道如果用C300、C250做压铸模具,龟裂寿命往往是H13模具的3倍以上。但是因1.2709材料过于昂贵的价格(动辄1000元/kg以上,主要来自昂贵的冶炼成本)使得它基本不可能被大规模应用到商业模具中。借助3D打印以粉末形式重新来到压铸模具市场后,高Ni高Co的合金成分又阻碍了它粉末成本的进一步下降。
很难降到200元/kg以下,除非赔钱做。2709虽然具有优秀的抗回火能力,但是对于3D打印压铸模具来说,并非是第一性能。这是因为首先3D打印模具不是用来提高寿命的,而是借助随形水路用来实现额外功能的。所以模具需要高导热能力以充分发挥随形水路能力、降低水路设计难度,而2709的热导率仅为H13的三分之二以下。其次,当随形水路设计到位后,模具本身的热负荷降低很多,不需要特别高的抗回火能力也能实现较好的寿命。这也就导致了2709导热能力不足、抗回火能力过剩这种尴尬情况,被市场淘汰基本是注定的。
目前市场上的下一代压铸3D打印粉主要是H13类,包括市场钢各类知名钢材制粉如DAC55、Dievar、W350等等,不一而足。合金成本要比2709等时效钢类更低。从钢材分类上来看这些包括H13在内的材料,都属于二次硬化中温高强钢,经550℃以上回火,适用于500℃下仍需要强度的工作环境。相比于300M等低合金高强钢,它们的5Cr成分使之具有极为出色的淬透性及淬硬性,适应大厚度大截面模具的热处理。
但是3D打印模具至少目前来说显然不是大截面的,所以这部分同样存在性能过剩,这部分完全可以通过降低Cr含量而转移到更优秀的导热性上。并且高淬硬性对3D打印成型过程是不利的,易裂,所以这类粉的打印过程一般要比2709等时效钢要慢一些。下一步的开发方向就是如何进一步提高导热性,如何进一步优化可打印性。
粉末种类经过进一步优化后,结合国内的制粉能力,确实有进一步降低粉末成本的可能。届时粉末种类预计也会在不断的迭代中得到明确和统一。
打印设备
国内厂家在开发大型打印设备方面已经领先世界,传统欧洲品牌EOS、SLM式微已极。得益于国家支撑的航空航天等项目,大型设备打印大型构件,国内诸多厂家已经有了相当丰富的实践经验。从技术难度上讲,大量采用复杂网格结构的钛合金、高温合金部件,比只需要做随形水路的3D打印压铸模具要难得多,钛合金天生的低导热使得它的应力累积相关问题也比钢严重得多,各类品控需求在设备端催生出各类监控需求及相关设备、方法,包括但不限于:
声信号―声学传感器―气孔率、裂纹、铺粉高度;
光信号―高速摄像机、光电二极管―粉末熔凝、熔池形貌、交叉污染;
热信号―热像仪、CCD相机―熔池面积、熔池温度、熔池尺寸/飞溅/冷却速率;
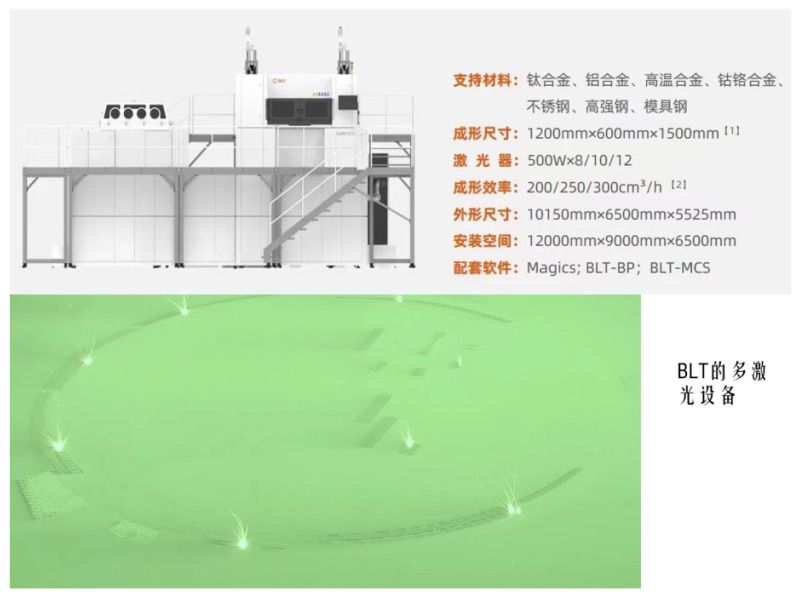
3D打印机的激光源、振镜、风场、程序等等方面已经相当充分的市场化,价格下落很多。涉及品控的上述功能及相关配件、系统,如果是针对特型粉、专一用途例如模具打印的特型机来配套,并且规模化,价格必然是要下探的。也就是讲专机专粉+规模化,必然会将成本进一步下降。3D打印中打印机机时费是粉末之外的最大头,国内包括铂立特、E-Plus在内都推出了10激光的米级通用设备。按每个激光头成型效率15cm3/h计算,10头总共为150cm3/h,一小时约打印1.2kg,专用机不换粉的话机时费目前可到500元/h,相当于克价不到0.42元/g。与上面估算的降低后克价已经很接近了,并且显然如果是特型机的话还有再优化的空间。
所谓特型机就是专门打印模具、或者特定模具部件(镶件、水套、型芯等等)的设备。通用机的设计是要满足打印铝、钛、镍、钢等多种材料、多种部件的需要。所以要多方兼顾、追求通用性。也就必然很难针对专一用途进行优化、降成本。对于模具打印而言,特定的粉末、特定优化的激光、尺寸、基板、刮刀,必然效率要超过通用机,也就会让成本进一步下降,效率进一步提高。
未来趋势
从上面的讨论我们了解到3D打印压铸模具是完全可以进一步降低成本的,甚至我们可能已经远远的看到了追赶传统机加工减材制造的背影。可以想象如果3D打印做模具的总价真的来到0.5元/g,或者说500元/kg这个级别,很多模厂老总们要掏出小本本好好合计下一台设备到底是该投一台NC还是一台3D打印机了。
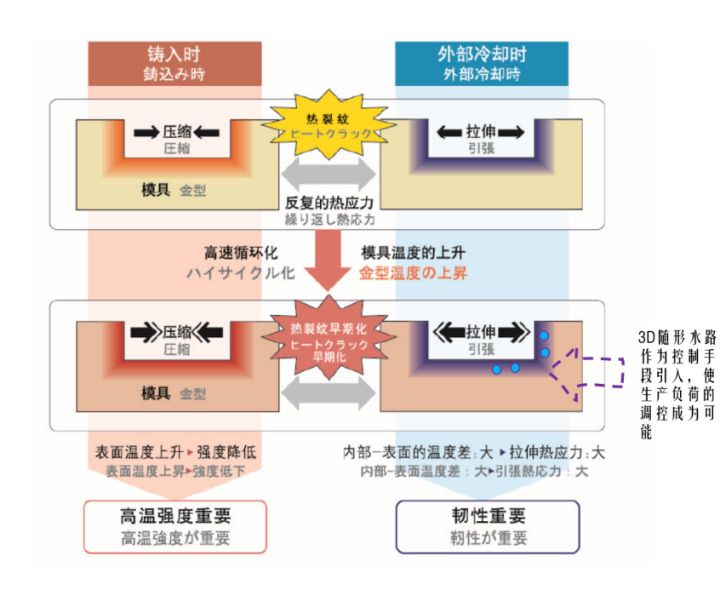
毕竟当价格下来后,3D打印的灵活性优势会被最大程度的发挥出来。这个所谓的灵活性不光是讲随形水路带走热量这一个层面,而是讲模具的性能有机会被控制、从而实现最大的性价比。大家知道模具失效主要有两种,或早或晚总会发生的必然类失效,比如热龟裂;以及受各类因素影响的偶发类失效,比如开裂漏水掉块。在目前汽车新能源革命的场景下,5万模内必然失效程度可接受/不发生偶发失效的镶件,比50万模必然失效程度可接受/不发生偶发失效的镶件要实际得多,性价比高得多。
因为新车迭代太快,就像智能手机刚出来时一样,很多设计半年后就过时,生产工具过长的寿命并无意义甚至是负担。同样为了多余寿命而支出的多余强度、多余韧性、多余价格、多余交期,对于企业来说都是不利的。3D打印借助于随形水路,可以有机会来调控模具的生产负荷,通过合理设计可以使一款经济合适的粉材及打印工艺满足使用需求,也就不必在这些地方再进行额外的支出,从而为企业降本增效。比如原先一个镶件需要PVD来抗粘铝,现在做一个3D件,粘铝5万模内很ok,那么PVD的成本也就节省了。其他方面亦是如此。
同样是2000+吨级的模具以缸体为例,就算比亚迪寿命仅5万良率80%,丰田寿命20万良率99%,问题多多的比亚迪模具还是王道,毕竟车卖不出去再高的寿命、再高的良率都没有意义。今朝的新能源抛弃油车,就如同当年70年代全球石油危机时,小排量抛弃大排量、底特律从巅峰跌落至鬼城是极为相似的。也就可以理解为何以汽车产业为支柱的湖北,今年如此的“壮士断腕”。
在此趋势下,目前1.2-2元/g的3D打印模具价格,必然还要下降才能满足市场的需求。粉末公斤价下降到100元级,也就是0.1元/g,50元/H的时机费下每小时打印克重如果在125g以上,打印克价就可能来到0.4元/g,那么打印成本就会与进口粉末钢相当,对外报价也会来到0.8-1元/g这个级别。也就是说在一套模具上花费8-10万就可以收获100kg的3D打印部件。
以一体化结构件模具为例,如果善用这8-10万的3D打印部件,对铸件控砂眼、控热平衡、控粘模,对模具优化水路、优化钻孔加工、优化顶杆布置,这些改进对于一套总价1000-1500万的大模具来讲,可能就不仅仅是比较划算,而是非常物超所值了。
可是要实现如此程度的成本压缩,就需要3D打印行业从业人员的共同努力了。与航空航天等大量依赖国家支撑的行业不同,汽车模具是市场化的大规模制造行业,与其相关的模具正是为数不多的能够让金属3D打印行业真正自己养活自己的点。而要在这个点上养活自己,就必须实现规模化,规模化了才能价格合理化。价格越合理化,原本属于传统模具钢和机加工的市场就会越多的转移到3D打印这里。
我们讲3D打印要“从头越”,根源也就在这里。谁能进一步的下探价格,谁就能更好的跟上汽车行业新能源革命的步伐,谁就能获得更多扩大规模、站稳行业脚跟的机会。这与国内目前3D打印行业更多专注于航空航天能源医疗产业、更多研究工作倾向于钛合金、高温合金的趋势其实是很大程度上相反的。下面我们从粉末和打印设备两个方面深入探讨。
打印粉末
在全国的粉末产能中钛合金、高温合金仍是主力,利润上它们也是主力。钢粉不仅次要,而且用于模具的粉仍不是主流,这就表明实际上钢粉特别是用于模具的钢粉仍会有价格下探的空间。模具钢粉中应用于注塑模具的以CX类时效硬化不锈钢为主,应用于压铸模具的以1.2709类(18Ni300)马氏体时效硬化钢为主。这两类粉之所以被优先引入模具行业是因为打印性能优良,不容易裂,对预热要求低。实际上这两类粉本身就是易焊材的常用料。很多焊补公司的所谓“拿手绝活”,正是基于各种渠道获得的时效钢焊条来实现的。
以1.2709为例,北美一般称为C300,作为传统材料其具有不错的韧性以及显著优于H13的抗回火性能,所以早在70年代人们就知道如果用C300、C250做压铸模具,龟裂寿命往往是H13模具的3倍以上。但是因1.2709材料过于昂贵的价格(动辄1000元/kg以上,主要来自昂贵的冶炼成本)使得它基本不可能被大规模应用到商业模具中。借助3D打印以粉末形式重新来到压铸模具市场后,高Ni高Co的合金成分又阻碍了它粉末成本的进一步下降。
很难降到200元/kg以下,除非赔钱做。2709虽然具有优秀的抗回火能力,但是对于3D打印压铸模具来说,并非是第一性能。这是因为首先3D打印模具不是用来提高寿命的,而是借助随形水路用来实现额外功能的。所以模具需要高导热能力以充分发挥随形水路能力、降低水路设计难度,而2709的热导率仅为H13的三分之二以下。其次,当随形水路设计到位后,模具本身的热负荷降低很多,不需要特别高的抗回火能力也能实现较好的寿命。这也就导致了2709导热能力不足、抗回火能力过剩这种尴尬情况,被市场淘汰基本是注定的。
目前市场上的下一代压铸3D打印粉主要是H13类,包括市场钢各类知名钢材制粉如DAC55、Dievar、W350等等,不一而足。合金成本要比2709等时效钢类更低。从钢材分类上来看这些包括H13在内的材料,都属于二次硬化中温高强钢,经550℃以上回火,适用于500℃下仍需要强度的工作环境。相比于300M等低合金高强钢,它们的5Cr成分使之具有极为出色的淬透性及淬硬性,适应大厚度大截面模具的热处理。
但是3D打印模具至少目前来说显然不是大截面的,所以这部分同样存在性能过剩,这部分完全可以通过降低Cr含量而转移到更优秀的导热性上。并且高淬硬性对3D打印成型过程是不利的,易裂,所以这类粉的打印过程一般要比2709等时效钢要慢一些。下一步的开发方向就是如何进一步提高导热性,如何进一步优化可打印性。
粉末种类经过进一步优化后,结合国内的制粉能力,确实有进一步降低粉末成本的可能。届时粉末种类预计也会在不断的迭代中得到明确和统一。
打印设备
国内厂家在开发大型打印设备方面已经领先世界,传统欧洲品牌EOS、SLM式微已极。得益于国家支撑的航空航天等项目,大型设备打印大型构件,国内诸多厂家已经有了相当丰富的实践经验。从技术难度上讲,大量采用复杂网格结构的钛合金、高温合金部件,比只需要做随形水路的3D打印压铸模具要难得多,钛合金天生的低导热使得它的应力累积相关问题也比钢严重得多,各类品控需求在设备端催生出各类监控需求及相关设备、方法,包括但不限于:
声信号―声学传感器―气孔率、裂纹、铺粉高度;
光信号―高速摄像机、光电二极管―粉末熔凝、熔池形貌、交叉污染;
热信号―热像仪、CCD相机―熔池面积、熔池温度、熔池尺寸/飞溅/冷却速率;
3D打印机的激光源、振镜、风场、程序等等方面已经相当充分的市场化,价格下落很多。涉及品控的上述功能及相关配件、系统,如果是针对特型粉、专一用途例如模具打印的特型机来配套,并且规模化,价格必然是要下探的。也就是讲专机专粉+规模化,必然会将成本进一步下降。3D打印中打印机机时费是粉末之外的最大头,国内包括铂立特、E-Plus在内都推出了10激光的米级通用设备。按每个激光头成型效率15cm3/h计算,10头总共为150cm3/h,一小时约打印1.2kg,专用机不换粉的话机时费目前可到500元/h,相当于克价不到0.42元/g。与上面估算的降低后克价已经很接近了,并且显然如果是特型机的话还有再优化的空间。
所谓特型机就是专门打印模具、或者特定模具部件(镶件、水套、型芯等等)的设备。通用机的设计是要满足打印铝、钛、镍、钢等多种材料、多种部件的需要。所以要多方兼顾、追求通用性。也就必然很难针对专一用途进行优化、降成本。对于模具打印而言,特定的粉末、特定优化的激光、尺寸、基板、刮刀,必然效率要超过通用机,也就会让成本进一步下降,效率进一步提高。
未来趋势
从上面的讨论我们了解到3D打印压铸模具是完全可以进一步降低成本的,甚至我们可能已经远远的看到了追赶传统机加工减材制造的背影。可以想象如果3D打印做模具的总价真的来到0.5元/g,或者说500元/kg这个级别,很多模厂老总们要掏出小本本好好合计下一台设备到底是该投一台NC还是一台3D打印机了。
毕竟当价格下来后,3D打印的灵活性优势会被最大程度的发挥出来。这个所谓的灵活性不光是讲随形水路带走热量这一个层面,而是讲模具的性能有机会被控制、从而实现最大的性价比。大家知道模具失效主要有两种,或早或晚总会发生的必然类失效,比如热龟裂;以及受各类因素影响的偶发类失效,比如开裂漏水掉块。在目前汽车新能源革命的场景下,5万模内必然失效程度可接受/不发生偶发失效的镶件,比50万模必然失效程度可接受/不发生偶发失效的镶件要实际得多,性价比高得多。
因为新车迭代太快,就像智能手机刚出来时一样,很多设计半年后就过时,生产工具过长的寿命并无意义甚至是负担。同样为了多余寿命而支出的多余强度、多余韧性、多余价格、多余交期,对于企业来说都是不利的。3D打印借助于随形水路,可以有机会来调控模具的生产负荷,通过合理设计可以使一款经济合适的粉材及打印工艺满足使用需求,也就不必在这些地方再进行额外的支出,从而为企业降本增效。比如原先一个镶件需要PVD来抗粘铝,现在做一个3D件,粘铝5万模内很ok,那么PVD的成本也就节省了。其他方面亦是如此。
(责任编辑:admin)

 Himed评估不同喷砂磨料在3
Himed评估不同喷砂磨料在3 粉末粒径可以控制增材制造
粉末粒径可以控制增材制造 Divergent公司以3D打印技
Divergent公司以3D打印技 浙大口腔医学院:生物3D打
浙大口腔医学院:生物3D打 新型类器官样神经血管球促
新型类器官样神经血管球促 推动粘结剂喷射(铸造/金
推动粘结剂喷射(铸造/金最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


