LABPF-��������弤���ĩ���ۻ�����Ϥ��������3D��ӡ����ļ���
2021��7�£�LLNL��������ʵ���ҷ�������ҵSeurat Technologies ����������������� 4100 ����Ԫ�� B �����ʣ��� Capricorn ������Ͷ�����ϴ�ǰ��1350���A�����ʣ���������������5450������Լ�������3.4�ڣ������ּ���������LLNL����ʵ���ҡ�ʹ�ù�Ѱַ�ⷧ��OALV-optically-addressable light valve����Ϊ����ģ��һ���Դ�ӡ���������ĩ��ʹ�ö�·����������������ܺ� Q���ؼ���������ѡ���Ե��ۻ�ÿ�������ĩ����������ͼ������ͨ���������Ѱַ�ⷧ-OALV��ʵ�ֵġ�
���ִ�ӡ�������˿��������ϴ�����������⣬�����Բ��������ڵĽ���3D��ӡ���൱�Ĵ�ӡ���������ҿ��ܳ�Խ����Ľ���3D��ӡ������ͨ����ͶӰͼ�������Ҷ��ݶȵ�������ζ�Ÿ��õؿ��Ʋ���Ӧ���Ͳ����۽ṹ����˾�����ƽ����ӡ���ɣ�����ɣ��Ĵ�ʼ������Georges Seurat����������ļ�������������ɵĻ���������ϵ���أ����ScienceDirect�ϵġ�Physics of large-area pulsed laser powder bed fusion�����ķ�������ȶ�Ϥ�������ԭ��,����Ϊ���-Part3��
 �����Ĵ�������弤���ĩ���ۻ�����3D��ӡ����© Seurat����
�����Ĵ�������弤���ĩ���ۻ�����3D��ӡ����© Seurat����
�����������ĩ�ۻ���ƽ��
3.3 Ӱ�����ս
Ϊ�˻��ƽ̹�����ղ���̬��LABPF-��������弤���ĩ���ۻ��У�������봦�ڽӽ��ۻ����¶ȣ��Ա㼤������������ϸ��������ȴ��ݿ�����Ч���ۻ����档������������������в����㹻�ߵ��¶ȣ��Ա��ڴ������߹�������֮ǰ�����ڽ������Դ����㹻���������ۻ�������ĩ�Լ����ı��档Һ���д���������Ǽ��������ʺ�Һ̬�����������ĺ������ܼ��������ʡ����������;ֲ������ںܴ�̶����ܷ�ĩ�ߴ�Ϳռ�ֲ��Ŀ��ơ�
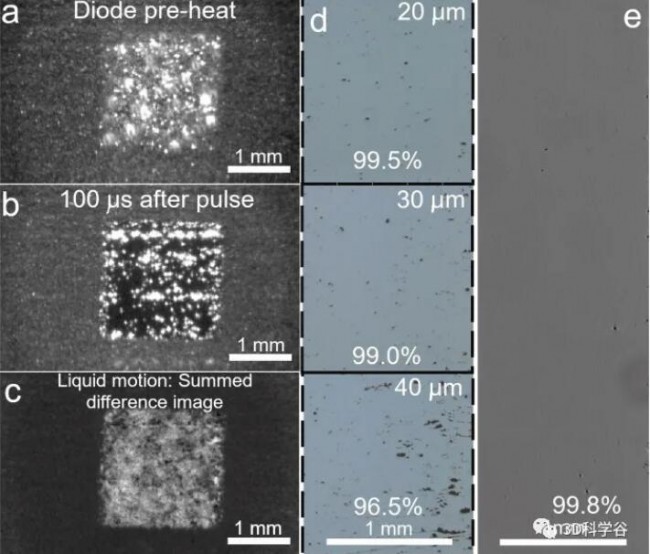
�о���Ա����ͨ����������Ͷ����ܼ��Ȼ�����Щ��ս�ԣ���Ϊ���ڶ�η��䣬��ĩ�е����ձȻ���ߵöࣨ������յ������ȷ�ĩ�� 2-5 ���������ڷ�ĩ�����еĵ����Էdz��ͣ����������Ӵ����٣������ܵ� Nd:YAG ������������ʱ�����ǻ�Ѹ�ټ��ȡ����LABPF-��������弤���ĩ���ۻ������еĴ��ºͶ�����Ԥ������˶����Ҫ���Ծ���������ЩӰ�졣ͨ���Ż���ĩ�ֲ���YAG ��������ʱ����硢���ºͶ����ܼ�������ʱ�䣬����DZ�ڵ�ʵ�ֹ��ոĽ���
LABPF-��������弤���ĩ���ۻ��з�ĩ����Ϳ��ɢ����һ����п��ظ��Ժ;����Եľ�����ս�Ե������籾���е�ģ����ʾ����ĩ��ȵIJ�������ֱ��Ӱ����������Ϊ��ʹ��С�ڻ������չ��ȵķ�ĩֱ����Ȼ����߲�������Ժ;����ԣ��Ӷ�ʹ��ĩ�ܹ��ڵ�������ȫ�ۻ������⣬���ȷֲ��IJ�����ȵؼ����˻������Ӱ��ʹ�㹻�ļ�������Ȼ��塣���֮�£���ͳ�� LPBF �������������ģ������ƣ���ʹ�ù��̶Է�ĩ�ĺ�Ȳ���ô���У����������ٶȺͷɽ�ЧӦΪ���۵ġ�
�������������������ܼ����������弤���������߶����������ı�������̵�ʱ�䶯̬������Ӧ��ͬ�Ĵ�ӡҪ��������� Nd:YAG �����������ʱ�䣬����������Ч������ȡ�Ӧ��ע����ǣ��������ۻ�֮��ľ����ڸ��������峤���±�ø�ǿ��������Ҫ�������������Ե���������IJ�ʵ����ͬ�̶ȵ��ۻ�����ˣ����Ʒ�ĩ�ߴ�����Ǹ�ʵ�õĽ��������
����LABPF-��������弤���ĩ���ۻ������е�������ȷdz�dz��~10 ��m��ͨ����������ģ���ʵ����֤������˼�����Һ��������������ܵ�������������˶�������ͳ LPBF ���յ�����ۻ��ᵼ�´��Һ�岨��������������ķɽ�����������ں�������ͨ���е���ȱ�ݣ�����ȱ���ںϿף������ջ����ƻ�е���ܡ�
LABPF-��������弤���ĩ���ۻ�����û�����Ե�Һ��ɽ�����ͺ��ٵķ�ĩ�˶�����������ʮ��������Ƶ��������ͬ����û��Һ��ɽ��ƺ��Ǹù��յ���Ҫ�ŵ㡣��Ȼ�����ڵ��͵� LPBF ���Ż�ʵ�ָ��ܶȵIJ�����������ɽ�������Ȼ�ᵼ��ȱ�ݡ������弤���ۻ������У�һ���Ż��˹�������������ɽ��¼�����ȱ�ݵĿ����Ժ�С���Ӷ������� LPBF �в���ȱ�ݵij���ԭ��
LABPF-��������弤���ĩ���ۻ������л��ĵ�dz�ۻ�����һЩ������ŵ㡣���ڴ�ͳ�� LPBF ���۳�ͨ���ڻ����ϲ� 50�C100 µm �����У����ṩ���ܶȹ������ϣ���˻�����ϻ����ۻ������ۣ���Ҫ���������������빹���������ij�������������߲���Ӧ�������Ա��Σ������츴�����ʱ�ᵼ�±��β���������ľ��ȡ�
LAPBF �����ۻ���ǰ�����IJ㣬����С���²��ȣ����Լ 10 ��m����ˣ�������ͬ�ļ���Ч�ʣ����幤�ս�ʹ�ñȴ�ͳ LPBF �ٵö���������ϵ͵��������뽫��ʡ��Դ����������������Ӧ���ϵ͵����������ֵ�ó�����ע��̽������
�������ͳ�� LPBF �����ڲ��Ϸе��ӽ��е�ʱ���У���ʹ���еȼ����Ҳ�����۳��в����������ơ�������֪���������¶ȳ�ָ����ϵ�������Ƿɽ����̳�������������Ĺؼ��������ء�
ͨ��ʹ��LABPF-��������弤���ĩ���ۻ����¶�ƽ�����ӽ����ϵ��۵㣬��˴��������̻Ҳ�����
![]() 4 �ܽ������
4 �ܽ������
ʹ�ø��ٳ���Ͷ�������ģ���о���LABPF-��������弤���ĩ���ۻ����յ�����ѧ��ģ�⿼�������¶���صIJ������Ժ���ռ���صļ������գ�����ϸ�˽��������ۻ����̣������������ù����Ա����γɿ�϶����ĩ���ۻ�����������������ѹ��������ϵ������ж��ڹ̽�����з�������Ҫ���á�
LABPF-��������弤���ĩ���ۻ����չ����У��������嵽���û�в������䣬���봫ͳ��LPBF��ͬ����ĩ��Һ�������dz����ġ���ĩ���������ĵ�ﵽ�е㣬����ѹ����ʹ����Һ�α�ƽ����������Һ��֮���γɾ������˺����۽�/�̽ᣬ���ڽ����ۻ�����Ļ��IJ���ʪ��Щ����
����LABPF-��������弤���ĩ���ۻ������еļ�������̣����������µķ�ĩֻ���ۻ���һ����ȣ���ֱ����ĩ����������ȫ�ۻ������ݷ�ĩ�Ĵ�С�ͷֲ������ĵ�ijЩ������ܻᱻ�����ּ����������ۻ����������DZ�����������ķ�ĩ�ڱζ�û���ۻ��������δ�ۻ������������γ������ú��������Ŀ�״��������Ϊ��ʵ�ָ����������ܶȵĹ�������Ҫƽ̹�IJ���̬��
���ھֲ��¶��ݶȣ�Marangoni ���ƺ�ͨ�����¸��ߵIJ����������Ӿ�������Ͱ��������IJ�����ͨ��ģ����ʾ��С��ĩֱ���ͱ����Ȼ�����������IJ㣬��Ϊͨ�������������Ч�ؼ��Ȼ��壬���������ڷ�ĩ�ۻ����沢����������ƽ̹��̬���ظ���Щ������ʵ�鵼�¹�������> 99.8% �������ܶȡ�
LABPF-��������弤���ĩ���ۻ������������� AM-�������� ������ʱ�䣬���ַ������ƹ㵽�κ��ۻ��Ͷ���IJ��ϣ���������������ǵ� 316L���������о��У�����������������еļ�����Ȼ����ͨ�����Ʒ�ĩ�ߴ�Ͳ�ù��տ�����Ч��������������������Ը�����ٶȹ������ܶȲ��������⣬�������� LAPBF �����ܹ��ڴ�ӡ�����л���ÿ�����ظı����峤�Ⱥͳ���ʱ�䡣�����������Ŀ����п��ܽ�һ�������۳ء���ȴ/�������ʡ��۽ṹ��ɡ�����ȡ��Ͳ���Ӧ���ļ��ᡣ
![]() ͻ�ƴ�������������ҵ�ռ�
ͻ�ƴ�������������ҵ�ռ�
�����3D��ӡ-��������ֻռ�г���һС���֣���Ҫ������ҽ�ƺͺ��պ�������ĸ�ֵӦ�á������ڴ�ͳ���켼������Щͨ���Ѿ��ܰ���ģ����и�����Ҫ��������Ϊ��ͳ���������켼���ṩ���������ҵ������
����3D��ѧ�ȵ��˽⣬Seurat�������ӡ����ͻ�������еĵ����ɱ��ϰ����뵱����������켼����ȣ���һ��ϵͳ�ijɱ��Ѿ������� 50%��Ȼ��������3D��ѧ�ȵ��˽⣬Seurat���صļ���ԭ���п��ܽ�һ�����ͳɱ���Seuratδ������������Ŀ���ǵ� 2030������ɱ�Ӯ����ͳѹ�����գ��⽫��־�����������Ϊ����������ͻ�ơ�
����3D��ѧ�ȵ��˽⣬Seuratͨ����һ����������ɱ������������г���ʹ��Seurat��һ����������ʵ��Լ 300 ��Ԫ/���������ɱ��������ʹ�г���ģ����һ����Ԥ��Seurat 2024 ���Ƴ��ĵڶ���ϵͳ�Լ� 2027 ��� 2030 ��ĺ���ϵͳ�������ı���Ϸ����Seurat��GenX ������ɱ������� 25 ��Ԫ/�������£��Ӷ���������Ľ��������г���
������Science Direct�����ĵĽ��ܣ�Seurat�ĺ���LABPF-��������弤���ĩ���ۻ����տ���ͨ���ı����峤�Ⱥͳ���ʱ�䣬��һ�������۳ء���ȴ/�������ʡ��۽ṹ��ɡ�����ȡ��Ͳ���Ӧ���ļ��ᡣ
�������LABPF-��������弤���ĩ���ۻ����վ߱�ǿ������ҵ���ռ�ı���ԭ���ṩ��ģ��������Ҫ��Ч�ʺ;����ԣ���������������Ҫ�ķֱ��ʺ�������
(���α༭��admin)

��һƪ��Biofabrication������ͶӰʽ��̻�3D��ӡ��������������ﷴӦ��
 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


