基于自适应视觉的定向能量沉积激光与材料相互作用检测(2)
时间:2022-10-09 17:12 来源:长三角G60激光联盟 作者:admin 阅读:次
4.实验结果与讨论
4.1.基于视觉的特征检测的定性结果
图10显示了在五个不同功率水平下记录的测试序列的拟议区域检测方案的样本定性结果;其他定性结果可在[52]中找到。
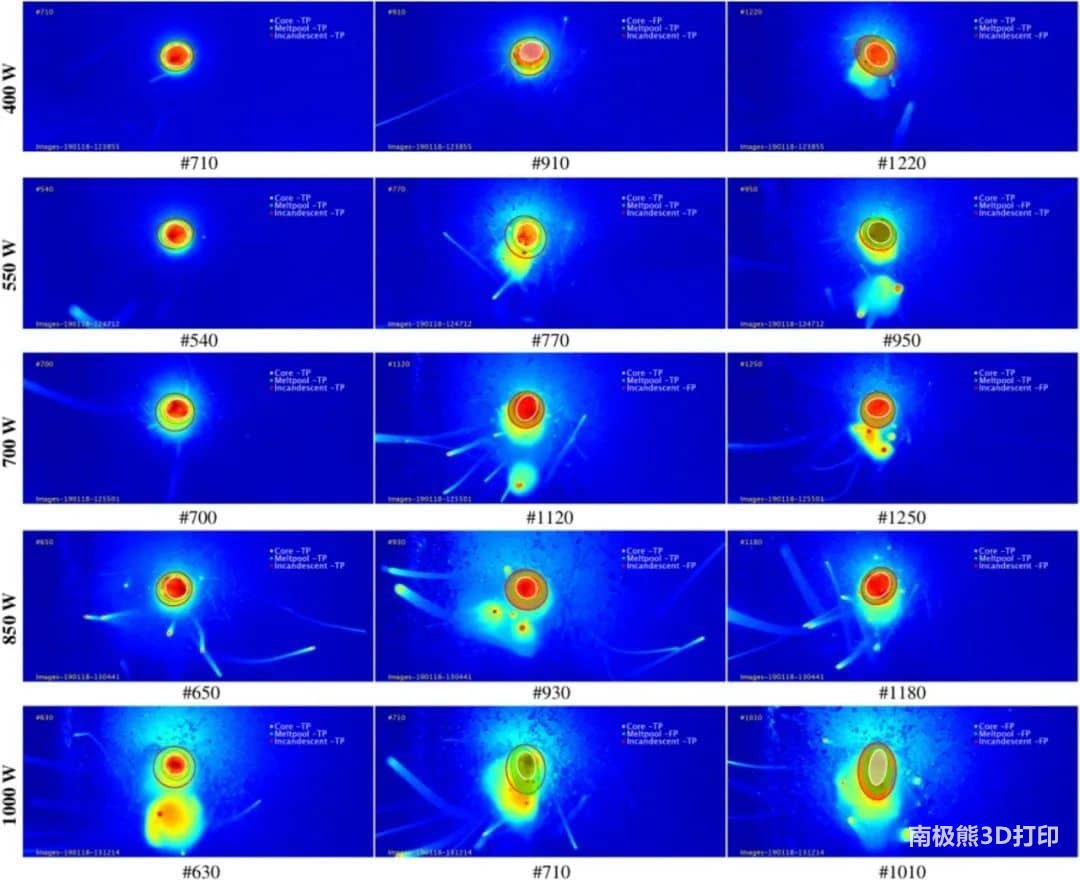
图10 测试数据集上拟议方案的样本定性结果,其中白色、绿色和红色椭圆分别表示岩芯、熔池和白炽区,TP和FP分别表示真阳性和假阳性检测。可以观察到,所提出的方案能够在更高的功率水平下减少附近亮区对检测目标区域的影响。
一般来说,我们注意到,在较高的功率水平下,可能会有更多的喷射物干扰目标区域,因此检测感兴趣区域的任务变得更具挑战性。我们提出的方案能够在较低功率水平下很好地检测到三个目标区域,尽管在较高功率水平下存在遮挡和较亮的照明条件,但该方案仍然保持稳定。
4.2.基于视觉的特征检测的定量结果
为了研究使用所提出的区域增长方案对检测性能的影响,对检测方案进行了评估,包括有区域增长和无区域增长,因此无区域增长意味着只使用了区域初始化和稳定技术。
图11显示了根据平均TPR和平均速度3(每秒帧数),在有区域增长和无区域增长的情况下,所提检测方案的评估结果。对于核心区域(CR),区域增长的附加价值是有限的,而对于其他区域,所提出的区域增长方案提供了更高的TPR值,但花费的计算时间是不进行区域增长的两倍。因此,对于距离激光束中心较远的中大型感兴趣区域的检测,推荐的检测方案将采用带区域增长的检测,因为它能提供更高的检测精度,而对于较小的区域,不带区域增长的检测有望提供足够的结果。
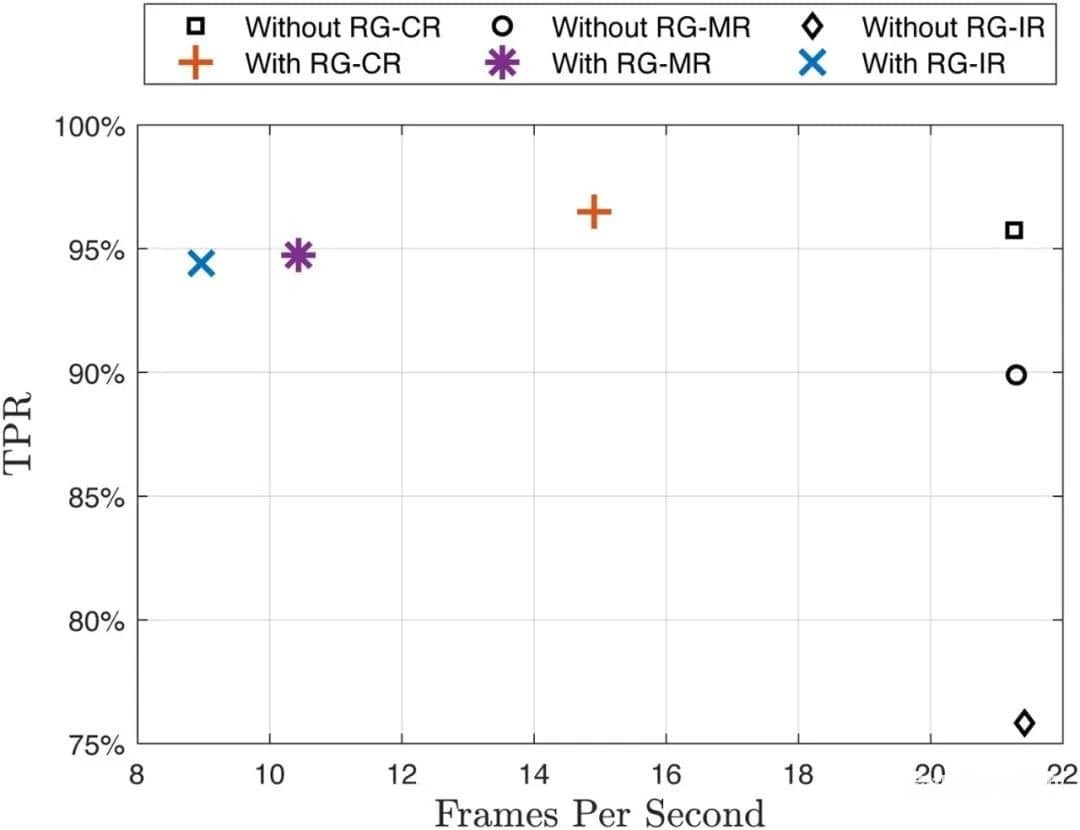
图11 区域增长和不增长探测器的真阳性率(TPR)与检测速度(每秒帧数)的关系。区域增长的探测器速度较慢,但明显比不增长区域的探测器提供更高的TPR。
4.3.使用视觉和轮廓测量数据集进行工艺质量评估
通过将从视觉数据中提取的区域与用激光轮廓仪测量的沉积尺寸进行比较,进行工艺质量评估。为了进行这种比较,熔池区域和沉积宽度分别从视觉数据和激光轮廓仪数据中选择,结果如图12(a)所示。
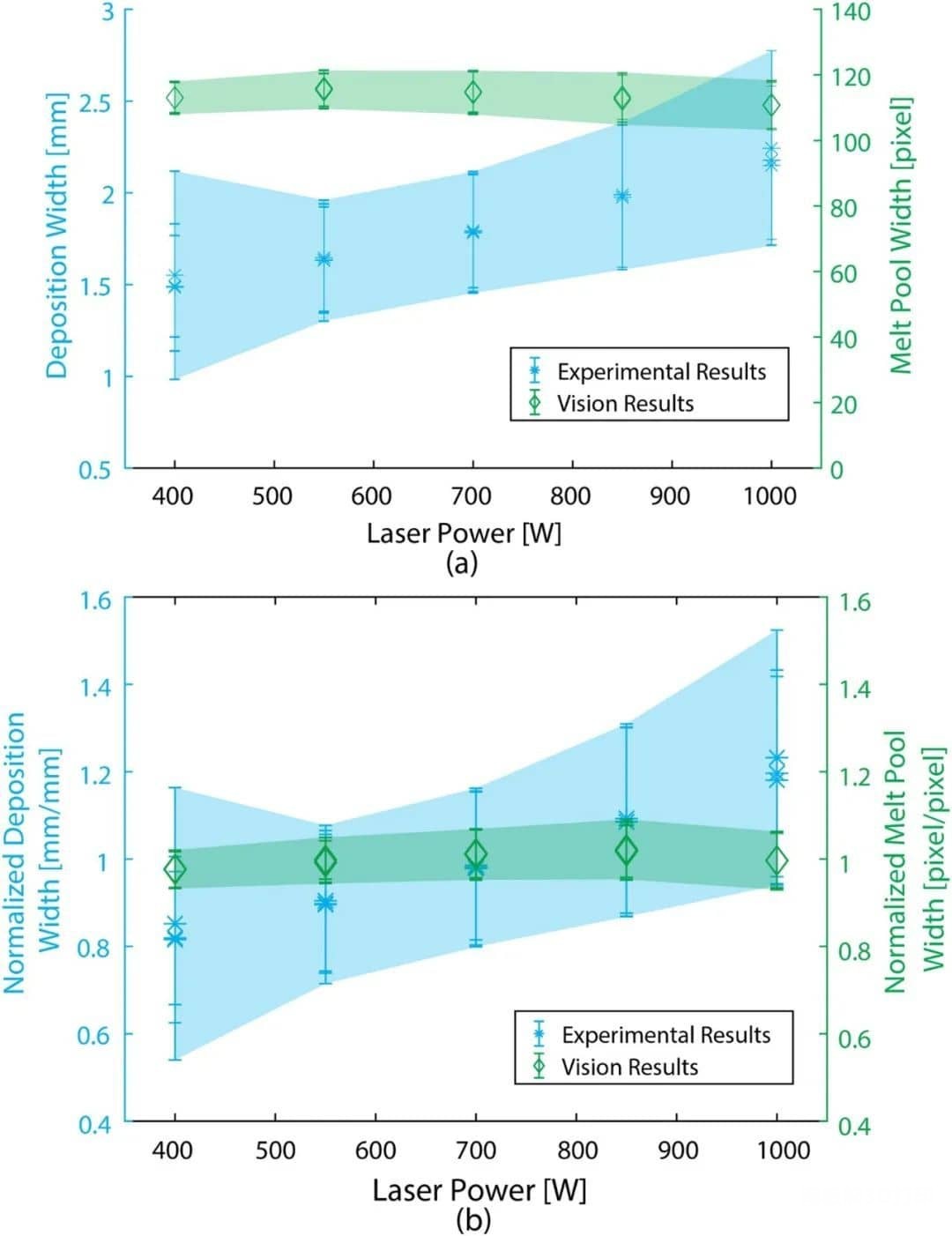
图12 (a)从视觉数据中提取的熔池宽度与用激光轮廓仪测量的沉积宽度的比较,(b)标准化熔池宽度和标准化沉积宽度的对比。
沿整个沉积线还比较了熔池区域的宽度和沉积宽度。从像素到毫米的转换是基于两个数据集的平均值进行的。目的是观察两个数据集趋势的相似性,其中一个数据集在每个功率水平下如图13所示。平均x相关性为ρavg = 0.391 ± 0.069,激光功率850 W时x相关性最高,ρ值 = 0.546。
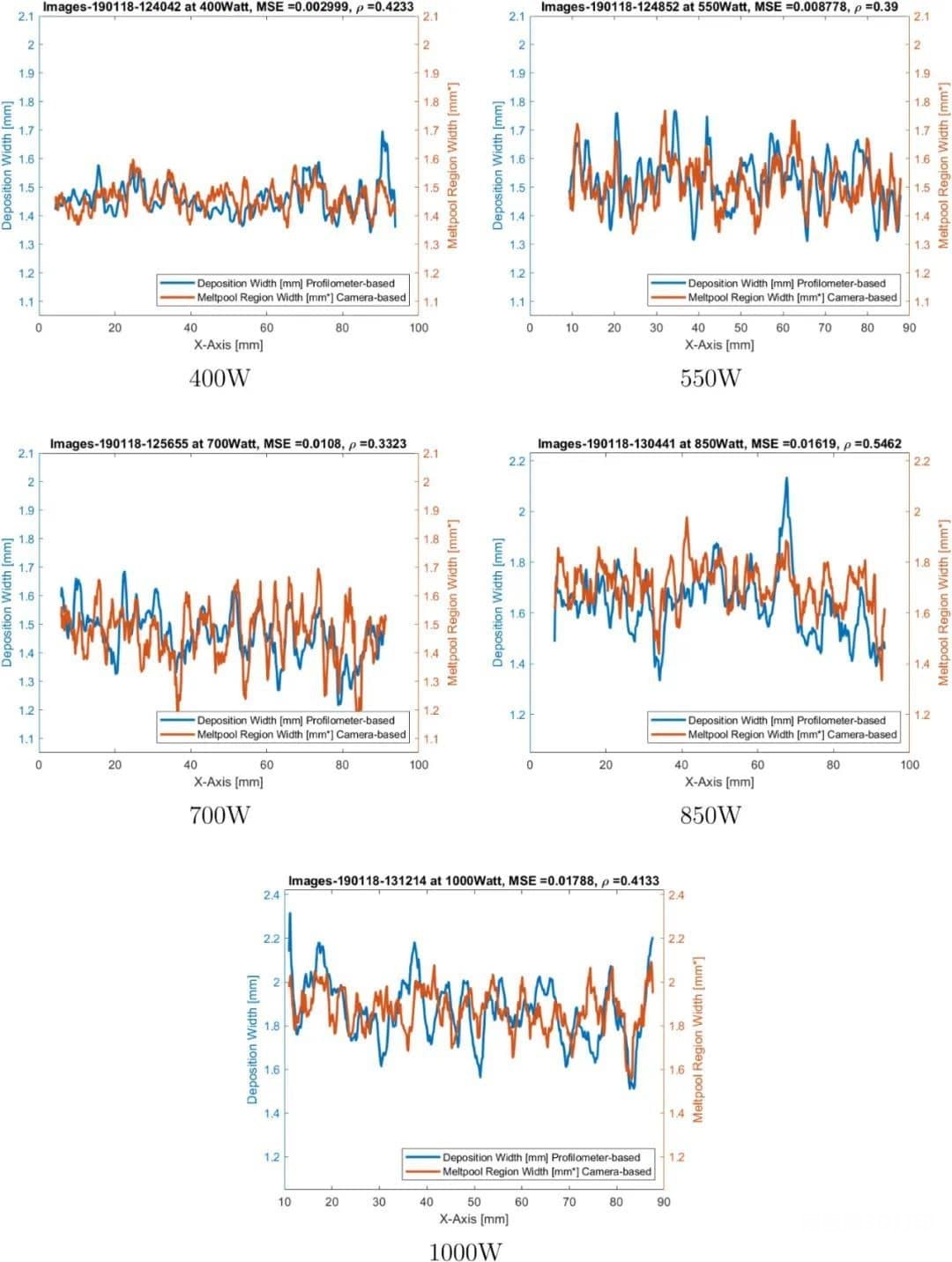
图13 在五个不同功率水平下,记录预测沉积宽度与熔池宽度的样本结果,其中mm*表示缩放从相机获得的熔池宽度后的单位长度。
尽管由于采样率、数据对齐的不确定性,注册两个不同的数据集(视觉和轮廓测量)有许多挑战需要解决,但观测到的相关性很有希望。本研究侧重于从基于图像的数据中进行自适应特征识别,图13并不旨在显示激光轮廓测量数据和提取的熔池特征之间的完全一致性。这项工作说明了特征提取的一个应用,展示了在过程控制中使用基于视觉的数据作为反馈的潜力。作为未来的工作,建议从像素到毫米的校准,以充分利用这些算法用于在线特征检测的潜力。
5.结论
本文提出了一种利用低成本HDR视觉探测器检测激光-材料相互作用区中预定目标区域的方法。
1.该框架基于使用能量收敛准则的自适应图像阈值和区域生长技术。该框架中使用的参数可以通过只使用有限数量的带注释的帧来解决优化问题来自动获得。
2.为了量化所提出的区域检测技术的可靠性,引入了一种配准方案,将视觉传感器获得的测量值与高采样率激光轮廓仪获得的测量结果对齐。
3.对五种不同功率水平下捕获的序列进行的大量实验表明,该方案具有鲁棒检测目标区域的能力。在这项工作中,真阳性检出率显著高于90%,而假阳性检出率低于10%。
4.提出的框架比无区域增长的基本阈值法有了显著改进。观察到,该方法在检测所有激光功率水平下的所有区域时,保持了其鲁棒性,真阳性率高于90%。另一方面,基本阈值法表现出较差的性能,特别是在检测易失稳的情况下,如高激光功率水平下的白炽区和熔池区,真阳性检测率显著下降至55.78%。
5.校准后的视觉和轮廓仪数据遵循类似的全球和本地趋势,这是很有希望的,但需要使用预先校准的实验装置进行更仔细的未来调查,以实现实时过程监控,作为控制沉积几何结构的一种方法。
来源:Adaptive vision-based detection of laser-material interaction for directed energy deposition, Additive Manufacturing, doi.org/10.1016/j.addma.2020.101468
参考文献:Laser based additive manufacturing in industry and academia, CIRP Annals, 66 (2) (2017), pp. 561-583; Laser cladding of aerospace materials, J. Mater. Process. Technol., 122 (1) (2002), pp. 63-68
(责任编辑:admin)

 Fabric8Labs推出AI芯片定
Fabric8Labs推出AI芯片定 Titomic又一合作,将与nuF
Titomic又一合作,将与nuF 荷兰公司将开设3D打印船舶
荷兰公司将开设3D打印船舶 Chicago Additive推出AMOS
Chicago Additive推出AMOS 590MHz带宽+超90%辐射效率
590MHz带宽+超90%辐射效率 威斯康星大学麦迪逊分校工
威斯康星大学麦迪逊分校工最新内容
 突破性生物3D打印
突破性生物3D打印 迪拜LEAP 71公司
迪拜LEAP 71公司 3D生物打印构建内
3D生物打印构建内 《Small Science
《Small Science 南洋理工-剑桥大
南洋理工-剑桥大 清华大学:抗拉强
清华大学:抗拉强热点内容


