�͵�25Cr��˫���ֵ��������챣���������ѧ����
ʱ�䣺2023-12-27 11:06 ��Դ�������о� ���ߣ�admin �Ķ�����
˫���֣�DSS���������õ���ѧ���ܺ���ʴ�ԣ��ڿ�ѧ��������Խ��Խ�ܵ���ע��Ȼ������ΪDSS�еĺϽ�Ԫ�أ�N��Cr��Mo�ȵĺ����������ӣ������������Ѷȡ��ر��ǣ�NԪ��������Cr2N�����ķ��գ�������ض�DSS�������ԣ�ͬʱ�����ǿ�ȡ�Ϊ�ˣ������һ�ֵ͵�������25Cr��DSS������Ӧ�������칤�ա�
�����о���Ժ�Ŷ��о���N����Ϊ0.09wt.%N�ĵ�N 25Cr��˫���ֵĻ�е���ܣ�����ǿ��Ϊ712MPa���쳤��Ϊ27.5%����V��ȱ�ڳ������Ϊ160J/cm2��˫���֣�DSS����������Ͱ���������ɣ����DZȴ�ͳ�����岻��ֱ��ֳ����ߵ�ǿ�ȣ����봫ͳ�����岻�����ȣ�DSS�и��ߵ�Cr��Mo��NŨ����������ߺ�ͻ������ʴ�ԡ�DSS��ijЩ�����л����ֳ����صĿ����丯ʴ�ԣ�ʹ����ʯ�͡������ͺ������ҵ�в����������300ϵ�а����岻�����ȣ�˫���ֿ��������ƻ���͵ijɱ���ø��ߵ�ǿ�Ⱥ�PRENֵ��
����˫�����������ϱȰ����岻��־���һ�������ƣ����ڹ㷺Ӧ�÷��棬�г���˫������ȫȡ�������岻�����������ս��������������Э�ᣨASTM���ı���ֻ�����������͵�����˫���֣�������˫�����������֡����̺���ȴ�����еĻ�����ȴ���̵����к��Ķ��γ�������γɣ���CrN��Cr2N���������࣬�������Ӱ���е���ܺ���ʴ�ԡ���ʹ����ʹ�ô�ͳ���칤�յĸ��ӽṹӦ���б���˫���ֵ����ܾ�����ս�ԣ�����˫����Ӧ�÷�Χ������Ҫԭ��
���������������켼���ķ�չ������һ�־��м�����ȴ���ʵ��½��������ա�һ���Գ��ͷ���������ģ��֧������������������ӵĽṹ������ͬʱ������������ȴ�����еĦ�������;����ֻ������⡣����������ص���Ч�ؽ����˫�����������ͺͲ�Ʒ��ʽ�����������⡣
���������о��������������ص��о���N�����ϵͣ���0.1wt.%����2507��˫���֣������ü����ĩ�����ڣ�L-PBF�������Ʊ��˾��и�ǿ�ȡ������Ժ��������Ե�25Cr��DSS�����������۽ṹ�ڲ�ͬ�ε��ݱ䣬ͨ�����Ƴɷֺ�ӡˢ������ʵ���˳���ǿ���;���ϸ�������ơ��÷�������Ϊ˫���ֵ�Ӧ���ṩ�������칤�յ�����ɷ��Ż����ԡ�
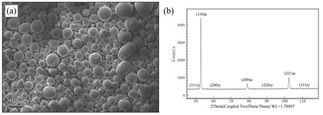
��������������Ʊ��˳ߴ�ֲ�Ϊ15�C50��m��25Cr��DSS��ĩ��ͨ�������ϵ�������ԭ�ӷ��������ICP-AES��������ĩ����Ҫ��ѧ�ɷ֣�������1��ʾ��ͼ1a��ʾ����ɨ�����������SEM���¹۲쵽����̬����ĩ���ֳ��⻬��Բ�Σ�û�����ǿ�������ĩ��X�������䣨XRD�����������ͼ1b��ʾ����ʾ99%�������1%�����������ɣ�δ���к��ࡣ

������ĩ����DLM-280����3D��ӡ���ϵ�ѡ���Լ����ۻ���SLM�����ڸߴ������99.9%���ı��������У���316����ֻ����Ͻ��й������ա�����Ĵ�ӡ�������£��������빦�ʣ�P��Ϊ190W��������ֱ��Ϊ0.1mm����ĩ���ȣ�h��Ϊ0.02mm��ɨ���ࣨt��Ϊ0.1mm��ɨ���ٶȣ�v��Ϊ850mm/s���Լ�ÿ��֮�����45��ǵ�˫��ɨ��ͼ����ʹ�ù�ʽ������������ܶ�Ϊ117.65J/cm3��
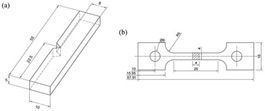
�������������ֱ���1100��1150��1200��C���¶��½��й��ܴ���1Сʱ���ߴ�Ϊ10��10��5mm����������Ʒ���ڱ����۽ṹ���ߴ�Ϊ10 x 60��6mm�ij����Ʒ�ͳߴ�Ϊ20��70��6mm��������Ʒ���ڲ��Ի�е���ܡ�����������������������ճߴ�ֱ���ͼ2a��b��ʾ�����ð�������ˮ��������������ܶ�Ϊ99.87%��
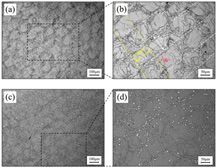
ͼ3a��ʾ��δ���ȴ����Ĺ����������������۽ṹ����ʾ��������״�Ĺ���ṹ��ͼ3b�еķŴ����ͼ���һ����ʾ����Ƕ״����ṹ�Թ����ͼ�����У���С�ṹ��ԪΪ100��m����Ƕ��Ԫ�ĺ����ɽϴ�ľ�����ɣ�����Ե���������ٽᾧ�����Ľ�С������ɡ���Щ��Ԫ�γɵĹ������Ϊ100��m���������������У��˴˳�90��ǡ����������˽ṹ��Ҫ�����������ɨ�跽�������м����߰뾶Ϊ100�ף�ɨ�����ҲΪ100�ס����ڼ��������Ĵ��������ϸߣ����Ե���ķ�ĩ��ȣ������еķ�ĩ���յ���������������º��ĺͱ�Ե֮��ľ����ߴ粻ͬ������һ���ϣ������ߴ�ֲ���о�����ֽϴ������ڲ�����ֽ�С����������ɨ��Ľ��У���һ����ɺ���һ���ĩ��ɨ��·����ǰһ�㴹ֱ90�㡣��һ��ļ�������������һ���̶���Ӱ����ǰһ���Ѿ��γɵĻ��壬���¶��μ��Ⱥ��ٽᾧ�������γ�����״�ṹ��������1200��C���ȴ���1Сʱ����۽ṹ������ͼ3c��ʾ��ֵ��ע����ǣ��ȴ������۽ṹ�е�����״��Ƕ�ṹ������������������ǰ�о��й۲쵽���ȴ���������״�ṹ���ƻ��кܴ�ͬ��ͼ3d��ʾ�ķŴ��۽ṹ������һ�����������ѳ����ڻ�����ľ����ϣ���ʹ��1200��C���ȴ���1Сʱ����ߴ���Ȼ��С�������۽ṹ������Ҫ�����ڶ��صĵ͵���N���ɷ���ơ�
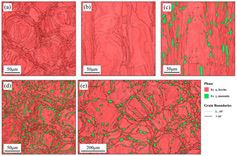
Ϊ�˽�һ�������ȴ���ǰ����۽ṹ������ʹ��EBSD���ȴ���ǰ����ֲ�����ͳ�Ʒ�����ͼ4a��ʾ���ȴ���ǰ������������EBSD��λͼ������Ҫ������������ɡ�����Ҫ������ɨ������еĸ��ºͼ������ȴ�ٶȣ��ⲻ�������������γɺ���ȴ�����г�����ͼ4b��ʾ��δ���ȴ�����ɨ����EBSD��λͼ�����Թ۲쵽��ÿ�������嶼�ѱ������ۻ�Ϊ����ԼΪ100��m�Ĺ���ṹ�����ֹ���ṹ����߳�����ԣ��ԺԴ˽�����ϸ���ۡ�ͼ4c��e�ֱ���ʾ����1200��C���ȴ���1Сʱ��ɨ�������Ͳ������λ�ֲ�ͼ��������������������ľ��紦������һЩ���������������ڵĵͽǶȾ��紦���������Թ۲쵽���ھ����ڵĸ߽ǶȾ����ϳ����İ�����ijߴ����Դ����ڵͽǶȾ����ϳ����İ�����Ĵ�С������Ҫ����Ϊ�߽ǶȾ�����и��ߵ�������Ϊ������Ŀ����κ˺������ṩ�˱�����ͼ4d��ʾ����1100��C�Ľϵ����¶����ȴ���1Сʱ��ɨ��ǰ�ص���ֲ�ͼ�����Է��֣���1200��C��ȣ�����������������ӣ����Ұ������Դ�״ͼ���ֲ�����������ľ����������ڽϵ͵���Һ�¶��£������������̬�������ڽϸ���Һ�¶��µIJ�������״�ֲ���ȷ����������仯��
ͼ5��ʾ���ȴ���ǰ����Ʒ���������ܡ����Թ۲쵽����Ʒ���ȴ���ǰ��״̬�¾��зdz��ߵ�����ǿ�ȣ�920MPa��������ǿ�ȣ�922MPa�������쳤�ʽ�Ϊ2%�������ȴ�������Ʒ���������ܣ����Թ۲쵽��������Һ�¶ȵ����ߣ���Ʒ��ǿ�Ⱥ�����ͬʱ���ӡ���1200��C�¹��ܴ�����ʹ����N������Ϊ0.098%��ֻ�����Ĺ���ǿ��������ǿ���Ըߴ�712MPa����֮ǰ���о��У��������뱾����ȣ�N�������ߣ�2205��2507˫���ֵ�����ǿ�ȣ�������ͨ�����컹���������죬ͨ����600��660 MPa֮�䡣���Ļ�õIJ��Խ����������1200��C�¹��ܴ���1Сʱ����Ʒ������ǿ������������ǰ�о���ʵ������

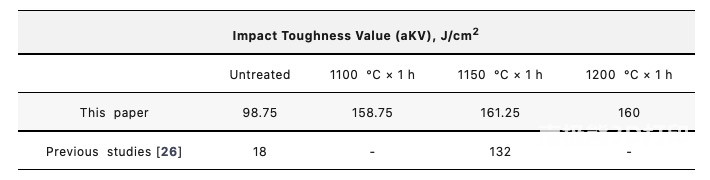
��2��ʾ���ȴ���ǰ����Ʒ�ij������ֵ����������ƹ��յ�2707��BPF��Ʒ�ij�����ܽ����˱Ƚϡ����Թ۲쵽�����о���ʵ��ֵij���������Ը��ڲο��֣�δ������Ʒ�ij������ֵ���Ը��ڲο����������δ���ȴ�������Ʒ����������н����ֳ�2%���쳤�ʣ������DZ��ֳ�������ֵ��ͼ6a�Cc��ʾ�˲�ͬ�߶���δ������Ʒ���ѱ����SEMͼ���صĶ�����̬����������ֵ�ϸߵ���Ҫԭ��ͼ6a�еĺ�۶�����̬���Թ۲쵽����Ʒ�Ķ��ѱ����Ϊ���ࡣ����V��ȱ�ڵ�һ�ࣨ�ϰ�һ�ࣩ��ʾ��������Ľ������ѣ�����һ����ʾ�������۽ṹ���Ƶ���Ƕ״�ṹ��ͼ6b��c�еķŴ�ͼ����������ʾ�˸��ӵĶ�����ʽ����ÿ��С�Ľṹ��Ԫ�У����Ĵ������ֳ��⻬�Ľ��������档�ṹ��Ԫ��Ե��С����������һ�������Ľ�С������ɡ��������С�ľ����ߴ�Ͷ�����沿���谭��������ѹ�ѹ����е���չ���Ӷ�����˿�����ԡ���һ���棬��ǰ��������Ʒ����۽ṹ�����崹ֱ���е���������ɡ�����ֻ��ͨ����Щ�����������ڵĴ������Ѵ������Ӷ��γ���ǰ���������״�ṹ������ƵĶ��ѱ��档��ͬ�����ߴ�Ļ���۽ṹ�Ĺ��棬�Լ�����ṹ��������������ԣ���������Ʒ�ĸ��Ӷ�����ʽ������ֵ��
�ȴ��������Ʒ���ѱ����SEMͼ����ͼ6d�Cf��ʾ��ͼ6d�еĺ��ͼ����ʾ��һ�����й⻬��Ե�Ͳ����Ⱥ��ĵĸ��Ͻṹ��ͼ6e�к�������ķŴ�ͼ����ʾ�˰��Ӻͽ��������ϣ�һЩ��������ʾ������״�ṹ��ͼ6f�ж��ѱ�Ե�ķŴ�ͼ����ʾ�˽����档���ѱ��治ͬ����֮��Ľṹ����������ڶ��ѹ����У�������չ����������Խϲ���յ��¶Գ�����Եĸ��۵IJ�����
δ������Ʒ�ļ���������Ϊ��Ҫ��������δ����״̬�´���������ṹ��ͨ�����������£������������еı����ܽ��Ϊ0.007%�����������0.098%�ĵ����ܽ����������ڣ����ڵ������͵��������徧����䡣���⣬��ӡ�����е��ظ����ȺͿ�����ȴ�ᵼ�������IJ�����Ӧ������Щ���ص���ϵ���δ������Ʒ�����Եͺ�ǿ�ȸߡ�δ������Ʒ��TEM����֤ʵ�������ƶϡ�ͼ7a��ʾ��TEM�߶�����������ڲ��ṹ�����Թ۲쵽��δ������������ڲ��Ǹ߶�����ġ�ͼ7b�еķŴ�ͼ�������ʾ�������徧���ڴ�������ֲ��Ͳ����λ������ʹû�б��Σ�����״̬�µ�������Ҳ���ܵ���������Ӧ������ˣ�ֻ���������Σ�2%���ͻ���ѡ�
��ǰ��������1200��C���ȴ���1Сʱ����Ʒ������ǿ�ȴﵽ712 MPa��ͬʱ�Ա���27.5%���쳤�ʡ����ַ�������ѧ������Ҫ����������ɷ��°�������ص�����̬�������������������ͬ���á��ڽϵ͵���Һ�¶��£������庬���ϸߣ��������������������徧���γ��������������Һ����ϸߵİ����嵼������ǿ�Ƚ��ͣ������ϵĴ�ֲ�����������֮��ı���ʧ�䣬���¶��ѡ��෴���ڽϸߵ���Һ�¶��£������庬���ϵͣ������������徧��ʵ�״��ɢ�ֲ�����ˣ����н�С�ߴ����ɢ�ֲ��İ�������٣���ͨ�������������徧���϶��ڶ�����ǿ�����ã��Ӷ�ʵ����ǿ��ǿ�Ⱥ����ԡ�
���⣬��֮ǰ���о��У�������������Al2O3����ϵͳ��Ҳ�����ǿ�ȡ��ڴ�ͳ�����칤���У������γɵ�Al2O3�ڻ�����ȴ�����������������������������������Ȼ�������������칤���У��������ȴ�ٶ���ֹ����Щ�����γɵ�Al2O3�������������������ճ�Ϊ�����ڻ�е���ܵij�����������о��У�TEM�۲컹��ʾ����ϸ��ɢ��Բ��Al2O3�������ͼ8a��ʾ��ͼ8b�еİ���TEMͼ���ṩ��Al2O3�㷺�仯�ķֲ��ߴ�ĸ�������ͼ��Ϊ�˸��õ�˵������������ͣ�ͼ8c��ʾ�˸������EDSͼ����������ԣ��ڳ������д���Al��OԪ�صľۼ����������͵ij���ǿ��Ҳ����Ʒ�ϸ�����ǿ�ȱ����ԭ��֮һ�����ǻ�ʹ��TEM��������Ʒ��������Ѻ�ľ��ȱ�������ͼ8d��ʾ�˱���״̬��TEMͼ�����д���λ�����������е�СAl2O3�����ﶤ����Al2O3������ϸ��ɢ���λ��֮���������谭���������ڱ��ι����еij�ʼ�˶�����������������ȣ��������ڻ�ø��ߵ�����ǿ�ȡ�
��֮��ͨ��һ�ֶ��صijɷ���ƣ�������2507�д�ͳ��0.24�C0.32%����N���������γ��˶��صİ���������̬��ͬʱ�����˹���ľ���ṹ��������������������ǿ����Ʒ���ֳ�712MPa�ĸ�����ǿ�ȣ�ͬʱ�Ա���27.5%�������쳤�ʡ�
�ڱ��о��У�ͨ��L-PBF�����Ʊ��������������칤�յĵ�N 25Cr��˫���֡��ò�Ʒ���������ǿ�Ⱥ���չ�ԡ���Ҫ�������£�
1.�����ò�ɨ�跽����Ϊ45��IJ���ʱ���������۽ṹ���ֳ��������Ƕ�ṹ���ȴ���ǰ���۽ṹ�ɵ�������������ɡ���1200��C���ȴ������������徧�紦������ɢ��ϸС�İ����壬�������������Ƕ�ṹ��
2.����ĵ͵��ɷ���Ƶ��°�������Ķ�����̬�����������������ǿ�����ã�ʹ���о��е�ʵ������ȴ��������712MPa�ĸ�����ǿ�ȣ�ͬʱ������27.5%�������쳤�ʡ�
3.���������N 25Cr��DSS���������ֳ������V��ȱ�ڳ�����ܣ��ȴ���ǰ������ֵΪ98.75J/cm2���ȴ����������ֵԼΪ160J/cm2��
�������
Maintaining Excellent Mechanical Properties via Additive Manufacturing of Low-N 25Cr-Type Duplex Stainless Steel
�������
https://doi.org/10.3390/ma16227125
�����о���Ժ�Ŷ��о���N����Ϊ0.09wt.%N�ĵ�N 25Cr��˫���ֵĻ�е���ܣ�����ǿ��Ϊ712MPa���쳤��Ϊ27.5%����V��ȱ�ڳ������Ϊ160J/cm2��˫���֣�DSS����������Ͱ���������ɣ����DZȴ�ͳ�����岻��ֱ��ֳ����ߵ�ǿ�ȣ����봫ͳ�����岻�����ȣ�DSS�и��ߵ�Cr��Mo��NŨ����������ߺ�ͻ������ʴ�ԡ�DSS��ijЩ�����л����ֳ����صĿ����丯ʴ�ԣ�ʹ����ʯ�͡������ͺ������ҵ�в����������300ϵ�а����岻�����ȣ�˫���ֿ��������ƻ���͵ijɱ���ø��ߵ�ǿ�Ⱥ�PRENֵ��
����˫�����������ϱȰ����岻��־���һ�������ƣ����ڹ㷺Ӧ�÷��棬�г���˫������ȫȡ�������岻�����������ս��������������Э�ᣨASTM���ı���ֻ�����������͵�����˫���֣�������˫�����������֡����̺���ȴ�����еĻ�����ȴ���̵����к��Ķ��γ�������γɣ���CrN��Cr2N���������࣬�������Ӱ���е���ܺ���ʴ�ԡ���ʹ����ʹ�ô�ͳ���칤�յĸ��ӽṹӦ���б���˫���ֵ����ܾ�����ս�ԣ�����˫����Ӧ�÷�Χ������Ҫԭ��
���������������켼���ķ�չ������һ�־��м�����ȴ���ʵ��½��������ա�һ���Գ��ͷ���������ģ��֧������������������ӵĽṹ������ͬʱ������������ȴ�����еĦ�������;����ֻ������⡣����������ص���Ч�ؽ����˫�����������ͺͲ�Ʒ��ʽ�����������⡣
���������о��������������ص��о���N�����ϵͣ���0.1wt.%����2507��˫���֣������ü����ĩ�����ڣ�L-PBF�������Ʊ��˾��и�ǿ�ȡ������Ժ��������Ե�25Cr��DSS�����������۽ṹ�ڲ�ͬ�ε��ݱ䣬ͨ�����Ƴɷֺ�ӡˢ������ʵ���˳���ǿ���;���ϸ�������ơ��÷�������Ϊ˫���ֵ�Ӧ���ṩ�������칤�յ�����ɷ��Ż����ԡ�
��������������Ʊ��˳ߴ�ֲ�Ϊ15�C50��m��25Cr��DSS��ĩ��ͨ�������ϵ�������ԭ�ӷ��������ICP-AES��������ĩ����Ҫ��ѧ�ɷ֣�������1��ʾ��ͼ1a��ʾ����ɨ�����������SEM���¹۲쵽����̬����ĩ���ֳ��⻬��Բ�Σ�û�����ǿ�������ĩ��X�������䣨XRD�����������ͼ1b��ʾ����ʾ99%�������1%�����������ɣ�δ���к��ࡣ
ͼ1����ĩ��̬������Ϣ����a����ĩSEMͼ��b��XRD����ͼ��
��1��25Cr��DSS��ĩ�Ļ�ѧ�ɷ�1��
ͨ���������շ��ⶨ��S��C��OԪ�ء�
������ĩ����DLM-280����3D��ӡ���ϵ�ѡ���Լ����ۻ���SLM�����ڸߴ������99.9%���ı��������У���316����ֻ����Ͻ��й������ա�����Ĵ�ӡ�������£��������빦�ʣ�P��Ϊ190W��������ֱ��Ϊ0.1mm����ĩ���ȣ�h��Ϊ0.02mm��ɨ���ࣨt��Ϊ0.1mm��ɨ���ٶȣ�v��Ϊ850mm/s���Լ�ÿ��֮�����45��ǵ�˫��ɨ��ͼ����ʹ�ù�ʽ������������ܶ�Ϊ117.65J/cm3��
�������������ֱ���1100��1150��1200��C���¶��½��й��ܴ���1Сʱ���ߴ�Ϊ10��10��5mm����������Ʒ���ڱ����۽ṹ���ߴ�Ϊ10 x 60��6mm�ij����Ʒ�ͳߴ�Ϊ20��70��6mm��������Ʒ���ڲ��Ի�е���ܡ�����������������������ճߴ�ֱ���ͼ2a��b��ʾ�����ð�������ˮ��������������ܶ�Ϊ99.87%��
ͼ2:���ڲ��Ի�е���ܵ������ߴ磺��a����������ߴ磻��b�����������ߴ磨��λ��mm����
ͼ3a��ʾ��δ���ȴ����Ĺ����������������۽ṹ����ʾ��������״�Ĺ���ṹ��ͼ3b�еķŴ����ͼ���һ����ʾ����Ƕ״����ṹ�Թ����ͼ�����У���С�ṹ��ԪΪ100��m����Ƕ��Ԫ�ĺ����ɽϴ�ľ�����ɣ�����Ե���������ٽᾧ�����Ľ�С������ɡ���Щ��Ԫ�γɵĹ������Ϊ100��m���������������У��˴˳�90��ǡ����������˽ṹ��Ҫ�����������ɨ�跽�������м����߰뾶Ϊ100�ף�ɨ�����ҲΪ100�ס����ڼ��������Ĵ��������ϸߣ����Ե���ķ�ĩ��ȣ������еķ�ĩ���յ���������������º��ĺͱ�Ե֮��ľ����ߴ粻ͬ������һ���ϣ������ߴ�ֲ���о�����ֽϴ������ڲ�����ֽ�С����������ɨ��Ľ��У���һ����ɺ���һ���ĩ��ɨ��·����ǰһ�㴹ֱ90�㡣��һ��ļ�������������һ���̶���Ӱ����ǰһ���Ѿ��γɵĻ��壬���¶��μ��Ⱥ��ٽᾧ�������γ�����״�ṹ��������1200��C���ȴ���1Сʱ����۽ṹ������ͼ3c��ʾ��ֵ��ע����ǣ��ȴ������۽ṹ�е�����״��Ƕ�ṹ������������������ǰ�о��й۲쵽���ȴ���������״�ṹ���ƻ��кܴ�ͬ��ͼ3d��ʾ�ķŴ��۽ṹ������һ�����������ѳ����ڻ�����ľ����ϣ���ʹ��1200��C���ȴ���1Сʱ����ߴ���Ȼ��С�������۽ṹ������Ҫ�����ڶ��صĵ͵���N���ɷ���ơ�
ͼ3���ȴ���ǰ�������Ĺ�ѧ������OM��ͼ��a����100���Ŵ������ȴ���ǰ����������b����a������ѡ����ķŴ��۽ṹ����c����1200��c����100���Ŵ����ȴ���1Сʱ���������Լ���d����c������ѡ������ķŴ��ṹ��
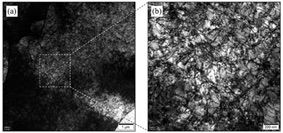
Ϊ�˽�һ�������ȴ���ǰ����۽ṹ������ʹ��EBSD���ȴ���ǰ����ֲ�����ͳ�Ʒ�����ͼ4a��ʾ���ȴ���ǰ������������EBSD��λͼ������Ҫ������������ɡ�����Ҫ������ɨ������еĸ��ºͼ������ȴ�ٶȣ��ⲻ�������������γɺ���ȴ�����г�����ͼ4b��ʾ��δ���ȴ�����ɨ����EBSD��λͼ�����Թ۲쵽��ÿ�������嶼�ѱ������ۻ�Ϊ����ԼΪ100��m�Ĺ���ṹ�����ֹ���ṹ����߳�����ԣ��ԺԴ˽�����ϸ���ۡ�ͼ4c��e�ֱ���ʾ����1200��C���ȴ���1Сʱ��ɨ�������Ͳ������λ�ֲ�ͼ��������������������ľ��紦������һЩ���������������ڵĵͽǶȾ��紦���������Թ۲쵽���ھ����ڵĸ߽ǶȾ����ϳ����İ�����ijߴ����Դ����ڵͽǶȾ����ϳ����İ�����Ĵ�С������Ҫ����Ϊ�߽ǶȾ�����и��ߵ�������Ϊ������Ŀ����κ˺������ṩ�˱�����ͼ4d��ʾ����1100��C�Ľϵ����¶����ȴ���1Сʱ��ɨ��ǰ�ص���ֲ�ͼ�����Է��֣���1200��C��ȣ�����������������ӣ����Ұ������Դ�״ͼ���ֲ�����������ľ����������ڽϵ͵���Һ�¶��£������������̬�������ڽϸ���Һ�¶��µIJ�������״�ֲ���ȷ����������仯��
ͼ4��EBSD��λ�ֲ�ͼ���ȴ���ǰ������
ͼ5��ʾ���ȴ���ǰ����Ʒ���������ܡ����Թ۲쵽����Ʒ���ȴ���ǰ��״̬�¾��зdz��ߵ�����ǿ�ȣ�920MPa��������ǿ�ȣ�922MPa�������쳤�ʽ�Ϊ2%�������ȴ�������Ʒ���������ܣ����Թ۲쵽��������Һ�¶ȵ����ߣ���Ʒ��ǿ�Ⱥ�����ͬʱ���ӡ���1200��C�¹��ܴ�����ʹ����N������Ϊ0.098%��ֻ�����Ĺ���ǿ��������ǿ���Ըߴ�712MPa����֮ǰ���о��У��������뱾����ȣ�N�������ߣ�2205��2507˫���ֵ�����ǿ�ȣ�������ͨ�����컹���������죬ͨ����600��660 MPa֮�䡣���Ļ�õIJ��Խ����������1200��C�¹��ܴ���1Сʱ����Ʒ������ǿ������������ǰ�о���ʵ������
ͼ5���������������ܣ���a��Ӧ��-Ӧ�����ߣ���b����ͬ����״̬�µ�����ǿ�ȡ�����ǿ�Ⱥ��쳤�ʡ�
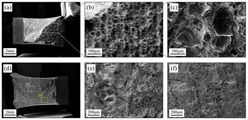
��2��ʾ���ȴ���ǰ����Ʒ�ij������ֵ����������ƹ��յ�2707��BPF��Ʒ�ij�����ܽ����˱Ƚϡ����Թ۲쵽�����о���ʵ��ֵij���������Ը��ڲο��֣�δ������Ʒ�ij������ֵ���Ը��ڲο����������δ���ȴ�������Ʒ����������н����ֳ�2%���쳤�ʣ������DZ��ֳ�������ֵ��ͼ6a�Cc��ʾ�˲�ͬ�߶���δ������Ʒ���ѱ����SEMͼ���صĶ�����̬����������ֵ�ϸߵ���Ҫԭ��ͼ6a�еĺ�۶�����̬���Թ۲쵽����Ʒ�Ķ��ѱ����Ϊ���ࡣ����V��ȱ�ڵ�һ�ࣨ�ϰ�һ�ࣩ��ʾ��������Ľ������ѣ�����һ����ʾ�������۽ṹ���Ƶ���Ƕ״�ṹ��ͼ6b��c�еķŴ�ͼ����������ʾ�˸��ӵĶ�����ʽ����ÿ��С�Ľṹ��Ԫ�У����Ĵ������ֳ��⻬�Ľ��������档�ṹ��Ԫ��Ե��С����������һ�������Ľ�С������ɡ��������С�ľ����ߴ�Ͷ�����沿���谭��������ѹ�ѹ����е���չ���Ӷ�����˿�����ԡ���һ���棬��ǰ��������Ʒ����۽ṹ�����崹ֱ���е���������ɡ�����ֻ��ͨ����Щ�����������ڵĴ������Ѵ������Ӷ��γ���ǰ���������״�ṹ������ƵĶ��ѱ��档��ͬ�����ߴ�Ļ���۽ṹ�Ĺ��棬�Լ�����ṹ��������������ԣ���������Ʒ�ĸ��Ӷ�����ʽ������ֵ��
ͼ6������Ͽڵ�SEMͼ���ȴ���ǰ�����ĶϿ���ò��a����ѡ������b��c������1200�����ȴ���1Сʱ�������ĶϿ���̬��d�����Լ�ѡ������e��f����
��2��V��ȱ�ڳ�����ԡ�
�ȴ��������Ʒ���ѱ����SEMͼ����ͼ6d�Cf��ʾ��ͼ6d�еĺ��ͼ����ʾ��һ�����й⻬��Ե�Ͳ����Ⱥ��ĵĸ��Ͻṹ��ͼ6e�к�������ķŴ�ͼ����ʾ�˰��Ӻͽ��������ϣ�һЩ��������ʾ������״�ṹ��ͼ6f�ж��ѱ�Ե�ķŴ�ͼ����ʾ�˽����档���ѱ��治ͬ����֮��Ľṹ����������ڶ��ѹ����У�������չ����������Խϲ���յ��¶Գ�����Եĸ��۵IJ�����
δ������Ʒ�ļ���������Ϊ��Ҫ��������δ����״̬�´���������ṹ��ͨ�����������£������������еı����ܽ��Ϊ0.007%�����������0.098%�ĵ����ܽ����������ڣ����ڵ������͵��������徧����䡣���⣬��ӡ�����е��ظ����ȺͿ�����ȴ�ᵼ�������IJ�����Ӧ������Щ���ص���ϵ���δ������Ʒ�����Եͺ�ǿ�ȸߡ�δ������Ʒ��TEM����֤ʵ�������ƶϡ�ͼ7a��ʾ��TEM�߶�����������ڲ��ṹ�����Թ۲쵽��δ������������ڲ��Ǹ߶�����ġ�ͼ7b�еķŴ�ͼ�������ʾ�������徧���ڴ�������ֲ��Ͳ����λ������ʹû�б��Σ�����״̬�µ�������Ҳ���ܵ���������Ӧ������ˣ�ֻ���������Σ�2%���ͻ���ѡ�
ͼ7���ȴ���ǰ��Ʒ��TEMͼ��a������ѡ����Ŵ�b����
��ǰ��������1200��C���ȴ���1Сʱ����Ʒ������ǿ�ȴﵽ712 MPa��ͬʱ�Ա���27.5%���쳤�ʡ����ַ�������ѧ������Ҫ����������ɷ��°�������ص�����̬�������������������ͬ���á��ڽϵ͵���Һ�¶��£������庬���ϸߣ��������������������徧���γ��������������Һ����ϸߵİ����嵼������ǿ�Ƚ��ͣ������ϵĴ�ֲ�����������֮��ı���ʧ�䣬���¶��ѡ��෴���ڽϸߵ���Һ�¶��£������庬���ϵͣ������������徧��ʵ�״��ɢ�ֲ�����ˣ����н�С�ߴ����ɢ�ֲ��İ�������٣���ͨ�������������徧���϶��ڶ�����ǿ�����ã��Ӷ�ʵ����ǿ��ǿ�Ⱥ����ԡ�
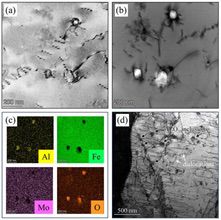
���⣬��֮ǰ���о��У�������������Al2O3����ϵͳ��Ҳ�����ǿ�ȡ��ڴ�ͳ�����칤���У������γɵ�Al2O3�ڻ�����ȴ�����������������������������������Ȼ�������������칤���У��������ȴ�ٶ���ֹ����Щ�����γɵ�Al2O3�������������������ճ�Ϊ�����ڻ�е���ܵij�����������о��У�TEM�۲컹��ʾ����ϸ��ɢ��Բ��Al2O3�������ͼ8a��ʾ��ͼ8b�еİ���TEMͼ���ṩ��Al2O3�㷺�仯�ķֲ��ߴ�ĸ�������ͼ��Ϊ�˸��õ�˵������������ͣ�ͼ8c��ʾ�˸������EDSͼ����������ԣ��ڳ������д���Al��OԪ�صľۼ����������͵ij���ǿ��Ҳ����Ʒ�ϸ�����ǿ�ȱ����ԭ��֮һ�����ǻ�ʹ��TEM��������Ʒ��������Ѻ�ľ��ȱ�������ͼ8d��ʾ�˱���״̬��TEMͼ�����д���λ�����������е�СAl2O3�����ﶤ����Al2O3������ϸ��ɢ���λ��֮���������谭���������ڱ��ι����еij�ʼ�˶�����������������ȣ��������ڻ�ø��ߵ�����ǿ�ȡ�
ͼ8����1200��C���ȴ���1Сʱ��������������������TEM����Ƭ����a��δ����״̬����b����a��C������״̬�İ���ͼ��a��d������״̬�µ�EDSͼ�ס�
��֮��ͨ��һ�ֶ��صijɷ���ƣ�������2507�д�ͳ��0.24�C0.32%����N���������γ��˶��صİ���������̬��ͬʱ�����˹���ľ���ṹ��������������������ǿ����Ʒ���ֳ�712MPa�ĸ�����ǿ�ȣ�ͬʱ�Ա���27.5%�������쳤�ʡ�
�ڱ��о��У�ͨ��L-PBF�����Ʊ��������������칤�յĵ�N 25Cr��˫���֡��ò�Ʒ���������ǿ�Ⱥ���չ�ԡ���Ҫ�������£�
1.�����ò�ɨ�跽����Ϊ45��IJ���ʱ���������۽ṹ���ֳ��������Ƕ�ṹ���ȴ���ǰ���۽ṹ�ɵ�������������ɡ���1200��C���ȴ������������徧�紦������ɢ��ϸС�İ����壬�������������Ƕ�ṹ��
2.����ĵ͵��ɷ���Ƶ��°�������Ķ�����̬�����������������ǿ�����ã�ʹ���о��е�ʵ������ȴ��������712MPa�ĸ�����ǿ�ȣ�ͬʱ������27.5%�������쳤�ʡ�
3.���������N 25Cr��DSS���������ֳ������V��ȱ�ڳ�����ܣ��ȴ���ǰ������ֵΪ98.75J/cm2���ȴ����������ֵԼΪ160J/cm2��
�������
Maintaining Excellent Mechanical Properties via Additive Manufacturing of Low-N 25Cr-Type Duplex Stainless Steel
�������
https://doi.org/10.3390/ma16227125
(���α༭��admin)

��һƪ��NCSA Delta ϵͳ�����˹����ܶ������������ѹ���ݱ����Ԥ��
��һƪ���人��ѧҩѧԺ�������ڿ����飺�ɴ���ʽ�Թ�������Ƭ������ǿ���ɫ��������
��һƪ���人��ѧҩѧԺ�������ڿ����飺�ɴ���ʽ�Թ�������Ƭ������ǿ���ɫ��������
 Himed������ͬ��ɰĥ����3
Himed������ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻҽѧԺ������3D��
����ǻҽѧԺ������3D�� ��������������Ѫ�����
��������������Ѫ����� �ƶ�ճ������䣨����/��
�ƶ�ճ������䣨����/����������
- ��Himed������ͬ��ɰĥ����3D��ӡ�ѺϽ�
- ����ĩ�������Կ�����������Ͻ��۽ṹ
- ��Divergent��˾��3D��ӡ��������������
- ������ǻҽѧԺ������3D��ӡ��������֯
- ����������������Ѫ����ٽ�Ƥ����ֲ��
- ���ƶ�ճ������䣨����/����/�մɣ�3D��
- �����̻����������3D�����ӡ�ںϣ���״
- ���������������죺���ڿɳ������ӽǵ���
- ���Ϻ��˶������ڶ����������պ��������
- ��3D��ӡ������������ڣ��༶�ṹ������
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���Ź�ʮ����ʲô��Ф��������������ʵ
- ��������ٺ�ż���ʲô��Ф����һ�����
- ����ͷ¶β��ʲô��Ф����һ�����ȷ��Ф
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ��ĮĮˮ��ɰ�����ʲô��Ф����һ�����
- ��������ٺ�ż�´�һ�����ȷ��Ф����
- ����ͷ¶β�´�һ�����ȷ��Ф����ѡ����
- ��ĮĮˮ��ɰ��ش�һȷ��Ф����ʲô��
- ����������̻�3D��ӡ������������֬�Ŀ�


