【3D打印机的实力】松下篇:沉积与切削复合加工,单品制造前置期
通过国际大公司松下对于3D打印机的应用,阐述了松下把3D打印技术作为快速开发、生产高附加值商品的一种手段。其最终目标,是“以过去百分之一的成本,制造单品也能盈利的高附加值商品”。因此,不只是在产品开发过程中用来验证设计的试制,还在实际制造产品的过程中时刻想着利用3D打印机。下面,就让我们通过松下能够应对树脂、金属两种材料的3D打印机的实例,来看一看3D打印机的实力。
“在制造出高功能模具的劲头下,对模具加工进行了革命”――松下制造本部生产技术开发中心生产技术研究所部门经理寺西正俊说道。
该公司开发出基于3D打印技术的模具制造装置,将应用于模具加工。寻找全球竞争力强劲的模具的结果,是最终找到了3D打印技术这个法宝。
高速试制个人家电
寺西所在的制造本部过去叫作生产技术本部。除了为量产厂开发设备等生产技术方面,制造本部还在着手开创横跨现有业务部门的新业务形态。
开创新业务的基础,是长期积累的大量生产技术。包括材料技术、成膜加工和切削加工等精密加工、在印刷基板上安装零部件的技术、检测、机器人、成型技术等。今后,松下将发挥技术优势,开发新的技术,利用新技术制造出新的商品。
松下之所以采取这样的举措,是因为随着全球竞争不断激化,家电产品逐渐沦为大路货,消费者需求也趋于多元化,企业很难推出能够赚取附加值的商品(图1)。在市场和商品出现变化的同时,新兴市场国家的劳动力成本也出现飙升,出现了生产向日本国内回流的迹象,制造本身也在向数字化和3D化发展。

图1:松下的环境认识与三大创新 |
松下为应对当前局势而实施的三大创新中,制造本部全力推进的是流程创新。创新关系到商品的开发设计与生产两个方面。
举例来说,松下于2013财年成立了名为“全程个电试制工作室”的组织。个电是按照个人需求定制个人家电的简称。
为了孕育出个电新商品和新业务,全程个电试制工作室从创意到设计、分析、试制、评估、提案全程负责。是众多研究者齐聚一堂、集思广益的内部开放型实验室。
全程个电试制工作室不仅提供用来评估设计的试制品,还向改革量产前置流程发起了挑战。其中最受重视的是速度。为了加快速度,该公司除了购买市售的3D打印机,还把按照需要开发的装置纳入了视野。
在10多个网点活用
在市售的3D打印机中,松下利用的是喷射液体树脂的3D打印机(以下称:树脂3D打印机)(图2)。该公司使用树脂3D打印机的历史要追溯到2005年前后。

|
|
图2:树脂3D打印机的活用成果与应用范围 已经在日本国内的10多个网点设置,在海外网点也已经开始活用。应用范围停留在设计和试制阶段,尚未进入量产验证。(《日经制造》根据松下资料制作) |
在日本国内,松下最初是将树脂3D打印机全面应用于数码相机和摄像机等数字家电的开发,现在,应用范围又扩大到了白色家电、车载部件。目前有10多个工厂都在使用多台树脂3D打印机,整个公司内部具有相当大的数量。
以BtoB领域为中心,松下在海外的基地也在不断加大对树脂3D打印机的采用。这是因为随着日本国内工厂的逐渐减少,海外基地的试制需求越来越大。通过在日本制作设计数据,把数据转发到海外网点,使用当地的3D打印机制作试制品,就无需邮寄实物,海外基地就可以对实物进行验证,各个基地之间沟通能够短时间完成。
此前,树脂3D打印机的应用范围还停留在新创意和设计的具体化、设计验证等阶段,没有涉及量产验证。这是因为树脂3D打印机可以使用的材料、造型方式、装置等方面都还存在技术课题的缘故(图3)。

|
|
图3:树脂3D打印机的课题 对于材料特性和成本改善的期待增加。(《日经制造》根据松下资料制作) |
比如,因为能够使用的材料种类有限,所以经常造不出强度和耐久性足以开展量产验证的试制品。具体来说,如果强度低于实际产品使用的材料,就无法通过坠落试验等检验破坏模式。耐热性仅为80℃左右的材料很难应用于投影仪等光源单元,而且还存在透明度差,无法得到光学部件采用的问题。除此之外,造型材料的价格为3~4万日元/kg,是一般材料的50~100倍,这也成为了阻碍应用扩大的原因之一。
在与造型方式相关的课题中,首先是能够制造的部件形状存在制约。人们往往会误解,以为只要有了3D数据,就能轻而易举地利用3D打印机重现形状,但实际上,能够制造的形状是有条件的。
比如说,对于宽高比达到10倍以上的形状,去除支撑材料就会变得困难,而对于像探针那样的细长部分,在去除支撑材料的时候,有可能会造成断落。在精度方面,厚度小于0.5毫米的薄板在造型时还存在曲翘和起伏变大的问题。
目前的状况是在上述诸多问题的前提下,根据用途有选择地使用树脂3D打印机。今后,随着材料特性、成本等问题得到解决,树脂3D打印机的应用范围应该会扩大到立体模型的量产验证乃至量产阶段。
金属造型在传统加工方法上存在问题
在使用树脂3D打印机的同时,松下还在着手活用以金属为材料的3D打印机(以下称:金属3D打印机)。其目的不是制造试制品,而是用来制造产品。
不过,不同于利用激光烧结、沉积金属粉末的一般造型装置,松下使用的是自行开发的造型与切削加工相结合的装置。该公司称之为“三维金属沉积复合加工”,目前已经在树脂注射成型用模具领域投入使用。
模具一般是使用铣削加工、线切割加工、电火花加工等多种加工方式,从钢材切削而来(图4)。属于材料去除加工的范畴。这种方式包括表面粗糙度在内,加工精度非常高,但无法加工中空形状等在形状上存在制约。

|
|
图4:传统加工方法的课题 去除加工(切削加工)、沉积加工各有优缺点。(《日经制造》根据松下资料制作) |
与去除加工相反,一般的金属3D打印机(沉积加工)是有选择地利用激光反复烧结、沉积金属粉末。因此可以加工中空形状,形状自由度也大于去除加工方法。
不过,沉积端面的轮廓形状取决于粉末熔融凝固的状态,在精度上存在极限。精度和表面粗糙度都是100μm左右,无法直接应用于模具。
那么,是不是通过沉积加工方式制成的模具最后通过去除加工就可以了?答案是否定的。因为采用沉积加工是因为形状复杂,有些地方用去除加工方法是难以切削到的。
顺便一提,去除加工、沉积加工现在都处于“高不成,低不就”状态。
与切削相结合
为了消除这些缺点,松下发挥技术底蕴,开发出了在传统的沉积加工基础上,结合切削加工的加工方法(图5),也即三维金属沉积复合加工。这种加工方法的诞生,为金属3D打印机在模具领域的实用化铺平了道路。

|
|
图5:沉积加工方法与切削加工组合而成的复合加工 在沉积到一定高度后切削加工轮廓部分,在此基础上继续沉积。(《日经制造》根据松下资料制作) |
这种加工方法的第一步与金属3D打印机相同,是选择性地利用激光烧结、沉积金属粉末。在沉积若干层后,再通过切削加工完成轮廓。那些在沉积加工完全完成后无法触及的部分,在沉积途中切削工具就有可能到达。完成切削后,再烧结、沉积若干层后,再次进行切削加工,不断重复这一过程即可实现需要的形状。
这种方法基本上以沉积加工方法为基础,可以一体加工中空形状,形状自由度高。在维持这一优势的同时,又解决了沉积加工方法中存在的加工精度低的缺点。具体来说,这种方法的造型精度可以达到±100μm以下,表面粗糙度可以达到5μm以下。
切削加工不能使用冷却液,所以采用的是干式加工。“过程类似剔除毛刺”(寺西),所以切削的负荷不大。
松下生态系统于2008年导入了第一台能够实现三维金属沉积复合加工的设备,现在还在继续导入。
全球竞争力强大的模具
利用三维金属造型给模具加工带来的好处大致有三个(图6)。[1]缩短交货期;[2]提高成型的生产效率;[3]可垂直启动量产。

|
|
图6:通过三维金属沉积复合加工制造模具的优势 通过改革模具加工,实现全球竞争力强大的模具。(《日经制造》根据松下资料制作) |
关于[1]缩短交货期,产品的嵌套等复杂形状也可凭借一道工序完成加工,使模具制作期缩短到2/3。单从加工时间来看,有时还可以缩短到1/2~1/3。
当然,不是任何模具都能做到缩短交货期。只需切削加工就可以简单制造的模具,就不容易发挥出符合加工的优势,所以松下根据自行制定的指标评价工件形状,只在有望见效的用途使用三维金属沉积复合加工。
[2]成型的生产效率借助的是提高模具的冷却性能。这是通过改进设计,在工件中制造唯有沉积造型才能实现的三维复杂形状冷却水管才实现的。而过去只能组合使用直线形水管。
通过设计适合成型品形状的水管,除了更容易降低模具的温度,还能均匀地控制温度。在采用三维水管后,模具的冷却性能有了飞跃式的提升,成型时间大约可以缩短30%,从而提高成型生产效率。即便是深口杯子的形状,也可以快速成型。
[3]量产垂直启动受到成型品质的改善带来的影响较大。首先,如上所述,随着三维水管的实现,模具温度更加均匀,能够减少翘曲和变形。二是对粉末烧结的自身问题――多孔结构的残留加以利用,借助其排气效果,可以提高充填性、减少焊接线。量产启动的前置期由此可缩短到过去的一半左右。
考虑金属直接造型
松下在过去5年多的时间里,通过多种尝试,“已经达到了一定的水平”(寺西)。但还存在课题。
具体来说,松下希望在造型尺寸、模具寿命、成本等方面进一步改善(图7)。首先,造型尺寸目前停留在250mm见方左右,希望将其尽快扩大到500mm。届时,可以制造的模具数量将会大幅增加。寿命方面,耐用次数要提高到100万次以上。为此,使用的金属需要具备高耐磨性。松下将积极推动材料的开发。

|
|
图7:三维金属沉积复合加工今后的开发目标 当前虽然达到了一定水平,但课题依然多如牛毛。(《日经制造》根据松下资料制作) |
成本方面,成本将力争降低到传统加工方法生产的日本国产模具的70%以下。造型材料的应用范围将不仅局限于金属,还将向陶瓷等烧结部件等扩大。
松下把利用3D打印机实现的终极目标确定为“单品制造,前置期百分之一”(图8)。也就是前置期减至百分之一,制造单个生产也能盈利的高附加值商品。

|
|
图8:未来的制造形态与实现手段 在树脂与金属两个方面掀起革命。(《日经制造》根据松下资料制作) |
面对这一目标,松下今后还将继续开发树脂3D打印机和三维金属造型装置。为此,该公司考虑针对树脂3D打印机,开发新材料,新打印头,以及新加工方法。
而对于三维金属造型,松下在挑战如前所述开发目标的同时,现在正在以模具为中心扩大应用范围,未来还将考虑直接制造高功能部件。
(责任编辑:admin)

 3D打印黄金吊坠让人们铭记
3D打印黄金吊坠让人们铭记 令人惊艳的3D打印喷气飞行
令人惊艳的3D打印喷气飞行 全球PK 3D打印PPSU,SOLVA
全球PK 3D打印PPSU,SOLVA 看3D打印自动化单元如何在
看3D打印自动化单元如何在 大型高精度电子结构件产品
大型高精度电子结构件产品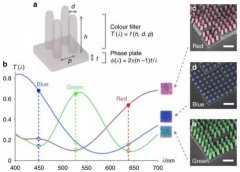 新型防伪技术:同一束光照
新型防伪技术:同一束光照 用于细胞3D打印的
用于细胞3D打印的

