���ºϽ�Ŀ������������ԣ������յ����ɵ����ס���ȴ���ʺͽ�������(2)
ʱ�䣺2022-01-07 14:13 ��Դ�����ռ������� ���ߣ�admin �Ķ�����
4.���ۣ���������Ŀ�������
4.1. �����
�����ı��治ͬ��ͼ5�������AMͼչʾ�˻��������嶯��ѧ��AM������Ϲ������ͼ������CMSX-10��RR1000�ĸ��ӽ��Ҳ֤ʵ�������嶯��ѧ����������AM�������ԣ���˸����������ºϽ��ڿ�϶��ͼ�ϵ����ڶ�̬ճ�Ⱥ��ȵ��ʷ��棬��ͼ6��ʾ��
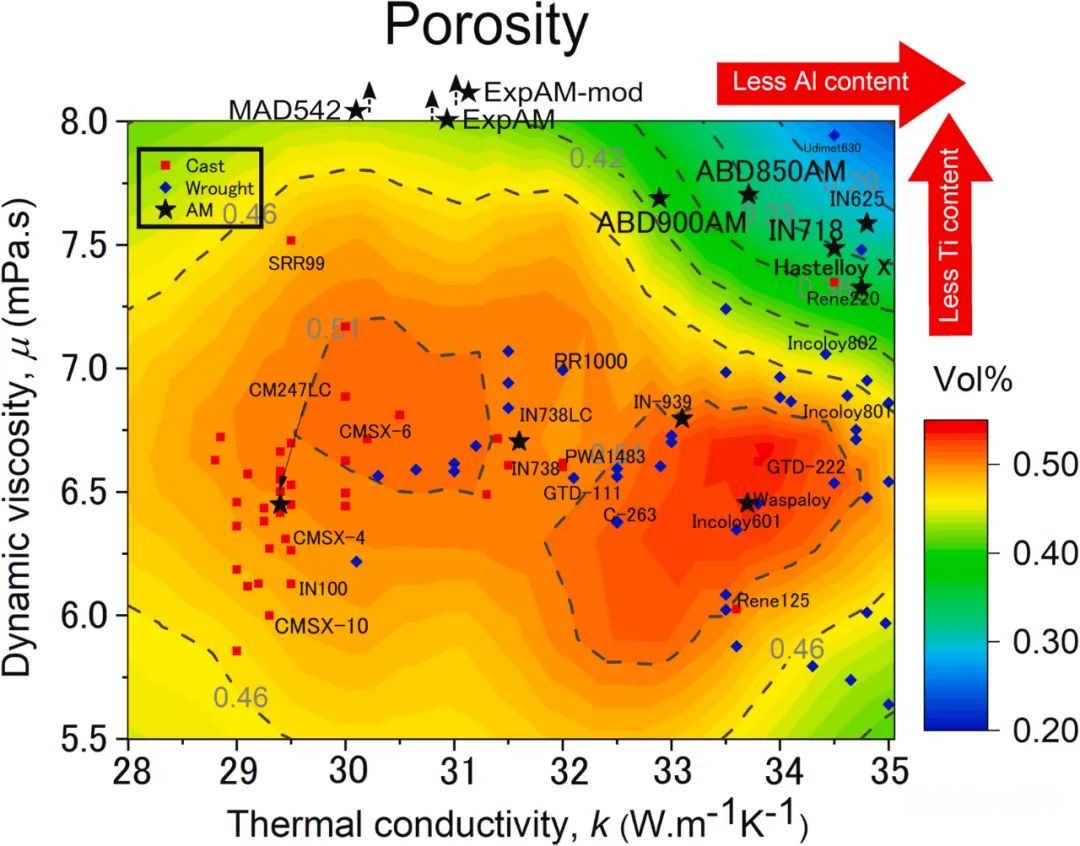
ͼ6 ���ڶ�̬�Ⱥ��ȵ������ߵ��������ºϽ�3D�ɴ�ӡ��ͼ����ͨ��CFD����Ԥ���˹����յ���϶�ʡ��������������ʱ��ֲ��䡣ֵ��ע����ǣ�ExpAM��ExpAM-mod��MAD542�Ķ�̬ճ�ȷֱ�Ϊ8.37��8.98��8.66 mPa s��
����������ϸߵĶ�̬ճ�Ⱥ͵���ϵ����ζ�Žϸߵ����Ŀ������ԡ������Ti��Al�������ϵ͵ĸ��ºϽ𣨼��á�ǰԪ�ؽ��٣����нϸߵĶ�̬ճ�ȣ�>7.0MPa��s�� �Լ����ߵĵ���ϵ����>33WM−1K−1�� �ֱ�Ϊ�����磬�ӹ��ԺϽ�IN625��IN718���ڸ��ƶȡ�
���ٶȺ�ɢ�ϸ�ʱ����������ͣ�ͣ���˿�϶�Ƚϵ͡�ע�⣬���ڽϵ͵��ٶ���������AM��ȴʱ�����ܻᷢ���������ѡ��෴���ϵ͵Ķ�̬ճ�ȿ��ܵ��������������١��������ȵ������У����϶�ʽϴ������Reynolds���ϴ����յ��½ϴ��������ʧ���ڸ�ճ�Ⱥ��ȴ���������϶�ʺͻӷ�������ʧ��Խϵͣ�����wroght�Ͻ��нϵ͵Ħá�ǰ��Ԫ�����Ӧ�����֮�£�������ϵ���ϵ���ճ���е�ʱ����϶�ʺͻӷ�������ʧ��Խϸߡ�
4.2. Һ������е���ȴ����
���۳��е���ȴ�ٶȽ����������Ի��ұ����⡣��ȴ���ʿ�����Ϊ�������Ӧ����һ�ֶ��������нϴ����ȴ���ʻᵼ�½ϴ�IJ���Ӧ����ͼ7��a����b����ʾ����ͼ6��ͬ�IJ����ռ��е���ȴ���ʡ�������۳���Χ�¶ȵ�ʱ��仯������ȴ���ʼ��㣬��ͼ7��c����ʾ��ʹ�û�IN718��������ݡ���ȴ����Ϊ��ֵ��ͼ�е���ɫ����ת����ʾ���������ơ�

ͼ7��a�� ���ݶ�̬ճ�Ⱥ��ȵ��ʻ����۳���Χ��Һ��ͣ�b��������ȴ���ʡ���c���е��¶ȷֲ���718����µĻ��ߣ���ȴ���ʱ���ȡΪʱ���ݶȡ���ȴ����Ϊ��ֵ����ɫ����ת����ʾ���������ơ�
��ע�⣬�ڹ�̬��ȴ�У�������ҪСһ������������ͼ�е������Ͻ���ȣ�����IM718����ȴ�ٶ���Խ�������ȴ���ʵĴ�С��PE��ͼ5��D������RE��ͼ5��C������������ء����Ǻ���Ȼ�ģ���Ϊ���Ȳ������ȴ������ƣ���������Һ���еĶ���ЧӦ����ǿ��
�ڸ����Ĺ��������£�����������Re����������Pe��֮���ƽ��ӦΪ��ѣ�ͬʱӦע�⣬���ֹ�ϵ�Ƿ����Եġ��������ºϽ�֮��������Ա�����ͨ�����ǺϽ�ɷ�����������֮�������ԣ�����ͼ�������������������һ��������ԡ�
4.3. �ӷ�������ʧ/����
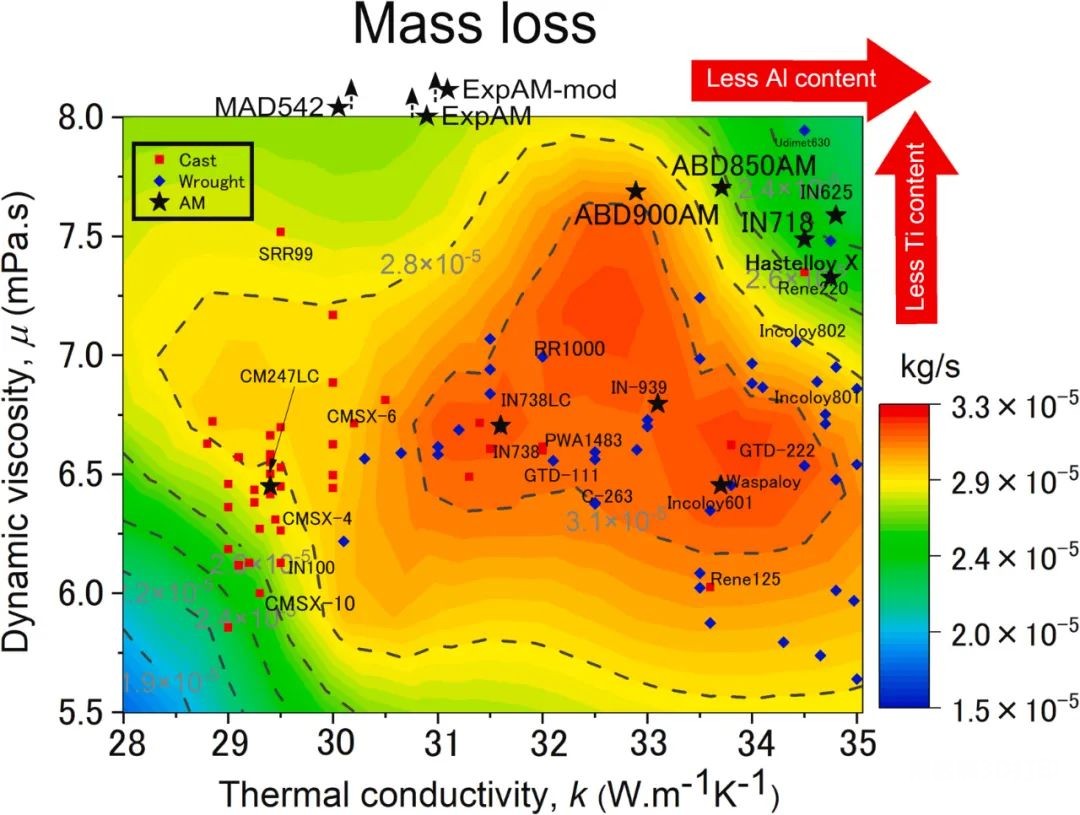
ͼ8 �����ȵ��ʺͶ�̬ճ�ȵ�������ʧ�ʡ�
����������ʧ������ºϽ�����һ�������ͼ8�У��뵼��ϵ���Ͷ�̬ճ���йء�������ʧ�ʣ�ͼ8���Ϳ�϶�ȣ�ͼ6�����к�ǿ������ԡ�IN718��AM����õģ���λ��������ʧ�Ϳ�϶�Ƚ�С��������ˣ���϶�Ⱥ�������ʧ֮��������Ա�������϶�ȵĸ��ӿ������Ա�Ҳ�����ڹ���������ʧ������϶��ԽС��������ʧԽС��
���Ǻ���Ȼ�ģ���Ϊ������ʧ������������ģ���϶��Ҳ������������ġ�ͼ9��a��-��d����ʾҺ�������������ʧ����϶�Ⱥ���ȴ���ʵ�Re��Pe����ԡ���ͼ9��a����b����ʾ�����ڽϴ��Pe��Re������������ʧ�ʺͿ�϶�ʽϴ��ڴ������£�������Խϴ������ʶȴ�������Խϴ��������С�
������������˶���̬�ؾ��������������������ʧ�ʣ�����������п�϶���γ�Ҳ�Ǻ����ġ�

ͼ9 (a)������ʧ�ʣ�(b)��϶�ʣ�(c)Һ����ȴ�ʺ�(d)������ȴ�������Re��Pe�ĵȸ���ͼ�����о��IJ�������ͼ�е�����������
�˴��۲쵽��������ʧ�ʵ�Reynolds����P��clet���������봿Ԫ�ص�������ʧ�����ƣ����нϴ��Re��Ҫ�����ϴ��������ʧ���������AM�п����������̵���Ҫ�ԡ�����ͼ9��c����d���е���ȴ���ʣ�Һ�����������ء�����������������ʧ�Ϳ�϶�����ƣ������е�Re��Pe�������һЩ���졣����֢������Ҫ��һ�����顣���ݹ��������IJ�ͬ����Щ��ϵ������������������ͬ�������о��в���������ͼ������������AM����������Ӱ�졣
����Ҫ���ǣ���CFD��������������ܹ����п���ע������ݹ����յ���϶�ʣ�ͼ6������ȴ���ʣ�ͼ7����ΪAM��Ƶ������������ºϽ���ABD-850AM��ABD-900AM��ExpAM��ExpAM mod��MAD542λ�����õ����Ŀ�����������������ʧ�����ͼ8������ǿ�����ºϽ���ڳɹ������Ŀ��������DZ�Ҫ�ģ�ͨ����Ϻ�������֮�������������ͼ��������

��ʾ������������������֦����������ʾ��ͼ,ʵ��۲������֦��һ�μ����Ե���Ϊ����С�˹������������˷�֧�����Ƶķ�Χ���ȶ������磬���֦�����е�һ����Ա�ļ��̫С�����������ھӹ���������������������۵��������γ��µ�һ��֦����
���⣬���������������յ�ЧӦ�Ŀ�϶�ʺͻӷ�������ʧ��֮�⣬���ǿ��Կ��ǻ���ԭ��ѧ����������ЧӦ�Ŀ������ԡ�����ܵ�����һ���������ѧ�йص�ȱ�ݣ��翪�ѡ����⣬����Ҫ���и�ͨ�������ͻ�е���ԣ���ȷ�����ĵĿ��������Լ�����ѧԭ���ĺ�������
�úϳɹ��շ����״ο�����ѡ������ض��ӹ�·��/�������ض����ϣ����ں��պ��졢��Դ������Ӧ���е��²�����ơ���ǰ���ոĽ��Ͳ���ά�ޡ���Щ�����ڿ��ؽ�����������ϵͳ���ۺ��Լ���ģ�����н�����������ѧ�����о�������ˣ�����ʹ�����������ʣ�����ճ�Ⱥ͵���ϵ������Ϊ���Ŀ�������ָ�������ƽ������Ŀ������ԡ�
5.�ܽ������
Ϊ��ʹ��������Ŀ������Ժ���������100�����������ºϽ�Ľ����Ȼ�ѧ���̹�ϵ������ϵͳ�о�������������£�
1. ϵͳ���о���Һ�嶯��ճ�Ȼ�ѧ���̲����ijɷ������ԣ��Ի��ƺϽ�������Ԫ�غ������������ͦá���������Ļ�ѧ����ͼ����̬ճ�����������ͦá����������أ��á�ǰ��Ԫ�غ���Խ�ߣ���̬ճ��Խ�͡��ɴˣ�ȷ�����������ºϽ�̬ճ�ȵĿ��ܷ�Χ�����ơ�
2. ʹ�ö�̬ճ�����ȵ��ʻ�Re��Pe�Ļ�ѧ���ղ�������������Ϊ���з��ࡣIN718��Ӧ����㷺�ĸ��������������ºϽ��ѱ�����CFD����Ļ�����̬ճ�Ⱥ��ȵ���ʵ�����Dz�ͬ�ģ��Ժ��������������ºϽ��map��Χ�����˽�������������ѧ�����������������Ժ�����Ϊ���õ����Ŀ������ԡ�Re��PeԽ��϶��Խ��
3. �������ºϽ��н���������������ʧ�����״α�������������ʹ�û���Һ�����ʣ���ճ�ȡ��ܶȺ͵����ʣ��ľ���ģ�����������ӹ����ܡ��ϴ������������ʧ��ϸߵĿ�϶����أ�����������������ʿ��Ƶ���������������ǿ��Ӱ�����ĵĿ������ԡ����ڿ�϶�Ⱥͻӷ�������ʧ�������������Ŀ�������ͼ�Ѿ��������Խ��������ºϽ�ijɷ�����������������ϵ����������������0-1��Χ����Ƴɷ�һ�ֿ�������L-PBF AMӦ�õ������ºϽ��Al��Ti�Ͻ�Ԫ�ص������ٷֱȡ�
4.�ϸߵĶ�̬ճ�ȣ�>7.0 mPas�� �͵���ϵ����>33WM−1K−1�� ���¸��ߵ����Ŀ������ԡ�������Ϊ�����½ϵ͵������ٶ��γɿ�϶�����Ҵ����ܵ��ٶȵ�Ӱ�졣���⣬Һ�����ᵼ�²�ͬ����ȴ���ʣ��Ӷ����²���Ӧ���ķ�չ��ճ�Ⱥ͵���ϵ��Խ�ߣ�Һ̬��̬����ȴ����Խ�͡���ˣ�������ģ��Ҳ�����������ض��Ͻ�ĺ��ʼӹ����ڡ�
5.���˽��飬��Ҫ�µ��������ºϽ���ܳɹ���ʵ�����ĵĿ������ԣ���Ϊ��ͳ�Ͻ���������졢���λ����ȴ�ͳ���ս������Ż�����ѧ���������ٲ���Re��Pe����Ϊ����AM���ºϽ�����ָ�ꡣ
��Դ��Additivemanufacturability of superalloys: Process-induced porosity, cooling rate andmetal vapour��Additive Manufacturing��doi.org/10.1016/j.addma.2021.102339
�ο����ף�J.B.Roca, P. Vaishnav, E.R.H. Fuchs, M.G. Morgan, Policy needed for additivemanufacturing, Nat. Mater. 15 (2016) 815�C818, https://doi.org/10.1038/nmat4658. A. Agrawal, A. Choudhary, Perspective: materials informatics and bigdata: realization of the ��fourth paradigm�� of science in materials science, APLMater. 4 (2016), 053208, https://doi.org/10.1063/1.4946894.
(���α༭��admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У����������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ�ȵ�����
- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


