Ti-6Al-4V����������ȴ���ʵ�������ǿ�Ⱥ���չ��ƽ��
ʱ�䣺2023-12-18 09:09 ��Դ�������о� ���ߣ�admin �Ķ�����
������״�������������״��ǰ�Ħ¾����Ĵ��ڣ�SLM
Ti-6Al-4V�Ͻ�ͨ�����ֳ�����չ�Ժ������Ļ�е���ܸ������ԡ����ȴ���ͨ������ͨ������״����������ֽ�Ϊƽ��Ħ�+�������������Ļ�е���ܡ��人��ѧ�Ŷ�ϵͳ���о���SLM
Ti-6Al-4V�Ͻ��ڸ����ȴ���ǰ�������֯���������ܡ�
����SLM�����е���㹹�����ʺͼ��ߵ���ȴ���ʣ����������Ʒ�в��ɱ���ػ�����ع��췽����������״�¾����ͺ��и��ܶ�ȱ�ݵļ�ϸ���������塣��¸�����ǿ�ȣ�>1200 MPa��������չ�ԣ�<10%�����Լ���ͬ����֮�������Ļ�е���ܸ������ԡ������۽ṹ����������SLM Ti-6Al-4V��Ӧ�á��ı�¾�������̬���ԵĦ���������ת��Ϊ���ԵĦ�+���������Ч�ػ�����һ���⡣Kumar����ͨ���Ż�SLM���ղ���������=60��m��ɨ����ת=67�㣩�����������Ʒ�л���˶̶�����������״������������е���չ�ԣ�~13%�������ĸ������ԣ�������Ʒ����Ȼ������״�����塣Xu����ͨ��������ƫ�ƾ��루FOD��������0��4mm�ķ�Χ�ڣ�ʵ����������ԭλ�ֽ�Ϊ��ϸƬ״��+������˸�����ǿ�ȣ�1106MPa�����е����쳤�ʣ�11.4%����Fang����]�о��˲�ͬ��������Ʒ���������ܣ��������Ʊ�����Ʒ���ֳ�ǿ�ҵ��������������Ϊ���������ܺ�ʱЧ������SAT���������Լ�����������Ʒ�����з����ϵ��쳤�ʶ�����11%�����������о�ͨ���Ż����ղ�����SAT���������SLM Ti-6Al-4V���ۺ���ѧ���ܣ������������˸������ԣ�����Ʒ�������Ե��ڴ�ͳ����Ti-6Al-400V�Ͻ�
�����۽ṹ���ǿ�ȡ�ģ���Ϊ�������ṩ�������չ�Բ����ͻ�е���ܵĸ�������[���ȼӹ��������˻������ڴ�ͳ�����еĦ�������������Ҫ��Ȼ���������Ա�������SLM���ι����Ǿ�����ս�Եġ�����ļ����о�������ͨ���ʵ����ȴ����ƶȣ�SLM�ѺϽ���Ի�õ����۽ṹ��Zou����ͨ�������ȴ�����SLM Ti-6Al-4V�л���˼�������Ħ�-�������쳤�ʴ�5.2%��ߵ�16.6%����������ṹ���γɹ������˻�����е������ٽᾧ��Zhang����ָ���������ȴ���������Ƭ״���������µ�����ı�������25%�����ڻ������ģ̬�۽ṹ����Ʒ���ֳ�������ۺ���ѧ���ܣ�������ǿ��Ϊ1019MPa���쳤��Ϊ16.3%�����ڴ�ͳ�ѺϽ�Sabban���˺�Chen��������һ�ִ��µ�ѭ���ȴ�����CHT���������Ż��۽ṹ�������ظ��������̿���Ϊ�����������ṩ���������������˻����˫�����ȫ������۽ṹ���������������ߣ�>16%����ǿ�Ƚ������½���>1000MPa����
��ĿǰΪֹ����û�й�����SLM Ti-6Al-4V�Ͻ���ʵ����ģ̬�۽ṹ�ı������ⱻ��Ϊ�ṩ��������ۺϻ�е���ܡ����⣬Ŀǰ���о���Ҫ�����ڵ�һ�ȴ������۽ṹ�����ܵ�Ӱ�죬���ȴ����Ի�е���ܸ������Ե�Ӱ����ٱ�������ˣ�����ϵͳ���о��˵����Ͷಽ�ߵ��£�HLT���ȴ������۽ṹ�ݱ䡢��ѧ���ܺ���������Ϊ��Ӱ�졣�������˦������������Լ�HLT��������ѧ���ܸ������Է�������á�
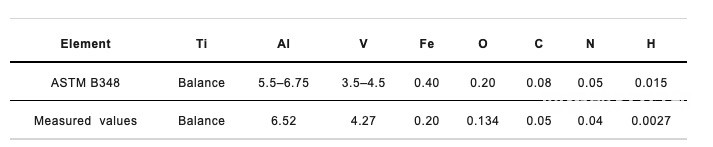
ͼ1a�Cc��ʾ�˷�ĩ����̬�ͳߴ�ֲ�������Ҫ��ֱ����10��45��m֮������ο�����ɣ�������D10��D50��D90�ֱ�Ϊ21.81��m��33.4��m��37.97��m�����⣬�ڽϴ�Ŀ�����ĩ��ż�����Թ۲쵽����ֱ��С��5��m�����ǿ�����ͼ1b����Ti-6Al-4V��ĩ�Ļ�ѧ�ɷ֣�wt.%�����ڱ�1�У������ASTM B348�ı��淶��
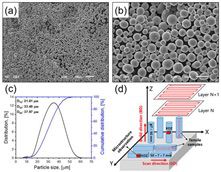
���е�Ti-6Al-4V��Ʒ����ͨ��SLM�����ڸߴ����������������ģ��Է�ֹ�������ڳ���ʵ��Ļ����ϣ����о���ʹ�õ��Ż�SLM���ղ������£������߳ߴ�Ϊ50��m������ʣ�P��Ϊ90W��ɨ���ٶȣ�v��Ϊ450mm/s��ɨ���ࣨh��Ϊ80��m�����t������Ϊ25��m�����õ�����������ܶȣ�E��P/vht����ȷ��Ϊ100J/mm3������Z����ɨ����Դ�ӡÿһ�㣬������������֮�����ת�Ƕ�Ϊ0�㣬��ͼ1d��ʾ������ˮƽ�ʹ�ֱ��Ʒ����������ͬ�������Զ�������ѧ���ܸ������Ե�Ӱ�죨ͼ1d������������Ʒ�ijߴ�Ϊ7��7��50mm����Բ������Ʒ��ֱ��Ϊ7mm���߶�Ϊ50mm�����½���Щ��Ʒ�ֱ��Ϊ��AF-H���͡�AF-V����
Ϊ���о���ͬ�˻��ƶȶ��۽ṹ����ѧ���ܵ�Ӱ�죬�Բ���SLM Ti-6Al-4V��Ʒ�������������͵��ȴ�����һ���ǵ����ȴ�����������Ʒ��700��800��C���¶��±���2Сʱ��Ȼ����п�����ȴ�����ķֱ��Ϊ��HT700���͡�HT800������һ���Ƕಽ��ĸߵ����ȴ�����������Ʒ������950��850��750��650��C���¶���2Сʱ���Լ�����650��C��ȴ�����£�����ͨ��¯��ȴ�����¼�ơ�HLT�������еġ�
ͼ2��ʾ�����Ʊ���Ti-6Al-4V��Ʒ���۽ṹ����״��������������AF��Ʒ�й۲쵽����Ҫ��̬��ͼ2a��������ֳ�SLM�ѺϽ�ĵ�����������ɹ�����SLM�����м������ȴ���ʣ�~103�C108 K/s������������Ti-6Al-4V�Ͻ���������ת��������ٽ���ȴ���ʣ�410 K/s������һЩ��״�����������У����Ϊ10�C90 nm�ĸ��ܶȱ����Ͼ��ƽ�зֲ���ͼ2b��������Ҫ�����۳����¶��ݶȴ�����IJ���Ӧ���ͦ�����ľֲ�Ӧ������ġ�������䡣

EBSD����ͼ��IPF��+ͼ��������IQ��ͼ��ʾ����״��ǰ�¾����ع�������������������״���Ȧ¾�����ƽ������Ϊ88��m��ͼ2c�����������������У����ⲻ���ۻ��˵�ǰ�ķ�ĩ�㣬���Ҵ��˼�����ǰ�̻��IJ㣬ʹ���������ۻ����γ��۳ء����⣬�۳ص����ĺͱ�Ե֮����ڶ��͵����ݶȣ��۳��ڵ�ɢ�ȷ����빹�������෴�����յ�����ǰ�Ħ¾������������������������й㷺���������������ڳ��ι����и��ӵ�����ʷ�����зּ��ṹ����״����������Ƕ����״��ǰ�Ħ¾����У�ͼ2c�����������С����Щ����������ɷ�Ϊԭ�����������������ĴΦ������ϡ���ͼ2c�п��Կ�����������ͬȡ��ij�������������˴�ƽ�У������쵽������ǰ�Ħ¾�������������������ij��ȺͿ��ȷֱ���20�C120��m��1�C2��m��Χ�ڡ�ϸС�Ĵμ�����������ƽ�л�ֱ�ڳ��������������ڷֲ���ͼ2d�����䳤�ȺͿ���������С���ֱ��Ϊ5-15��m��0.4-1��m����������������ij������ڴμ�����������[3]���Ӷ������˺��ߵ����������⣬��EBSDͼ���У������������ָ���ϸ�ĵ����κ��ĴΦ��������塣ͼ2d֤ʵ�������Ͼ��Ĵ��ڣ�����һ�����������Ͼ���Ҫ�����ڳ��������������У���Ҫ�ֲ��ڲ��ִμ������������ڡ�AF��Ʒ�и߽ǶȾ��磨HAGBs���͵ͽǶȾ��磨LAGBs���ı����ֱ�Ϊ88.6%��11.4%��ͼ2e������ƽ��ȡ��KAM��ֵ�����ڹ��Ƽ��α�Ҫλ����GNDs���ܶȡ�ͼ2f��ʾKAM�ķֲ��Dz����ȵģ������κ��ĴΦ����������е�KAMֵ���Ը��ڵ�һ�κ͵ڶ��Φ��������е�KAMֵ������ζ�Ÿ�ϸ�Ħ����������ں��и����ܶȵ�λ����
ͼ3��ʾ���ڲ�ͬ�¶��½��е����ȴ������Ʊ���Ti-6Al-4V��Ʒ���۽ṹ����ͼ3a��d���Կ�����HT700��HT800��Ʒ����Ȼ����ԭʼ����״�߽硣��700��C���˻�2Сʱ���۽ṹ��Ҫ��ϸ��״������ɣ�ͼ3a��b�������⣬��Щ�����������ֳ��ּ��ṹ����Դ��AF��Ʒ�д��ڵIJ�ͬ�ߴ�������塣�����ʹμ��������Ŀ��ȷֱ�Ϊ1.2�C2.3��m��0.6�C1.2��m����AF��Ʒ�����ʾ�����Ĵֻ�����������һ�������࣬���д��������͵Ħ��ȶ�Ԫ�أ�V�������ȴ����¶ȸ���������ֽ��¶ȣ�~400��C��ʱ�����ʼ�ڦ��������徧��ɺˣ��������������������ͬʱ�����ȶ�Ԫ�ز��ϴӦ���/����߽��ų����γɸ���V�����������ཫ�ڸ�����ɺ˲��������������̵���������ֽ�Ϊƽ��Ħ�+���ࡣ������״���߽��γɵ�ϸ�¿�����Ĥ�Ĵ��ڽ�һ��֤ʵ�˦���������ķֽ⣬��ͼ3b��c�еļ�ͷ��ʾ��ͬʱ���ڦ����й۲쵽�����¿�����ͼ3c���������ӵ��γ������ڸ�ʵ���Ʊ���AF��Ʒ�������ྦྷ��ȱ�ݣ����Ͼ���λ����ͼ2�������˻�����У���������������Щ����ȱ�ݴ�������ֵ��ע����ǣ���һЩ����������Ȼ���������Ͼ���ͼ3c����

���ȴ����¶����ӵ�800��Cʱ�����ڳ�ʼ��״������ֽ�����Ĵֻ�������˵��͵�Ƭ״��+���۽ṹ��ͼ3d�Cf����ͬ�������۲쵽�̳��Ԧ���������ķּ������������г����ʹμ��������Ŀ��ȷֱ�Ϊ1.3�C2.4��m��0.8�C1.5��m����HT700��Ʒ��ȣ�HT800�Ħ���Ⱦ���һ���Ĵֻ���������Ϊ�����������˻��¶ȵ����߶����ͣ�ԭ����ɢ������ǿ[17��39]��ƽ�����ԼΪ80nm�Ħ������������ӳ�Ĥ�������Ŧ�-�����߽���������ͼ3e��f�еļ�ͷ��ʾ��AF��Ʒ����ǰ���ڵ������Ͼ���800��C�˻�2Сʱ��δ������������ǰ������һ�¡�ע�⣬������������ࣨGB-����������ǰ�Ħ¾����γɣ�ͼ3d��������ܶ���Ʒ�������쳤�ʲ�������Ӱ��[19]�����⣬���ڦ�Ĥ�ķָһЩ���������ѣ������γ�һЩ�������������ͼ3f��ʾ��
ͼ4��ʾ�˵����ȴ�����Ʒ��EBSD���������IPF+IQͼ֤ʵ��HT700��HT800��Ʒ�д�����ǰ�Ħ¾�����ͼ4a��c���������û�������仯���ֱ�Ϊ85��m��89��m�����ȴ����¶ȵ��ڦ�ת���¶�ʱ��δ�ܽ�Ħ����ڶ����¾��緽�淢�����ã�ʹ��ṹ���Ա�������ˣ�ֻ�е��¶ȳ�����ת���¶�ʱ������������״�ṹ����HT800��Ʒ�У��۲쵽�����������������ǰ�Ħ±߽��γɣ�ͼ4c�������⣬�˻�������HT700��HT800��Ʒ�е�LAGB�ֱ���ٵ�6.37%��6.63%��ͼ4b��d����
���������ȴ��������������Ħ�+�²�״��֯��ֻ�������Ħ���������ת��Ϊ���ᾧ����Ȼ�������ᾧ���ı���̫С�����Ը��������е���ܲ�������Ӱ�졣�����о��������ڲ�ͬ�¶��½��ж���˻������Ч��ʹ�۽ṹ����ˣ������HLT�����������Խ�һ���Ż��۽ṹ��
ͼ5��ʾ��HLT���������Ʊ���Ti-6Al-4V��Ʒ���۽ṹ������HLT������¶ȵ��ڦ�ת���¶ȣ������Ȼ���Թ۲쵽ƽ������Ϊ90��m��ԭʼ��״������ͼ5a����ͼ5b�еĸ߱�BSEͼ�������HLT��������۽ṹ��Ҫ��Ƭ״���̰�״�͵����������ɣ���HT700��HT800��Ʒ��ȷ����������仯����ˣ�ͨ��HLT��������������۽ṹ��Ƭ״����ƽ������Ϊ2��m�����̰��͵�����ĺ�ȷֱ�Ϊ1.6�C2.5��m��3�C6��m���ݺ�ȷֱ�Ϊ~0.37��~0.53�����⣬�ڦ�����֮���γ���ƽ�����Ϊ0.27��m�Ħ²㡣

����SLM�����е���㹹�����ʺͼ��ߵ���ȴ���ʣ����������Ʒ�в��ɱ���ػ�����ع��췽����������״�¾����ͺ��и��ܶ�ȱ�ݵļ�ϸ���������塣��¸�����ǿ�ȣ�>1200 MPa��������չ�ԣ�<10%�����Լ���ͬ����֮�������Ļ�е���ܸ������ԡ������۽ṹ����������SLM Ti-6Al-4V��Ӧ�á��ı�¾�������̬���ԵĦ���������ת��Ϊ���ԵĦ�+���������Ч�ػ�����һ���⡣Kumar����ͨ���Ż�SLM���ղ���������=60��m��ɨ����ת=67�㣩�����������Ʒ�л���˶̶�����������״������������е���չ�ԣ�~13%�������ĸ������ԣ�������Ʒ����Ȼ������״�����塣Xu����ͨ��������ƫ�ƾ��루FOD��������0��4mm�ķ�Χ�ڣ�ʵ����������ԭλ�ֽ�Ϊ��ϸƬ״��+������˸�����ǿ�ȣ�1106MPa�����е����쳤�ʣ�11.4%����Fang����]�о��˲�ͬ��������Ʒ���������ܣ��������Ʊ�����Ʒ���ֳ�ǿ�ҵ��������������Ϊ���������ܺ�ʱЧ������SAT���������Լ�����������Ʒ�����з����ϵ��쳤�ʶ�����11%�����������о�ͨ���Ż����ղ�����SAT���������SLM Ti-6Al-4V���ۺ���ѧ���ܣ������������˸������ԣ�����Ʒ�������Ե��ڴ�ͳ����Ti-6Al-400V�Ͻ�
�����۽ṹ���ǿ�ȡ�ģ���Ϊ�������ṩ�������չ�Բ����ͻ�е���ܵĸ�������[���ȼӹ��������˻������ڴ�ͳ�����еĦ�������������Ҫ��Ȼ���������Ա�������SLM���ι����Ǿ�����ս�Եġ�����ļ����о�������ͨ���ʵ����ȴ����ƶȣ�SLM�ѺϽ���Ի�õ����۽ṹ��Zou����ͨ�������ȴ�����SLM Ti-6Al-4V�л���˼�������Ħ�-�������쳤�ʴ�5.2%��ߵ�16.6%����������ṹ���γɹ������˻�����е������ٽᾧ��Zhang����ָ���������ȴ���������Ƭ״���������µ�����ı�������25%�����ڻ������ģ̬�۽ṹ����Ʒ���ֳ�������ۺ���ѧ���ܣ�������ǿ��Ϊ1019MPa���쳤��Ϊ16.3%�����ڴ�ͳ�ѺϽ�Sabban���˺�Chen��������һ�ִ��µ�ѭ���ȴ�����CHT���������Ż��۽ṹ�������ظ��������̿���Ϊ�����������ṩ���������������˻����˫�����ȫ������۽ṹ���������������ߣ�>16%����ǿ�Ƚ������½���>1000MPa����
��ĿǰΪֹ����û�й�����SLM Ti-6Al-4V�Ͻ���ʵ����ģ̬�۽ṹ�ı������ⱻ��Ϊ�ṩ��������ۺϻ�е���ܡ����⣬Ŀǰ���о���Ҫ�����ڵ�һ�ȴ������۽ṹ�����ܵ�Ӱ�죬���ȴ����Ի�е���ܸ������Ե�Ӱ����ٱ�������ˣ�����ϵͳ���о��˵����Ͷಽ�ߵ��£�HLT���ȴ������۽ṹ�ݱ䡢��ѧ���ܺ���������Ϊ��Ӱ�졣�������˦������������Լ�HLT��������ѧ���ܸ������Է�������á�
ͼ1a�Cc��ʾ�˷�ĩ����̬�ͳߴ�ֲ�������Ҫ��ֱ����10��45��m֮������ο�����ɣ�������D10��D50��D90�ֱ�Ϊ21.81��m��33.4��m��37.97��m�����⣬�ڽϴ�Ŀ�����ĩ��ż�����Թ۲쵽����ֱ��С��5��m�����ǿ�����ͼ1b����Ti-6Al-4V��ĩ�Ļ�ѧ�ɷ֣�wt.%�����ڱ�1�У������ASTM B348�ı��淶��
ͼ1��Ti-6Al-4V��ĩ��a��b����ͬ�Ŵ�������ò�ͣ�c�����ȷֲ�����d�� SLM�ӹ���������Ʒ��ʾ��ͼ��
��1��Ti-6Al-4V��ĩ�Ļ�ѧ�ɷ֣�wt.%����
���е�Ti-6Al-4V��Ʒ����ͨ��SLM�����ڸߴ����������������ģ��Է�ֹ�������ڳ���ʵ��Ļ����ϣ����о���ʹ�õ��Ż�SLM���ղ������£������߳ߴ�Ϊ50��m������ʣ�P��Ϊ90W��ɨ���ٶȣ�v��Ϊ450mm/s��ɨ���ࣨh��Ϊ80��m�����t������Ϊ25��m�����õ�����������ܶȣ�E��P/vht����ȷ��Ϊ100J/mm3������Z����ɨ����Դ�ӡÿһ�㣬������������֮�����ת�Ƕ�Ϊ0�㣬��ͼ1d��ʾ������ˮƽ�ʹ�ֱ��Ʒ����������ͬ�������Զ�������ѧ���ܸ������Ե�Ӱ�죨ͼ1d������������Ʒ�ijߴ�Ϊ7��7��50mm����Բ������Ʒ��ֱ��Ϊ7mm���߶�Ϊ50mm�����½���Щ��Ʒ�ֱ��Ϊ��AF-H���͡�AF-V����
Ϊ���о���ͬ�˻��ƶȶ��۽ṹ����ѧ���ܵ�Ӱ�죬�Բ���SLM Ti-6Al-4V��Ʒ�������������͵��ȴ�����һ���ǵ����ȴ�����������Ʒ��700��800��C���¶��±���2Сʱ��Ȼ����п�����ȴ�����ķֱ��Ϊ��HT700���͡�HT800������һ���Ƕಽ��ĸߵ����ȴ�����������Ʒ������950��850��750��650��C���¶���2Сʱ���Լ�����650��C��ȴ�����£�����ͨ��¯��ȴ�����¼�ơ�HLT�������еġ�
ͼ2��ʾ�����Ʊ���Ti-6Al-4V��Ʒ���۽ṹ����״��������������AF��Ʒ�й۲쵽����Ҫ��̬��ͼ2a��������ֳ�SLM�ѺϽ�ĵ�����������ɹ�����SLM�����м������ȴ���ʣ�~103�C108 K/s������������Ti-6Al-4V�Ͻ���������ת��������ٽ���ȴ���ʣ�410 K/s������һЩ��״�����������У����Ϊ10�C90 nm�ĸ��ܶȱ����Ͼ��ƽ�зֲ���ͼ2b��������Ҫ�����۳����¶��ݶȴ�����IJ���Ӧ���ͦ�����ľֲ�Ӧ������ġ�������䡣
ͼ2:�������SLM Ti-6Al-4V��Ʒ���۽ṹ����a��BSEͼ��b���߱���BSEͼ��c��EBSD����ͼ��IPF��+ͼ��������IQ��ͼ����d���߱���IPF+IQͼ���Լ���e�����磨GB���ͣ�f����c���л�ɫ���߿�ĺ�ƽ��ȡ��KAM����
EBSD����ͼ��IPF��+ͼ��������IQ��ͼ��ʾ����״��ǰ�¾����ع�������������������״���Ȧ¾�����ƽ������Ϊ88��m��ͼ2c�����������������У����ⲻ���ۻ��˵�ǰ�ķ�ĩ�㣬���Ҵ��˼�����ǰ�̻��IJ㣬ʹ���������ۻ����γ��۳ء����⣬�۳ص����ĺͱ�Ե֮����ڶ��͵����ݶȣ��۳��ڵ�ɢ�ȷ����빹�������෴�����յ�����ǰ�Ħ¾������������������������й㷺���������������ڳ��ι����и��ӵ�����ʷ�����зּ��ṹ����״����������Ƕ����״��ǰ�Ħ¾����У�ͼ2c�����������С����Щ����������ɷ�Ϊԭ�����������������ĴΦ������ϡ���ͼ2c�п��Կ�����������ͬȡ��ij�������������˴�ƽ�У������쵽������ǰ�Ħ¾�������������������ij��ȺͿ��ȷֱ���20�C120��m��1�C2��m��Χ�ڡ�ϸС�Ĵμ�����������ƽ�л�ֱ�ڳ��������������ڷֲ���ͼ2d�����䳤�ȺͿ���������С���ֱ��Ϊ5-15��m��0.4-1��m����������������ij������ڴμ�����������[3]���Ӷ������˺��ߵ����������⣬��EBSDͼ���У������������ָ���ϸ�ĵ����κ��ĴΦ��������塣ͼ2d֤ʵ�������Ͼ��Ĵ��ڣ�����һ�����������Ͼ���Ҫ�����ڳ��������������У���Ҫ�ֲ��ڲ��ִμ������������ڡ�AF��Ʒ�и߽ǶȾ��磨HAGBs���͵ͽǶȾ��磨LAGBs���ı����ֱ�Ϊ88.6%��11.4%��ͼ2e������ƽ��ȡ��KAM��ֵ�����ڹ��Ƽ��α�Ҫλ����GNDs���ܶȡ�ͼ2f��ʾKAM�ķֲ��Dz����ȵģ������κ��ĴΦ����������е�KAMֵ���Ը��ڵ�һ�κ͵ڶ��Φ��������е�KAMֵ������ζ�Ÿ�ϸ�Ħ����������ں��и����ܶȵ�λ����
ͼ3��ʾ���ڲ�ͬ�¶��½��е����ȴ������Ʊ���Ti-6Al-4V��Ʒ���۽ṹ����ͼ3a��d���Կ�����HT700��HT800��Ʒ����Ȼ����ԭʼ����״�߽硣��700��C���˻�2Сʱ���۽ṹ��Ҫ��ϸ��״������ɣ�ͼ3a��b�������⣬��Щ�����������ֳ��ּ��ṹ����Դ��AF��Ʒ�д��ڵIJ�ͬ�ߴ�������塣�����ʹμ��������Ŀ��ȷֱ�Ϊ1.2�C2.3��m��0.6�C1.2��m����AF��Ʒ�����ʾ�����Ĵֻ�����������һ�������࣬���д��������͵Ħ��ȶ�Ԫ�أ�V�������ȴ����¶ȸ���������ֽ��¶ȣ�~400��C��ʱ�����ʼ�ڦ��������徧��ɺˣ��������������������ͬʱ�����ȶ�Ԫ�ز��ϴӦ���/����߽��ų����γɸ���V�����������ཫ�ڸ�����ɺ˲��������������̵���������ֽ�Ϊƽ��Ħ�+���ࡣ������״���߽��γɵ�ϸ�¿�����Ĥ�Ĵ��ڽ�һ��֤ʵ�˦���������ķֽ⣬��ͼ3b��c�еļ�ͷ��ʾ��ͬʱ���ڦ����й۲쵽�����¿�����ͼ3c���������ӵ��γ������ڸ�ʵ���Ʊ���AF��Ʒ�������ྦྷ��ȱ�ݣ����Ͼ���λ����ͼ2�������˻�����У���������������Щ����ȱ�ݴ�������ֵ��ע����ǣ���һЩ����������Ȼ���������Ͼ���ͼ3c����
ͼ3����ͬ�Ŵ�����BSEͼ����ʾ��SLM Ti-6Al-4V�ڸ��ֵ����ȴ�������۽ṹ����a�Cc��HT700����d�Cf��HT800��
���ȴ����¶����ӵ�800��Cʱ�����ڳ�ʼ��״������ֽ�����Ĵֻ�������˵��͵�Ƭ״��+���۽ṹ��ͼ3d�Cf����ͬ�������۲쵽�̳��Ԧ���������ķּ������������г����ʹμ��������Ŀ��ȷֱ�Ϊ1.3�C2.4��m��0.8�C1.5��m����HT700��Ʒ��ȣ�HT800�Ħ���Ⱦ���һ���Ĵֻ���������Ϊ�����������˻��¶ȵ����߶����ͣ�ԭ����ɢ������ǿ[17��39]��ƽ�����ԼΪ80nm�Ħ������������ӳ�Ĥ�������Ŧ�-�����߽���������ͼ3e��f�еļ�ͷ��ʾ��AF��Ʒ����ǰ���ڵ������Ͼ���800��C�˻�2Сʱ��δ������������ǰ������һ�¡�ע�⣬������������ࣨGB-����������ǰ�Ħ¾����γɣ�ͼ3d��������ܶ���Ʒ�������쳤�ʲ�������Ӱ��[19]�����⣬���ڦ�Ĥ�ķָһЩ���������ѣ������γ�һЩ�������������ͼ3f��ʾ��
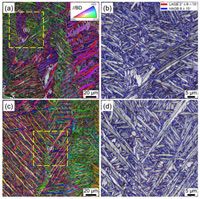
ͼ4��ʾ�˵����ȴ�����Ʒ��EBSD���������IPF+IQͼ֤ʵ��HT700��HT800��Ʒ�д�����ǰ�Ħ¾�����ͼ4a��c���������û�������仯���ֱ�Ϊ85��m��89��m�����ȴ����¶ȵ��ڦ�ת���¶�ʱ��δ�ܽ�Ħ����ڶ����¾��緽�淢�����ã�ʹ��ṹ���Ա�������ˣ�ֻ�е��¶ȳ�����ת���¶�ʱ������������״�ṹ����HT800��Ʒ�У��۲쵽�����������������ǰ�Ħ±߽��γɣ�ͼ4c�������⣬�˻�������HT700��HT800��Ʒ�е�LAGB�ֱ���ٵ�6.37%��6.63%��ͼ4b��d����
ͼ4��SLM Ti-6Al-4V�ڸ��ֵ����ȴ������EBSD IPF+IQͼ��GBͼ����a��b��HT700����c��d��HT800��
���������ȴ��������������Ħ�+�²�״��֯��ֻ�������Ħ���������ת��Ϊ���ᾧ����Ȼ�������ᾧ���ı���̫С�����Ը��������е���ܲ�������Ӱ�졣�����о��������ڲ�ͬ�¶��½��ж���˻������Ч��ʹ�۽ṹ����ˣ������HLT�����������Խ�һ���Ż��۽ṹ��
ͼ5��ʾ��HLT���������Ʊ���Ti-6Al-4V��Ʒ���۽ṹ������HLT������¶ȵ��ڦ�ת���¶ȣ������Ȼ���Թ۲쵽ƽ������Ϊ90��m��ԭʼ��״������ͼ5a����ͼ5b�еĸ߱�BSEͼ�������HLT��������۽ṹ��Ҫ��Ƭ״���̰�״�͵����������ɣ���HT700��HT800��Ʒ��ȷ����������仯����ˣ�ͨ��HLT��������������۽ṹ��Ƭ״����ƽ������Ϊ2��m�����̰��͵�����ĺ�ȷֱ�Ϊ1.6�C2.5��m��3�C6��m���ݺ�ȷֱ�Ϊ~0.37��~0.53�����⣬�ڦ�����֮���γ���ƽ�����Ϊ0.27��m�Ħ²㡣
ͼ5��HLT������SLM Ti-6Al-4V���۽ṹ����a��BSEͼ��b���߱���BSEͼ��c��EBSD IPF+IQͼ����d���߱���IPF+IQͼ����e��GB�ͣ�f����c���л�ɫ���߿��KAM��
(���α༭��admin)

 Himed������ͬ��ɰĥ����3
Himed������ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻҽѧԺ������3D��
����ǻҽѧԺ������3D�� ��������������Ѫ�����
��������������Ѫ����� �ƶ�ճ������䣨����/��
�ƶ�ճ������䣨����/����������
- ��Himed������ͬ��ɰĥ����3D��ӡ�ѺϽ�
- ����ĩ�������Կ�����������Ͻ��۽ṹ
- ��Divergent��˾��3D��ӡ��������������
- ������ǻҽѧԺ������3D��ӡ��������֯
- ����������������Ѫ����ٽ�Ƥ����ֲ��
- ���ƶ�ճ������䣨����/����/�մɣ�3D��
- �����̻����������3D�����ӡ�ںϣ���״
- ���������������죺���ڿɳ������ӽǵ���
- ���Ϻ��˶������ڶ����������պ��������
- ��3D��ӡ������������ڣ��༶�ṹ������
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���Ź�ʮ����ʲô��Ф��������������ʵ
- ��������ٺ�ż���ʲô��Ф����һ�����
- ����ͷ¶β��ʲô��Ф����һ�����ȷ��Ф
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ��ĮĮˮ��ɰ�����ʲô��Ф����һ�����
- ��������ٺ�ż�´�һ�����ȷ��Ф����
- ����ͷ¶β�´�һ�����ȷ��Ф����ѡ����
- ��ĮĮˮ��ɰ��ش�һȷ��Ф����ʲô��
- ����������̻�3D��ӡ������������֬�Ŀ�


