�մ�ճ�������3D��ӡ��������ԭ�Ϸ�ĩ�ʹ�ӡ�����ս�����ܵ�Ӱ��
��ͳ�����켼�����ѽ��մɲ�������ɸ��ӵ���״����������������ø��ٵĹ��߲��Ҹ���Ч��ʹ��ԭ���ϣ����մɲ�������ɼ����κμ�����״��ճ����������ڶ��������칤���о��ж��ص��ۺ����ơ����ȣ���ճ��������У����սṹ����Ҫ��ȷ��֧�Žṹ����Σ�ճ�����������������ģ���������Ž�����ܿ죻����ڹ̽Ჽ���о��ȵ�ʩ���������������ȳ����
Ȼ����3D��ӡ���սᲿ���ĵ��ܶ�������ճ������似�����մɲ����ϵ�Ӧ�á�ͨ����ճ����м�������ĩ����������ղ������ܶȡ�������ĩ��ճ����е�װ�����ܵ���ӡͷ��ճ�����ճ�ȵ����ơ�ͬʱ������γɵĹǼ�Ҳ���谭��һ�����ܻ���
�����������ڿ�Additive Manufacturing ���ǵ�Ceramic binder jetting additive manufacturing: Effects of granulation on properties of feedstock powder and printed and sintered partsһ���У��о��ŶӲ�����һ�����˵��������C�����䶳�����ߴ�ӡ���սᲿ�����ܶȲ����������ܣ�ʹճ�������3D��ӡ�������մ��������췽��ȡ�ý�չ��
 �������ӣ�
�������ӣ�
https://doi.org/10.1016/j.addma.2020.101542
![]() �����Ժ��о�����
�����Ժ��о�����
��ͳ������������Ҫ������ĥ�����������Щ��ǰ���о����ּ��ͨ����������������ղ����Ŀ�϶�ṹ��
�����о�ͨ���������䶳���﷽�������о�����������ͨ����ĥ��������������Ŀ������в�������״���ݽṹ��ͬ��ͨ�������䶳��������Ŀ�������������״�;��Ƚṹ�����Ը���ԭ�Ϸ�ĩ�����ԡ��ս��ԺͿɴ�ӡ�ԣ������������3D��ӡ���սᲿ�����ܶȡ����о��״ν������䶳���\�����뵽ճ����������������У�Ϊ����������ճ���������������ļ��������������ס�
�о��Ŷ���ѡ��ò��ϲ��Ʊ�ԭʼ��ĩ����Һ������ͨ�������䶳���\��������Һ�е�ԭʼ��ĩ��������Ȼ��ֱ��ȡԭʼ��ĩ��������ĩ�������ԺͿɴ�ӡ����ص�ָ�ꡣ
1. ������
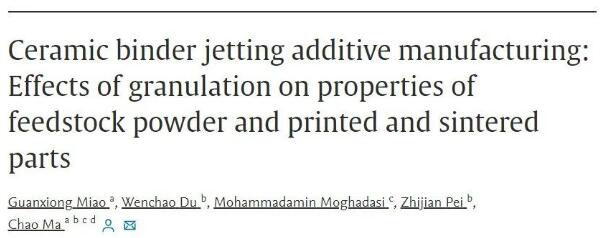
����ԭʼ��ĩ������Һ�����������䶳������ͼ1��ʾ������Һ��0.5��/Сʱ�Ľ����ٶȱ��������������졣Ȼ����ѹ������������Һ������Һ�Σ�ѹ���趨Ϊ0.2bar����Һ�α�����Һ�����ᡣȻ����Щ�䶳Һ��ת�Ƶ��䶳�������У���1.5mbar��ѹ���¶���12Сʱ��Ϊ�˻���ʺ�3D��ӡ�Ŀ����ߴ磬ʹ��ɸ�ֻ�������Ŀ���ɸ�ֵ�53-90��m�ijߴ緶Χ��
 ͼ1 �����䶳���̵�ʾ��ͼ
ͼ1 �����䶳���̵�ʾ��ͼ
ʹ��ɨ�����������ԭʼ��ĩ�Ϳ�������ĩ����̬�ͳߴ�����˱�����ͨ��ʹ��ImageJ����SEMͼ�����������ĩ�����ȷֲ���
2. ������ָ��
�������о��У��������١�������١������ܶȡ���ʵ�ܶȡ���˹�ɱ��ʡ�����ָ���Ͱ�Ϣ�DZ���������ԭʼ��ĩ�Ϳ�������ĩ�������ԡ�
�������ٺ���������ɻ��������ư���ASTM B213-17�������������ܶ��ɻ��������ư���ASTM B212-17����������ʵ�ܶ�����ʵ�ܶȲ����ǰ���ASTM B527-15����������˹�ɱ��ʺͿ���ָ����ͨ�������ܶȺ���ʵ�ܶȼ���õ�����ʹ�û��������Ʋ����˰�Ϣ�ǡ�©�������ڿڴ�����ס��Ȼ����ȫװ����ĩ��֮���÷�ĩ�����������γ�һ��Բ�塣ͨ������Բ��ײ���ֱ����Բ��ĸ߶ȼ��㰲Ϣ�ǡ����еIJ������ظ������Ρ�
3. �ɴ�ӡ��ָ��
ԭʼ��ĩ��������ĩ������ҵճ��������豸3D��ӡ�ġ���̨3D��ӡ���䱸��һ��������ת�Ĺ��ӣ�����ĩ�ӽ�������ɢ������ƽ̨�ϡ�һ�����ٹ�������RBV����װ�ñ��������ٴ�ӡ����ķ�ĩ����
�۴��ܶ��DZ�����ĩ��ӡ���ܵĵ�һ��ָ�ꡣΪ�˲����۴��ܶȣ���ӡ����ÿ�ַ�ĩ�̿����γɺ��Ϊ10���ķ۴����۲��ȱ�ѡΪ���ڿ����ߴ磬��ȷ��û�п�������Ͳ�϶��������ٶȱ�ѡΪ����ٶȣ���Ϊ���ٿ�������߷۴��ܶȡ���������ָ�ɽ������ṩ�ķ�ĩ���빹��ƽ̨��ÿһ���������ɵķ�ĩ���ı��ʡ���ֵԽ����ζ�Ž������ṩ�ķ�ĩԽ�ࡣ��չ����ֵ���趨Ϊ1.4����Ϊ�����������£���ĩ���Ը��������۴������ۺ�Χ��RBV�еķ�ĩ���г��أ��ÿ��߲����۴�����ȡ�ͨ���Է۴��ij��ȺͿ��ȵĶ����˽⣬�õ��˷۴��ܶȡ�
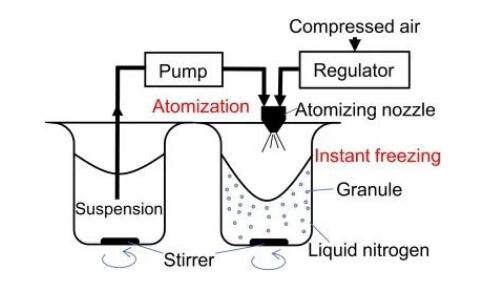
��ӡ���ս�����������ܶ����ں�����ӡ���������ַ�ĩ�ֱ��ӡ���ս�����ߴ�ΪØ6.35��12.7����Բ������Ʒ����35���¹̻�3Сʱ����Ʒ�������Ž����ս���̡��Ž����ս������ͼ2��ʾ��
 ͼ2 �Ž����ս�ſ�
ͼ2 �Ž����ս�ſ�
��ӡ���ս���Ʒ������Ǹ��ݰ�����ԭ��ȷ���ġ�������з���ȷ��ˮ��ȫ�������ŵĿ�϶������Ʒ��ˮ�����3Сʱ����ȴ�����¡���д�����ͨ������Ʒ������ˮ�����������ݵ���Ʒ��������Ȼ���ڽ���Ʒ��ˮ��ȡ������ʪ����ˮ��������ȥ�������ϵ��κ�Һ�κ������ݹ�����Ʒ��������������Щ�����������Ʒ���������ͨ������������Ʒ��������ȷ����ӡ���ս���Ʒ������ܶȡ���������ӡ���ս���Ʒ�ı��ۿ�϶�ʺͷ�տ�϶��.
Ϊ�˱����۽ṹ��3D��ӡ���ս����Ʒͨ���ֶ��������۶ϡ�Ȼ���ý����Ĥ�������ѱ�����ϲ��𣬲���SEM���б�����3D��ӡ���ս���Ʒ����ı�����ò�ù�ѧ�����ǽ��б�����
![]() ͨ���Աȷ���������֤
ͨ���Աȷ���������֤
������֤�ͽ��������Ҫ���öԱȷ���ͨ���Աȷ��������ַ�ĩ�вɼ��������ݣ��ֱ���������ԺͿɴ�ӡ�Խ����жϣ���������������������ղ����ܶȵİ�����
1. ������
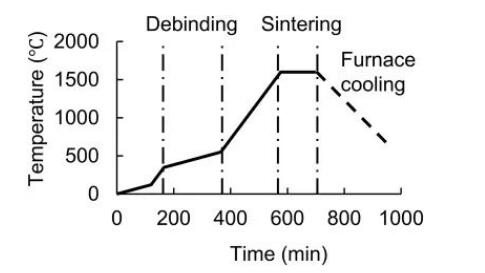
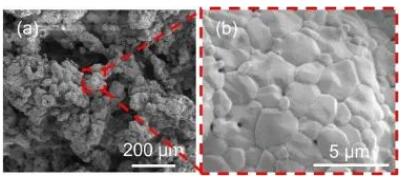
ͼ3��ʾ��ԭʼ��ĩ��������ĩ�İ�Ϣ�ǣ�RA����ԭʼ��ĩ�İ�Ϣ�DZ�������ĩ��ö࣬�������ڿ���֮���Ħ�����ϴ���ֹ����������������»��������������Խϲ
 ͼ3 (a)ԭʼ��ĩ��(b)������ĩ�İ�Ϣ��
ͼ3 (a)ԭʼ��ĩ��(b)������ĩ�İ�Ϣ��
ͨ�������ܶȣ�AD������ʵ�ܶȣ�TD�������/�������١���˹�ɱ��ʣ�HR���Ϳ���ָ����CI��������ԭʼ��ĩ�������۵������ԡ�ԭʼ��ĩ������������������������ģ���Ϊ���������ɵ��������������ơ�����������ָ����ԭʼ��ĩ����ֵΪ���߽��й�һ������������ͼ4�С�
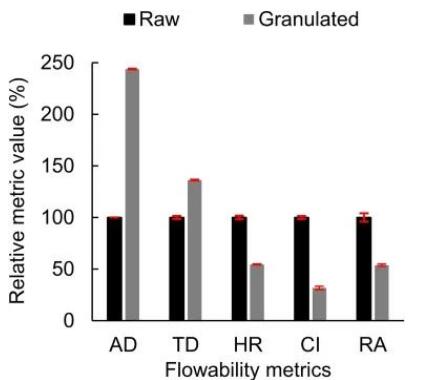 ͼ4 ԭʼ��ĩ��������ĩ�����������ָ��ֵ�������ܶ�AD����ʵ�ܶ�TD����˹�ɱ���HR������ָ��CI�;�ֹ��RA��
ͼ4 ԭʼ��ĩ��������ĩ�����������ָ��ֵ�������ܶ�AD����ʵ�ܶ�TD����˹�ɱ���HR������ָ��CI�;�ֹ��RA��
������ĩ�ı����ܶȱ�ԭʼ��ĩ�ߡ�������Ϊ����ĩ�Ŀ������ھ������������ռ������λ����������ھ���ͨ���ᵼ�����ص��žۡ���Щ��״��������ž��������ɳ�������ڷ�ĩ�����´�������ž�����϶���Ӷ����±����ܶȽ��͡�����ʵ��ԭʼ��ĩ���ܶȱ仯��������ĩ�����ԣ������ԭʼ��ĩ�����ɳ�����Ķѻ����١���˹�ɱȺͿ���ָ���������˱����ܶȺ���ʵ�ܶ�֮��IJ��졣��˹�ɱ��ʻ�ָ������ֵԽ�ߣ�������ĩ�����ɳ�����Ķѻ�Խ�٣����������Խ�͡�
2. �ɴ�ӡ��
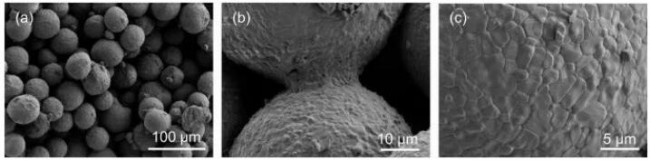
ͼ5��ʾ������ԭʼ��ĩ��������ĩ�γɵķ۴��ı��档��ԭʼ��ĩ�γɵķ۴������Ǵֲڵģ��������϶��Ȼ������������ĩ�γɵķ۴����⻬�;��ȡ�����״��ĩ�ķ۴�������Խ����������״��ĩ���и��õĿɴ�ӡ�ԣ���˸��ʺ���3D��ӡ��
 ͼ5 (a)ԭʼ��ĩ��(b)������ĩ�ķ۴���������
ͼ5 (a)ԭʼ��ĩ��(b)������ĩ�ķ۴���������
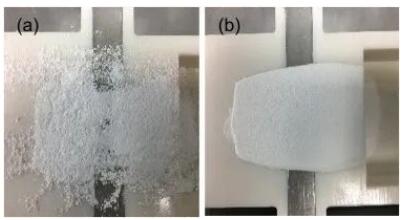
�����ַ�ĩ�Ƴɵ�3D��ӡ���ս���Ʒ��ʾ��ͼ6�С����ڷ۴��������ԭʼ��ĩ��ӡ����Ʒ����Ƚϴֲڣ����ƽ϶ࡣͨ��ʹ��������ĩ��Ϊԭ�ϲ��ϣ�����⻬�Ⱥͳߴ羫�ȶ��õ��˸��ơ�
 ͼ6 ��(a)ԭʼ��ĩ��(b)������ĩ��ӡ���ս����Ʒ
ͼ6 ��(a)ԭʼ��ĩ��(b)������ĩ��ӡ���ս����Ʒ
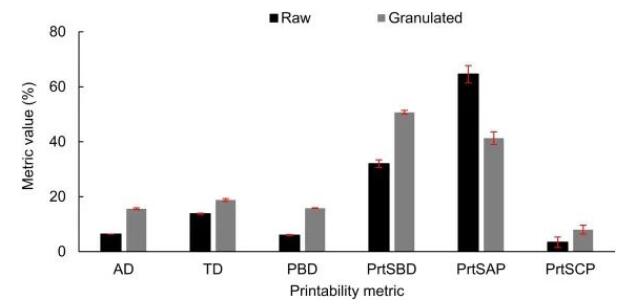
���ַ�ĩ�ķ۴��ܶȣ�PBD������ӡ���ս������ܶȣ�PrtSBD������ӡ���ս�ı��ۿ�϶�ʣ�PrtSAP���Լ���ӡ���ս�ķ�տ�϶�ʣ�PrtSCP����ͼ7��������ĩ�ķ۴��ܶ���ԭʼ��ĩ���������ϡ��������������ĩ�������Խϸ��йء�������ĩ��õ�3D��ӡ���ս�����ܶȱ�ԭʼ��ĩ��50�����ϡ���������������ĩ��ԭʼ����ĩ�ﵽ�ķ۴��ܶȸ��ߡ�����ԭʼ��ĩ����Ʒ���нϸߵı��ۿ�϶�ʣ���������Ϊ��ĩ�������˿�϶�����ս���γ�����ӵĿ�϶������������ĩ����Ʒ���нϸߵķ�տ�϶�ʣ�����������������䶳����Ŀ������ж�ṹ����������ˮ���µ����ڿ����������룬�������ս���ݱ�ɷ�տס�
 ͼ7 ԭʼ��ĩ��������ĩ�Ŀɴ�ӡ��ָ��ֵ
ͼ7 ԭʼ��ĩ��������ĩ�Ŀɴ�ӡ��ָ��ֵ
��ͼ7�п��Կ�������һ�������ǣ����ַ�ĩ�ķ۴��ܶȶ��ӽ���������ܶȣ���С������ʵ�ܶȡ������ܶȺ���ʵ�ܶ�ͨ���������۴��ܶȵ��������ޡ��۴��ܶȽӽ������ܶȵ���ʵ��ζ�Ź�Ͳ�ṩ�����dz����ޣ�������ѹʵ��ĩ��
�������ڽϸߵ������ԣ�������ĩ���ֳ��ϸߵ�3D��ӡ���ս��ܶȣ����ܶ����кܴ�ĸĽ��ռ䡣������ĩʵ�ֵķ۴��ܶȺܵͣ�ԭ���ǿ����ںͿ�����Ŀ�϶�����ڡ�
ͼ8��ͼ9�ֱ���ʾ��ԭʼ��ĩ��������ĩ��3D��ӡ���ս���Ʒ�����ṹ����ͼ8a��9a��ʾ�����ս�ǰ��ԭʼ��ĩ�еĿ���������ѻ��ģ��д�Ŀ�϶����ӣ���������ĩ�еĿ������й��ɵضѻ������������������ĩ����Ʒ�Ĵ�ӡ���ս�����ܶȽϸߵ�ԭ�Ƚ�ͼ8b��9c�еĸ߱��Ŵ�ͼ��������ĩ���۽ṹ��ԭʼ��ĩ���۽ṹ���ơ��ܼ����۽ṹ����������ĩ�������ս��ԡ�
 ͼ8 ԭʼ��ĩ��ӡ���ս���Ʒ���۽ṹ
ͼ8 ԭʼ��ĩ��ӡ���ս���Ʒ���۽ṹ
 ͼ9 ������ĩ��ӡ���ս���Ʒ���۽ṹ
ͼ9 ������ĩ��ӡ���ս���Ʒ���۽ṹ
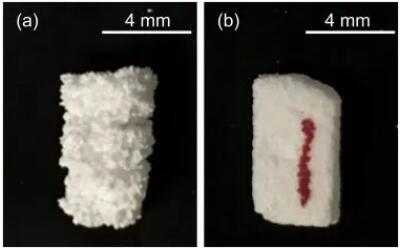
�������ַ�ĩ��3D��ӡ���ս���Ʒ�ı�����ò��ʾ��ͼ10�С�ԭʼ��ĩ��Ʒ�ı���߶ȱ仯��������ĩ��Ʒ��öࡣԭʼ��ĩ��ƷҲ��������ĩ����Ʒ�и���Ŀ�϶��
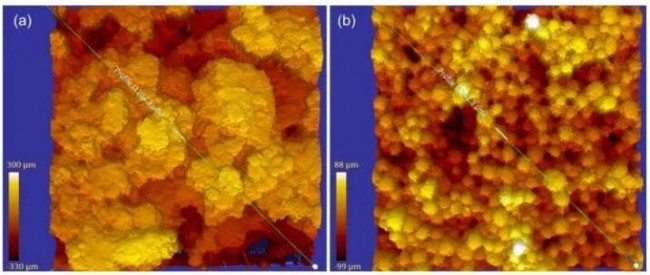 ͼ10 (a)ԭʼ��ĩ��(b)������ĩ�Ĵ�ӡ���ս���Ʒ�ı�����ò
ͼ10 (a)ԭʼ��ĩ��(b)������ĩ�Ĵ�ӡ���ս���Ʒ�ı�����ò
![]() �ܽ�
�ܽ�
���ھ��и߿��ս��ԣ�������������մ�ճ��������������켼���У�����ʵ�ָ��ܶ�3D��ӡ����������ս�������ơ������ڿ�����ճ�����������Բ�谭��������������մ�ճ����������������е�Ӧ�á����о�ͨ�������䶳���ォ���������������������������Ը���������������ԡ��о��Ŷ�ͨ������ԭ�����������������������ԺͿɴ�ӡ�ԣ������߽����˱Ƚϡ�������������������ԭʼ��������и��õ������ԡ�������Խ�������ԣ�������ĩ�γ��˱�ԭʼ����������ܡ����⻬�ķ۴����Ӷ���ø����ܡ����⻬��3D��ӡ���ս���������Щ���Ʊ�����ͨ�������������������Ŀɴ�ӡ�ԡ�
�������Ľ�����ԣ��Զ�������
(���α༭��admin)

��һƪ���ӿտͷɻ���eVTOL�������������ܲ���3D��ӡ�����ĺ��պ���Ӧ��ʵ��
 Himed������ͬ��ɰĥ����3
Himed������ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻҽѧԺ������3D��
����ǻҽѧԺ������3D�� ��������������Ѫ�����
��������������Ѫ����� �ƶ�ճ������䣨����/��
�ƶ�ճ������䣨����/��- ��Himed������ͬ��ɰĥ����3D��ӡ�ѺϽ�
- ����ĩ�������Կ�����������Ͻ��۽ṹ
- ��Divergent��˾��3D��ӡ��������������
- ������ǻҽѧԺ������3D��ӡ��������֯
- ����������������Ѫ����ٽ�Ƥ����ֲ��
- ���ƶ�ճ������䣨����/����/�մɣ�3D��
- �����̻����������3D�����ӡ�ںϣ���״
- ���������������죺���ڿɳ������ӽǵ���
- ���Ϻ��˶������ڶ����������պ��������
- ��3D��ӡ������������ڣ��༶�ṹ������
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ��- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���Ź�ʮ����ʲô��Ф��������������ʵ
- ��������ٺ�ż���ʲô��Ф����һ�����
- ����ͷ¶β��ʲô��Ф����һ�����ȷ��Ф
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ��ĮĮˮ��ɰ�����ʲô��Ф����һ�����
- ��������ٺ�ż�´�һ�����ȷ��Ф����
- ����ͷ¶β�´�һ�����ȷ��Ф����ѡ����
- ��ĮĮˮ��ɰ��ش�һȷ��Ф����ʲô��
- ����������̻�3D��ӡ������������֬�Ŀ�


