3D打印的各种问题及解决方案
时间:2015-07-07 13:45 来源:南极熊 作者:中国3D打印网 阅读:次
|
打印机的校准包括X、Y、Z和A、B(就是喷头)两个轴的校准。最重要的是XYAB,因为他们直接关系到打印的尺寸大小及表面质量。
Cura和Slic3r等工具导出的是GCODE格式。GCODE格式使用明文描述路径。Sailfish Firmware只支持X3G文件,是一种二进制文件。由于打印机所使用的CPU速度较慢,处理文件并转换成脉冲比较慢,会影响打印质量。所以使用GPX工具将GCODE转换为X3G后,每个指令所走的位置都已经转换成脉冲,甚至可以对一些路径进行加减速的处理。打印机的CPU就可以直接的读取脉冲并控制电机运动。
在转换的过程中,XY的steps per mm这个参数非常重要,讲的是走一个毫米需要多少的脉冲,如果该值过小,则会少走一些距离,造成距离偏小。这个和机器的结构有一定的关系,牵扯到同步齿的齿数、电机的参数等,RepRap Calculator提供了这个参数的计算器,非常方便。

MBot最初用的是17齿的齿轮,和Replicator是一样的。后来经过改进用了18齿的齿轮,和Replicator 2是一样的。通过计算器可以看到,88.89 steps/mm是理论值,但是MBot和Replicator 2中用的是88.573186这个值。和88.89比较起来,会少走一些距离,导致最后打印尺寸偏小。dcnewman开发的GPX提供了正确的参数,但截至目前尚有一些问题,不建议使用。
为了矫正88.57带来的误差,可以采用自定义的配置文件进行配置。mbot.ini是我的Mbot Cube的配置文件,在使用gpx的时候,指定gpx -c mbot.ini xxxx.gcode即可正确转换。
当然你的打印机可能依然不是正确的,需要使用一些工具进行矫正。传统的做法是使用20mm calibration box,测量外观尺寸。但这样做有一个缺点,由于喷头挤出的塑料可能有误差,会造成纠正的值将外壳的误差也算进去了。正确的测量方式是使用calibration sticks,根据不同的打印平台的长度,分别进行XY的测量,然后测量出两个缺口的距离。这样可以排除喷头的误差。

我的打印机使用88.89,打印出来的距离正确。
喷头的step per mm会对挤出的塑料的多少有影响,在机械结构不变的情况下,该值越大,则挤出的料越多。过多的料称之为过挤出,会造成外观尺寸偏大,内圆半径变小,顶层可见各种重叠的塑料;挤出过小,会造成外观尺寸变小,内圆半径变大,顶层可以见各种孔洞。正确的喷头参数,会对打印质量造成非常大的影响。
Calibrate your 3D printer提供了调整喷头的参数方法,当然这篇文章也提到了如何修正其它参数。还有一种普遍使用的方式是在材料上做好标记,然后走10cm,测量实际走的长度。当然对于不能用print run的打印机,我写了一个gcode文件,执行后会自动走10cm,然后测量实际的长度。我的打印机是正确的,所以对于喷头也不用做过多的处理。
打印中非常常见的问题是孔变小,通常孔会变小0.5mm左右,如果打印这个图形,很可能会发现无法插上。测量孔的直径,会发现孔小0.5mm,而柱子的直径是正常的。

我在MBot Cube打印,结果是这样。然而在FlashForge Creator Pro上面,则两个可以插上。这个问题困扰了我很久,至今还没有解决。试过将同样的gcode文件分别转换成两种机型的x3g进行打印,还是一样,所以可以排除一些切片器的问题。在研究这个问题中,有一些文章可以参考。
虽然我没用过最终解决这个问题,但以下是有一些方法可以改善这种问题:

你可能会发现打印园的起始的连接部位会有一些凸起,并且圆可能是椭圆。如果观察一下打印时候的速度及噪音,你会发现在打印圆的时候可能会嘎吱嘎吱的响。这是因为园会拆分成多条直线,导致每条直线会起起停停,在速度较高的时候可能会造成一些丢步或者抖动。解决方法是打印周长的时候,选择小一些的速度,例如40mm/s,这样打印质量就会很好了。观察Simplify3D的GCODE,发现它可能对不同的周长做了不同的处理,小的圆弧走的速度较慢,打印质量很好。
如果挤出正常,顶层出现孔洞,则需要将Top/Bottom的层数设置得更好,一般1mm左右能够得到很好的效果。另外infill的百分比也比较影响,因为infill很低(10%以下)的时候,打印Top的时候就会变成Bridge,造成打印质量下降。
Sailfish Firmware中有一个Accerlation的选项,该选项打开时固件会根据当前的GCODE生成相应地加速度,使得打印机在降速和提速的时候,能够平稳的以一定的加速度进行提速。关闭时,会始终以电机的最大能力作为最大加速度进行加减速,当电机无法接受预定的速度时,会造成丢步,久而久之积累下造成打印错层。
我的打印机一直有嘎嘎嘎的噪音,晚上打印的时候声音巨大,关上门隔一个屋子都能听到。轴承都是加了油还是一样。
经过排查,最终发现是中间的塑料块裂了。这个塑料块的非常重要,应该是和XY的垂直度有很大的关系。换了以后基本上就恢复了。
第一层不粘连的问题,其实很头痛。和以下因素有关:
|
(责任编辑:admin)

 3D打印后处理:清洗、退火
3D打印后处理:清洗、退火 一种新的3D打印后处理方法
一种新的3D打印后处理方法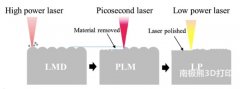 激光金属沉积制造的Ti6Al4
激光金属沉积制造的Ti6Al4 超细节!来看3D打印界大佬
超细节!来看3D打印界大佬 SLA 3D打印模型清洗及打磨
SLA 3D打印模型清洗及打磨 创想三维:3D打印模型后期
创想三维:3D打印模型后期最新内容
 几种常用的打磨方
几种常用的打磨方 3D打印模型后处理
3D打印模型后处理 如何对3D打印模型
如何对3D打印模型 如何快速的给你的
如何快速的给你的热点内容


