��������ƽ����࣬רΪ3D��ӡ���������ĺ���������Hirtisieren����
��������е����칤�գ�3D��ӡ-�������� (AM) ����ͨ�����нϸߵı���ֲڶȡ�����ҪӰ��ƣ������������ܶԲ��ϺͲ��������������к������⣬ȥ�����������ʹ�õ�֧�ţ��ͷ�ĩ���dz���ʱ���ڸ߶ȸ��ӵ�����������Dz����ܵģ������Ƕ��ھ����ڲ��������������ͨ��������ô��û�б�ݵļ��������һ��ҵʹ���أ�Ӣ���������������������ⷽ���Hirtisation® ���ս�����������
![]() �����ɵĺ���
�����ɵĺ���
Ŀǰ�����3D��ӡ�������ڵ�ʹ�㣬������ҵ����ʶ����������⣬������ͨ�����ַ������������������Ϥ��������ҵ�����ȫ�Զ������� Hirtisieren® Ϊ 3D ��ӡ�������ĺ����ṩ��ǿ�ߣ��ܿɿ�ȥ���ս�Ŀ�����֧�Žṹ������������ƽ����ࡣHirtisieren® ����רΪ 3D ��ӡ���������ĺ��������������������г����� 3D ��ӡ�����ͺϽ��Լ����� 3D ��ӡ���ͣ�LBM��EBM �ȣ������ڶ༶�����Ĵ������ʺͼӹ����Ϲҹ��ģ����˱��档Hirtisieren® ��ȫ���漰��е�ӹ����衣
Hirtisieren®������ 3D ��ӡ��������ȫ�Զ�������������ȫ���״�����������ѧ������̬�绯ѧ���Լ����嶯��ѧ�����ϣ������е�ӹ����衣�ù��ջ���Һ����ʣ��������ǻ�͵��С���һ�������пɲ��д������ 100 �������
�����������л�е�ӹ����ڲ��ռ��д��ڲ�����ĩ���ر���֧�Žṹ��Ҳ�ܼ��˱�ȥ������ˣ�������༸����״��Hirtisieren® �������ӹ�����ʹ�������Ӳ�����Ϊ���ܵĹؼ�������ȥ��֧�Žṹ����������ƽ����ͬʱ��Ե��Ⱥ;�ϸ�ı���ṹ�õ�������
��Ϥ��Hirtisieren® H ϵ�пɸ��� 3D ��ӡ�������������ľ����Բ��衣Hirtisieren® ���صĿ���չ��ʵ������κβ����ߴ�����֡��������ĺ������������ڴ����������У���Ȼ���ֽý���
���� H ϵ�еĺ���ģ�飬������Ҫ�κ��ֶ��������裬��˿��Խ�����ȫ�Զ����ɵ��κι������С�H ϵ�еĴ���ģ��ɲ��д��������ζ���ϡ�ֻ��ͨ�����ַ�ʽ���ܿɳ����Ż������ɱ���ģ���еĴ����ɱ������в��������Լ�����ɷ֣��������������ո����ź�ģ����롣
![]() ������Ƶĺ�������
������Ƶĺ�������
Ӣ�����������������ķ�����һ��������о���Ŀ�������� AM Hirtisation® �����ڽ��ͱ���ֲڶȺ�ȥ�������֧�ż��������Ч�ԣ�Ϊ��������MTC ��ʹ�ü����ĩ�����ڽ���3D��ӡ����������������3�������
�������� EOS M400-4 ����������� In718 ���ʵ������ͨ������ Hirtisation ���ڵĶ��ֲ�ͬ�����������д�����Ȼ���� ESA ���в��ԡ�
In718���ʵ�3D��ӡ��������ʾ����������������и����ڲ�ͨ���Ĵ����Լ�����״�ĺ��������
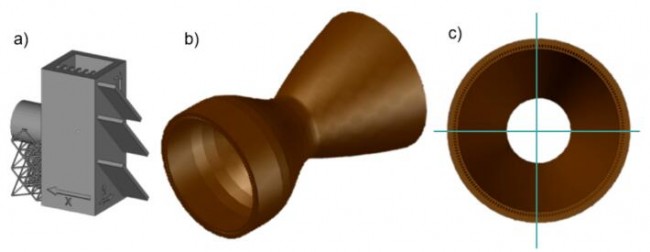 ͼ 1 �C a) AlSi10Mg �˹���Ʒ��b) In718 ��������� c) �ķ�֮һ��
ͼ 1 �C a) AlSi10Mg �˹���Ʒ��b) In718 ��������� c) �ķ�֮һ��
© MTC
�ڶ��������Ϊ����Ʒ�ͻ�е������Ʒ�����һЩ���������3D��ӡ�豸�ڼӹ�����Ʒ�зdz���ϸ�ĵ���ṹʱ�dz����У������Ҫ�Ż����ղ����Ի�ø������������
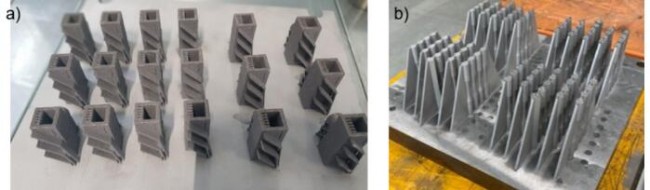 ͼ 2 �C a) ����� AlSi10Mg ��Ʒ���� b) In718 ������Ʒ��ʾ������
ͼ 2 �C a) ����� AlSi10Mg ��Ʒ���� b) In718 ������Ʒ��ʾ������
© MTC
Ϊ��ʹ����������ܹ�ʹ�� Hirtisation ���ս�����Ч�ĺ�������Ҫ���һЩ���ӹ��ܲ��������ӵ�����С������һ����ܣ�ʹ���Һ�ܹ�������������ʹ�绯ѧ�����ڳ�ͨ������Ч�������Լ�һ�������Ӱ壬��ʵ�ֵ������������ӡ����⣬������������һЩ���ܣ������ڹ�����ɺ���ڲ�ͨ���������ĩ��
Ϊ�˽�����ʧ�ܵķ��ղ������һ���ԣ���������֮ǰ�����˹���ģ�⣨ͼ 4������ͻ����һЩ��Ҫ��һ�������Լ�������Ϳ����Ƭ�Ӵ�������
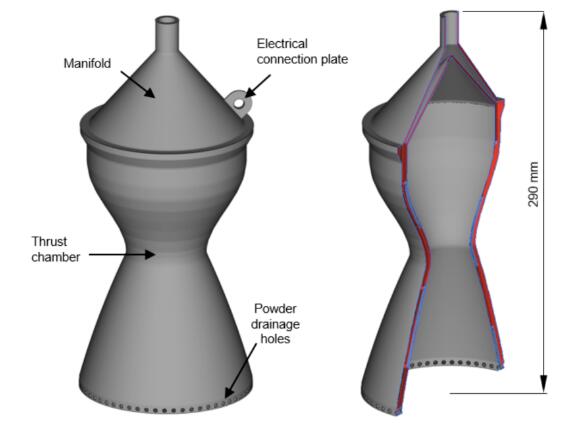 ͼ 3 �C ��������ʾ�������������ͼ����������������ͺ���
ͼ 3 �C ��������ʾ�������������ͼ����������������ͺ���
© MTC
Ϊ���ܹ����������֮ǰ�����������Ż�����·�ߣ��о���Ա������ķ�֮һ�汾�������ң�Ȼ�������ĸ��ķ�֮һ�汾��װ��һ��
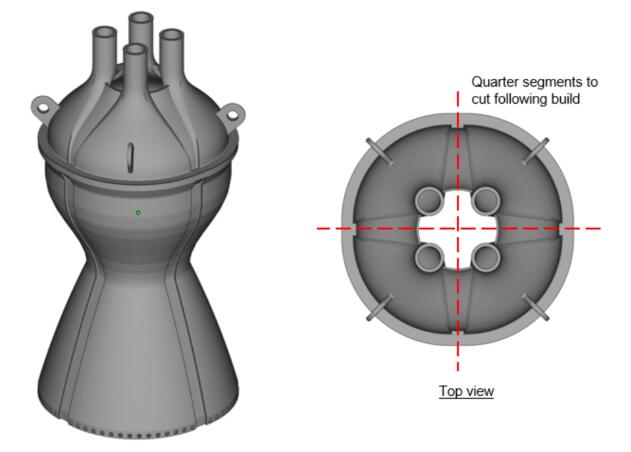 ͼ 4 �C �ķ�֮һ���������ϲ���һ���Ա�ͨ��EDM����
ͼ 4 �C �ķ�֮һ���������ϲ���һ���Ա�ͨ��EDM����
© MTC
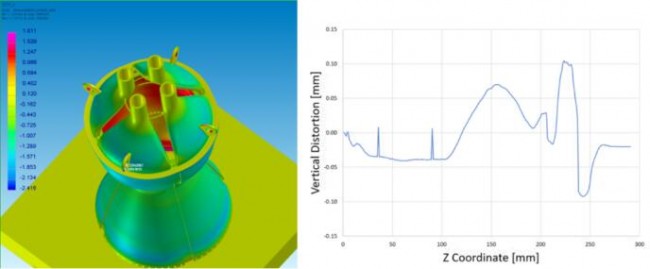 ͼ 6 �C ʹ�� ESI AM ����ģ������Ԥ����ڼ��ʧ��
ͼ 6 �C ʹ�� ESI AM ����ģ������Ԥ����ڼ��ʧ��
(���α༭��admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ����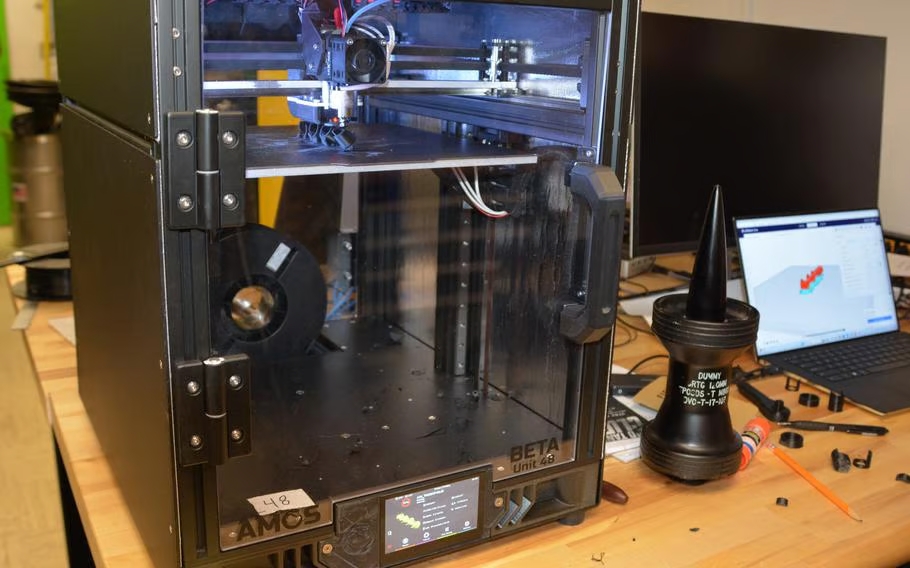 Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У��- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


