�����ĩ���ۺ����������б����������ڲ�ȱ�ݵ������
ʱ�䣺2023-01-17 20:25 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
��Ϥ�����о�ּ���о���������ĩ���ۺϣ�LB-PBF������ı����������ڲ�ȱ�ݻ��ܶ�֮�������ԡ�
�ڽ����������켼����ʵʩ�����У��ֳ���غͷ�������ϵͳ�Ŀ�����ȷ���˸������ij�Ʒ��������졣���о�ּ���о���������ĩ���ۺϣ�LB-PBF������ı����������ڲ�ȱ�ݻ��ܶ�֮�������ԡ��ڱ��о��У�ͨ����LB-PBF����Ӧ����In 718���Ͻ��ĩ���Ʊ���120����������������ISO 25178�C2����ȷ����������Ʒ���ܶȺ�35����������������ʹ��ͳ�Ʒ������۲쵽����������������������ڵ��ܶȻ��ڲ�ȱ��֮����ں�ǿ������ԡ�����Щ������������������ֳ������������ڽ�����������ϵͳ�еĿ��Ʊ�����
����
�����������죨AM���������Ƿ�ĩ���ۺϣ�PBF��������Ϊ�Ǵ�����о��²������ܺ��ӽṹ���²��ϵ���Ҫ���̡��ù����漰ʹ�ü�����������Ϊ��Դ��Ȼ�������Ƕ�ʹ��PBF���ջ�õij�Ʒ��������������һЩ���ǡ���Щ�����漰����Ʒ����г�������δ�ۺϵ�ȱ�ݣ��Լ�����PBF���չ��е����Ե��¼ӹ������б���ֲڶȵ����ӡ���ˣ�����PBF��������Ļ�е���ܺͱ���ֲڶȵ��ڶ�����ϡ���ˣ�Ϊ�˾�������PBF�ӹ�������ȱ�ݵķ�����ȷ����Ʒ����ĸ������������˼�غͷ�������ϵͳ��
ʹ�ô�ͳ�����켼�������ĩұ�����ơ����ӡ���ѧ�����������ɢ���ӣ�����������и��Ӽ�����״�Ͳ�ͬ�������ͻ�ɷֿɿطֲ��Ķ���Ͻṹ����������(AM)���Ի������ԭ���ṩ��������ɶȺ����츴�����������ԣ��ܹ���ȷ���Ʋ��ϵĿռ�ֲ�������ڶ���Ͻṹ����ƺ������о��кܴ��DZ�����봫ͳ���켼����ȣ�����ϼӹ�����Ϊ������״���ӵĶ��������������ṩ��һ�ָ��ӿɿ��ķ���������������ɱ����ر��ǣ���һ���������˸��߲�ε�������ɣ��ܹ����Ƹ��ӵ���ά�ռ��ڲ��Ϸֲ��ķ����ԺͶ����ԡ���ˣ������AM����ʵ�֡�����ȷ��λ�ô�ӡ��ȷ�IJ��ϡ��͡�Ϊ���صĹ��ܴ�ӡ���صĽṹ����
���Ʒ���������ص�Ҫ��������������е����Ҫ����ֲڶȱ��;��ȡ���Щ�����ܵ��������������ۻ������������Ӱ�졣��ˣ��ۻ������̹����г��ֵ��ڲ�ȱ�ݺͱ���ֲڶȲ�һ�±���Ϊ��Ӱ���Ʒ��������������ղ������ڲ�ȱ�ݺ�/���Ʒ�ܶȵ�Ӱ�쾭������������ˣ�����ʡ�ɨ���ٶȡ���Ӱ���Ͳ��ȱ�ȷ��ΪLB-PBF-LB���ղ����Ļ�������������ʺ�ɨ���ٶȹ���ͼ����ȷ����ѹ��̲�����
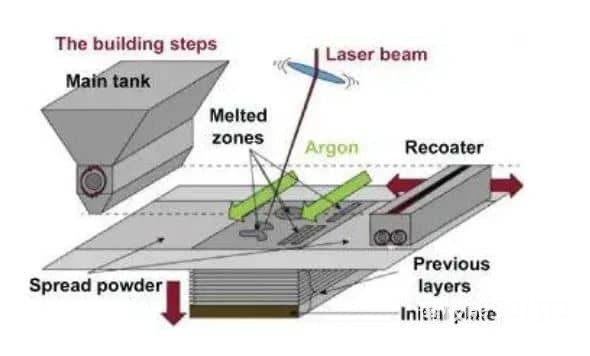
�ڽ����������칤���У���ĩ�����ڣ�PBF���Ǿ���Ӱ�����Ĺ��գ�Ҳ�������о������⡣���������PBF�����Ǽ���PBF��LPBF���͵�����PBF��EBPBF����LPBF��Ҳ��Ϊѡ���Լ����ۻ������ڶ������廷���н������դ����ϸ�۴����棬����ѡ�������ۻ����ںϵĹ��̡�ͨ��������ں�����������γɸ��ӵ���ά�����EBPBF������LPBF��ͬ��ԭ������Դ�ǵ����������Ǽ��⣬����ǻ�Ҵ������״̬������EBPBF��ÿһ�㶼��ɢ�������սᣬ�Է�ֹ������ʵ�ֽӽ���ȫ���ܵ������1,2LPBF��EBPBF���������챾�о�������Ʒ�Ĺ��̡�
Ti-6Al-4V�������õ�ǿ�������ȣ��߿�ƣ�ͺ���ʴ���Լ��������ܣ�����������������Ӧ�á�31Ti-6Al-4V���������������ԣ�ʹ���Ϊ����ҽѧӦ�õ�����ѡ���������Ͻ���ȣ�Al-Si-10Mg���������õ�ǿ�ȣ���ʴ�ԣ����ܶȺߵ����ԣ����Ҿ��������ں��պ�������������Լ�����ԭ���С�
���о�ּ���о�LB-PBF����ı����������ڲ�ȱ�ݻ��ܶ�֮�������ԣ��Ӷ�Ϊ�����ܹ���ֹLB-PBF���ȱ�ݷ������ֳ����ͷ�������ϵͳ�ṩָ����
���������
���ղ������ܶȵĹ�ϵ
���о��н��е�ʵ����������ߴ�Ϊ10 �� 10 �� 10 mm��ͼ1A����ʹ���䱸��1kW��ģ���˼�������PBF����̨������Ʒ���죬�ڵ����������������� < 0.1����%������������п��ǵ�����������������������ֱ��d = 100��m��1/e2���������P = 175�C800 W��ɨ���ٶ�v = 550�C2850 mm/s����Ӱ���h = 0.10 mm�����t = 0.05mm�������ܶ�E = 24.1�C82.4 J/mm3�������ܶ�Eʹ�ù�ϵʽE=\frac��P����vht�����㡣��ˣ��ڿ���Χ�ļ���ʣ��ߴ�800 W����ɨ���ٶȣ��ߴ�2850 mm/s��ֵ���о��˹��ղ������ܶ�֮��Ĺ�ϵ��
ʹ�ñ��о��������120��������Ʒ������ܶ�ֵ�����ļ������ɨ���ٶȵĹ���ͼ��ͼ1B��ʾ��ͨ����������Ʒ�Ļ��ڰ�����ԭ�����ܶȳ�������Ӧ����ʵ�ܶȣ�8.20 g/cm3������������ܶȡ�ͼ1B�еĵ��ʺ͵�ɨ���ٶ������Ӧ�ڳ���99.7%�ĸ�����ܶ�ֵ��ͬʱ���Ը߹��ʣ�����400W����ɨ���ٶȣ�����2000mm/s��Ϊ�������������������ܶȡ�
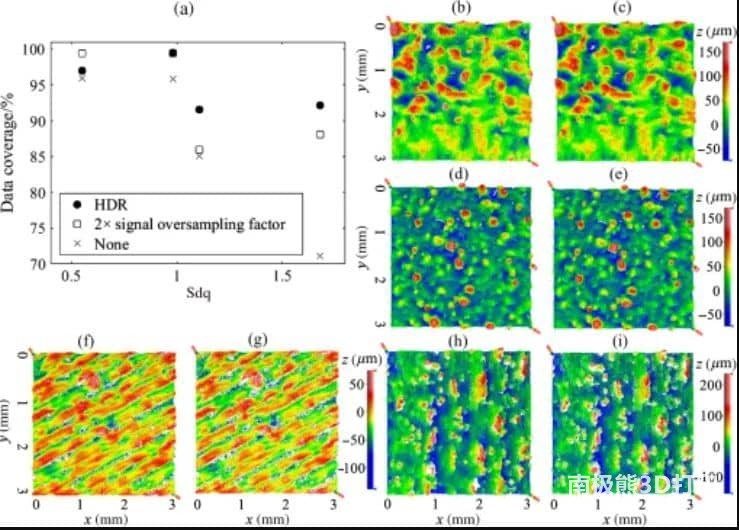
ʹ�ò��Ϻͱ�����ò�����仯�൱��Ľ���AM��Ʒ����ʵ�飬��ѡ����������Խ�ʾ���Ƚ���CSIϵͳ���ܵ�����Ҫ������Ȥ�ķ��档����ʹ������ݼ������������Ͳ����������н�һ�����о��������ߵ�ʵ�����ޣ��Ծ����������ಢ���ּ�ࡣʵ�������1����������Ľ�������������棬���Ǵ�Χ�ı���ֲڶȡ�б�ʷֲ����������Σ��Լ���2��ʹ���ĸ��ᄉ��������ѧ�佹���á����������˹�Ƭ������źŹ��������ú����� HDR ����ˮƽ����Ͻ��е�һϵ�в���������ÿ�����棬���������ݸ��Ƿ�Χ�����������ʱ�䷽������Ż�������
ͼ2����˸��ܶȺ͵��ܶ���������Ʒ��ɨ�����������SEM����X��������ϲ�ɨ�裨XCT��ͼ�ֱ�ʹ��JEOL JSM-7800F��Nikon XT H225ST������Щͼ��ʹ��43.5 J/mm3���㹻�����ܶ������ȫ�ܶ���Ʒ��XCT-1����SEM��XCTͼ����ʾ��ֱ��С��10��m�����٣�ͼ2A��C��E����ͬʱ����29J/mm3�ĵ������ܶ������������ܶ�Ϊ98%����Ʒ��XCT-2����SEM��XCTͼ����ʾ�˴���������δ�ۺ�ȱ�ݣ�ͼ2B��D��F����
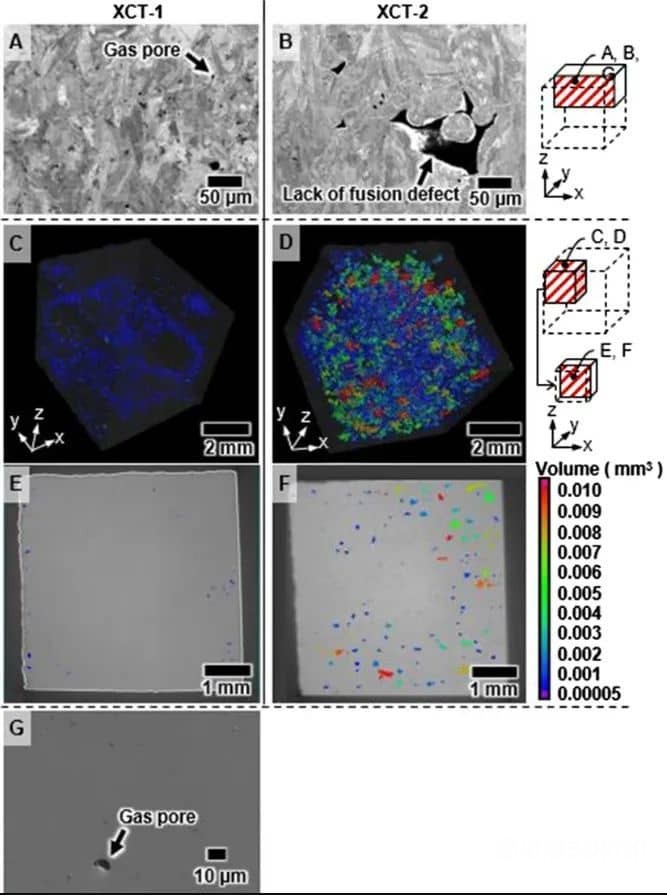
��ˣ���2000 mm/sɨ���ٶȺͳ���35 J/mm3�������ܶ��£�����������С��500 W����ʵ������������ӽ���ʵ�ܶȵ���Ʒ�����⣬����ܶȳ���99.7%����Ʒ�Ľṹ�������ڴ���С�� ~ ֱ��Ϊ10��m��ͼ2G�����ⲻ������Ӱ��LB-PBF IN718��ƣ��ǿ�ȡ���ˣ���99.7%������ܶ�����Ϊ��ֵ��
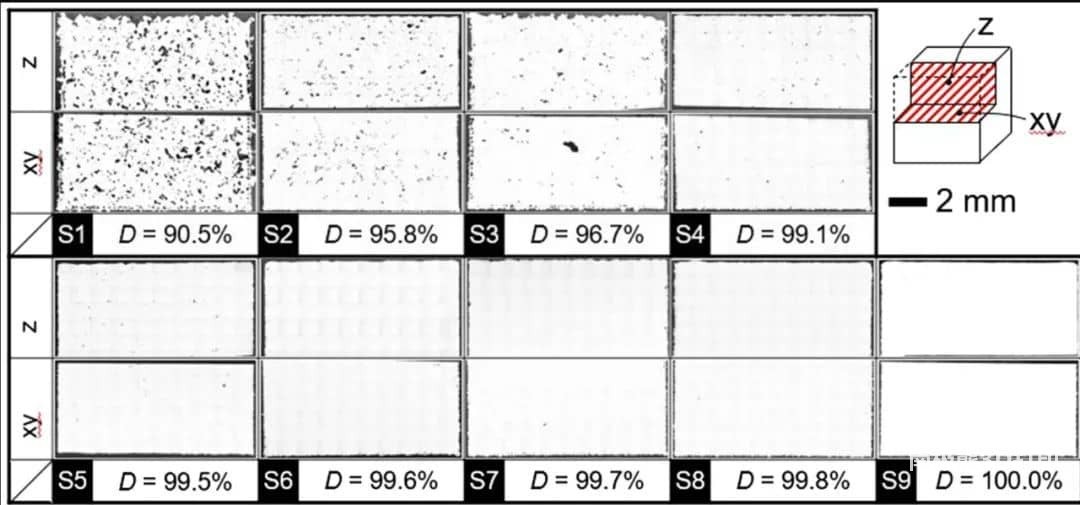
����S1�CS9���μ�ͼ1B��C���Ĺ�ѧ������OM��ͼ����ͼ3��ʾ����ͼ��ʾ��ȫ�ܶ�����S7��S8��S9�д��ڼ��ٵ�ȱ�ݡ�ͬʱ������ܶ�Ϊ99%������S4�д���������϶��������ܶȽϵ͵�����S1��S2��S3�пɹ۲쵽û���ۺ�ȱ�ݺͿ�϶������20������ܶ�ֵ����Լ99%�IJ��������׳����ۺ�ȱ�ݡ���ˣ����Ų�������ܶȵĽ��ͣ���Щȱ�ݱ�ø���ͻ����
AM������иߴֲڶȣ�������������б�ʺ���ɢ��������ˣ������Ը߷ֱ���ȷ����������ò��CSI�������������ڲ�����Թ⻬�ı��棨�����ѧ�����������ּ�����ǰ����Ϊ�������ڲ���AM����;Ȼ����CSI�������������½�չ����ͨ��ʹ���Ƚ��IJ��������������������ȣ�����Դ���Ĺ��ˣ�HDR����ˮƽ��ÿ�����������ϵĿɵ�����ɼ������Լ����ӵĵ����ؽ��㷨��
�ڽ����������켼����ʵʩ�����У��ֳ���غͷ�������ϵͳ�Ŀ�����ȷ���˸������ij�Ʒ��������졣���о�ּ���о���������ĩ���ۺϣ�LB-PBF������ı����������ڲ�ȱ�ݻ��ܶ�֮�������ԡ��ڱ��о��У�ͨ����LB-PBF����Ӧ����In 718���Ͻ��ĩ���Ʊ���120����������������ISO 25178�C2����ȷ����������Ʒ���ܶȺ�35����������������ʹ��ͳ�Ʒ������۲쵽����������������������ڵ��ܶȻ��ڲ�ȱ��֮����ں�ǿ������ԡ�����Щ������������������ֳ������������ڽ�����������ϵͳ�еĿ��Ʊ�����
����
�����������죨AM���������Ƿ�ĩ���ۺϣ�PBF��������Ϊ�Ǵ�����о��²������ܺ��ӽṹ���²��ϵ���Ҫ���̡��ù����漰ʹ�ü�����������Ϊ��Դ��Ȼ�������Ƕ�ʹ��PBF���ջ�õij�Ʒ��������������һЩ���ǡ���Щ�����漰����Ʒ����г�������δ�ۺϵ�ȱ�ݣ��Լ�����PBF���չ��е����Ե��¼ӹ������б���ֲڶȵ����ӡ���ˣ�����PBF��������Ļ�е���ܺͱ���ֲڶȵ��ڶ�����ϡ���ˣ�Ϊ�˾�������PBF�ӹ�������ȱ�ݵķ�����ȷ����Ʒ����ĸ������������˼�غͷ�������ϵͳ��
ʹ�ô�ͳ�����켼�������ĩұ�����ơ����ӡ���ѧ�����������ɢ���ӣ�����������и��Ӽ�����״�Ͳ�ͬ�������ͻ�ɷֿɿطֲ��Ķ���Ͻṹ����������(AM)���Ի������ԭ���ṩ��������ɶȺ����츴�����������ԣ��ܹ���ȷ���Ʋ��ϵĿռ�ֲ�������ڶ���Ͻṹ����ƺ������о��кܴ��DZ�����봫ͳ���켼����ȣ�����ϼӹ�����Ϊ������״���ӵĶ��������������ṩ��һ�ָ��ӿɿ��ķ���������������ɱ����ر��ǣ���һ���������˸��߲�ε�������ɣ��ܹ����Ƹ��ӵ���ά�ռ��ڲ��Ϸֲ��ķ����ԺͶ����ԡ���ˣ������AM����ʵ�֡�����ȷ��λ�ô�ӡ��ȷ�IJ��ϡ��͡�Ϊ���صĹ��ܴ�ӡ���صĽṹ����
��L-PBFϵͳ��ʾ��ͼ��
���Ʒ���������ص�Ҫ��������������е����Ҫ����ֲڶȱ��;��ȡ���Щ�����ܵ��������������ۻ������������Ӱ�졣��ˣ��ۻ������̹����г��ֵ��ڲ�ȱ�ݺͱ���ֲڶȲ�һ�±���Ϊ��Ӱ���Ʒ��������������ղ������ڲ�ȱ�ݺ�/���Ʒ�ܶȵ�Ӱ�쾭������������ˣ�����ʡ�ɨ���ٶȡ���Ӱ���Ͳ��ȱ�ȷ��ΪLB-PBF-LB���ղ����Ļ�������������ʺ�ɨ���ٶȹ���ͼ����ȷ����ѹ��̲�����
�ڽ����������칤���У���ĩ�����ڣ�PBF���Ǿ���Ӱ�����Ĺ��գ�Ҳ�������о������⡣���������PBF�����Ǽ���PBF��LPBF���͵�����PBF��EBPBF����LPBF��Ҳ��Ϊѡ���Լ����ۻ������ڶ������廷���н������դ����ϸ�۴����棬����ѡ�������ۻ����ںϵĹ��̡�ͨ��������ں�����������γɸ��ӵ���ά�����EBPBF������LPBF��ͬ��ԭ������Դ�ǵ����������Ǽ��⣬����ǻ�Ҵ������״̬������EBPBF��ÿһ�㶼��ɢ�������սᣬ�Է�ֹ������ʵ�ֽӽ���ȫ���ܵ������1,2LPBF��EBPBF���������챾�о�������Ʒ�Ĺ��̡�
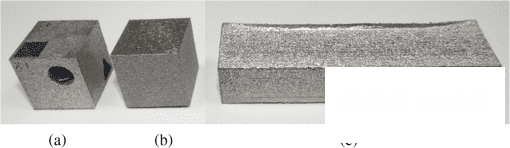
��ƷͼƬ����a��Al-Si-10Mg����b��Ti-6Al-4V LPBF������ͣ�c��Ti-6Al-4V EBPBF�����⾵��
Ti-6Al-4V�������õ�ǿ�������ȣ��߿�ƣ�ͺ���ʴ���Լ��������ܣ�����������������Ӧ�á�31Ti-6Al-4V���������������ԣ�ʹ���Ϊ����ҽѧӦ�õ�����ѡ���������Ͻ���ȣ�Al-Si-10Mg���������õ�ǿ�ȣ���ʴ�ԣ����ܶȺߵ����ԣ����Ҿ��������ں��պ�������������Լ�����ԭ���С�
���о�ּ���о�LB-PBF����ı����������ڲ�ȱ�ݻ��ܶ�֮�������ԣ��Ӷ�Ϊ�����ܹ���ֹLB-PBF���ȱ�ݷ������ֳ����ͷ�������ϵͳ�ṩָ����
���������
���ղ������ܶȵĹ�ϵ
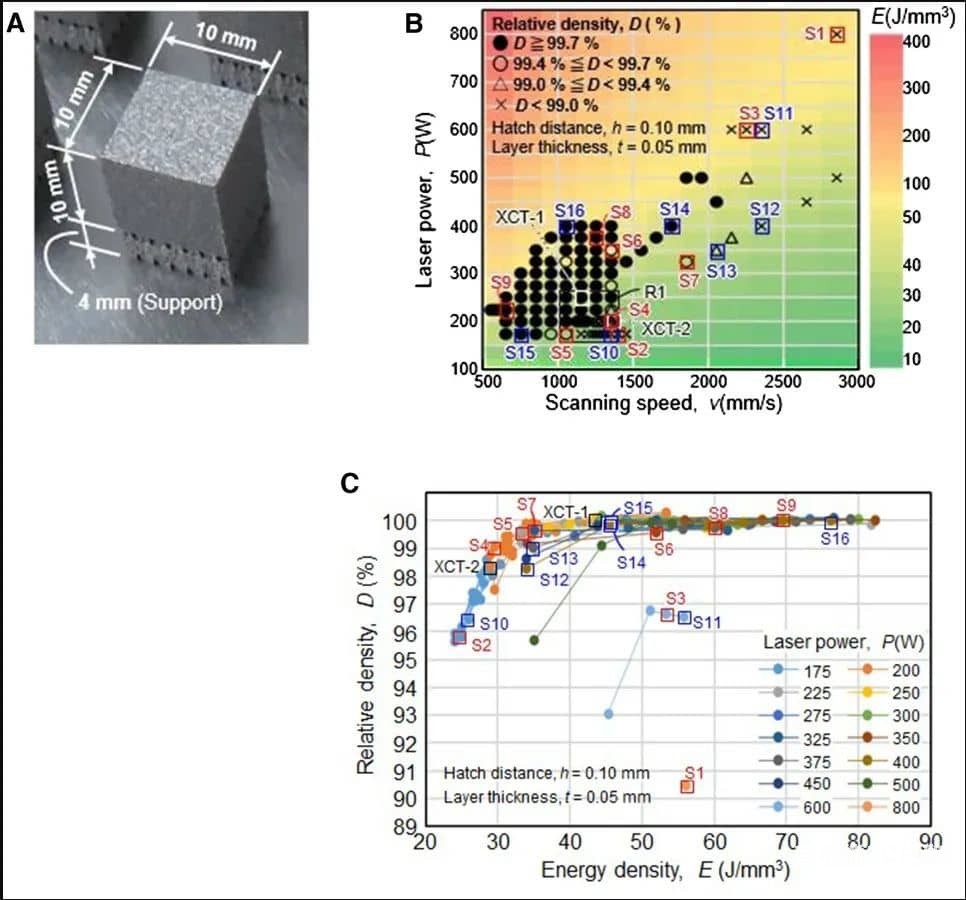
���о��н��е�ʵ����������ߴ�Ϊ10 �� 10 �� 10 mm��ͼ1A����ʹ���䱸��1kW��ģ���˼�������PBF����̨������Ʒ���죬�ڵ����������������� < 0.1����%������������п��ǵ�����������������������ֱ��d = 100��m��1/e2���������P = 175�C800 W��ɨ���ٶ�v = 550�C2850 mm/s����Ӱ���h = 0.10 mm�����t = 0.05mm�������ܶ�E = 24.1�C82.4 J/mm3�������ܶ�Eʹ�ù�ϵʽE=\frac��P����vht�����㡣��ˣ��ڿ���Χ�ļ���ʣ��ߴ�800 W����ɨ���ٶȣ��ߴ�2850 mm/s��ֵ���о��˹��ղ������ܶ�֮��Ĺ�ϵ��
ͼ1 ͨ�����ղ������ܶ�֮�������ܶ������Ĺ�ϵ����A��������������B������ʺ�ɨ���ٶ�֮��Ĺ���ͼ����C������ܶȺ������ܶ�֮��Ĺ�ϵ��
ʹ�ñ��о��������120��������Ʒ������ܶ�ֵ�����ļ������ɨ���ٶȵĹ���ͼ��ͼ1B��ʾ��ͨ����������Ʒ�Ļ��ڰ�����ԭ�����ܶȳ�������Ӧ����ʵ�ܶȣ�8.20 g/cm3������������ܶȡ�ͼ1B�еĵ��ʺ͵�ɨ���ٶ������Ӧ�ڳ���99.7%�ĸ�����ܶ�ֵ��ͬʱ���Ը߹��ʣ�����400W����ɨ���ٶȣ�����2000mm/s��Ϊ�������������������ܶȡ�
ʹ�ò��Ϻͱ�����ò�����仯�൱��Ľ���AM��Ʒ����ʵ�飬��ѡ����������Խ�ʾ���Ƚ���CSIϵͳ���ܵ�����Ҫ������Ȥ�ķ��档����ʹ������ݼ������������Ͳ����������н�һ�����о��������ߵ�ʵ�����ޣ��Ծ����������ಢ���ּ�ࡣʵ�������1����������Ľ�������������棬���Ǵ�Χ�ı���ֲڶȡ�б�ʷֲ����������Σ��Լ���2��ʹ���ĸ��ᄉ��������ѧ�佹���á����������˹�Ƭ������źŹ��������ú����� HDR ����ˮƽ����Ͻ��е�һϵ�в���������ÿ�����棬���������ݸ��Ƿ�Χ�����������ʱ�䷽������Ż�������
����������������CSI������
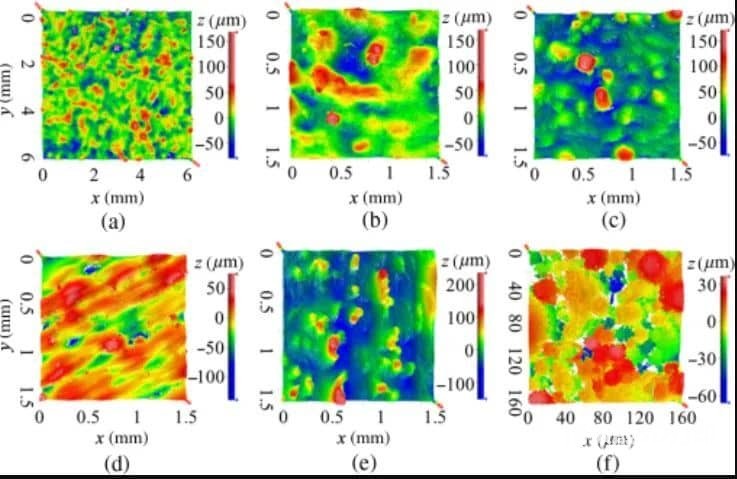
ͼ2����˸��ܶȺ͵��ܶ���������Ʒ��ɨ�����������SEM����X��������ϲ�ɨ�裨XCT��ͼ�ֱ�ʹ��JEOL JSM-7800F��Nikon XT H225ST������Щͼ��ʹ��43.5 J/mm3���㹻�����ܶ������ȫ�ܶ���Ʒ��XCT-1����SEM��XCTͼ����ʾ��ֱ��С��10��m�����٣�ͼ2A��C��E����ͬʱ����29J/mm3�ĵ������ܶ������������ܶ�Ϊ98%����Ʒ��XCT-2����SEM��XCTͼ����ʾ�˴���������δ�ۺ�ȱ�ݣ�ͼ2B��D��F����
ͼ2 �����Լ��ڲ�ȱ�ݵĹ۲졣
��ˣ���2000 mm/sɨ���ٶȺͳ���35 J/mm3�������ܶ��£�����������С��500 W����ʵ������������ӽ���ʵ�ܶȵ���Ʒ�����⣬����ܶȳ���99.7%����Ʒ�Ľṹ�������ڴ���С�� ~ ֱ��Ϊ10��m��ͼ2G�����ⲻ������Ӱ��LB-PBF IN718��ƣ��ǿ�ȡ���ˣ���99.7%������ܶ�����Ϊ��ֵ��
����S1�CS9���μ�ͼ1B��C���Ĺ�ѧ������OM��ͼ����ͼ3��ʾ����ͼ��ʾ��ȫ�ܶ�����S7��S8��S9�д��ڼ��ٵ�ȱ�ݡ�ͬʱ������ܶ�Ϊ99%������S4�д���������϶��������ܶȽϵ͵�����S1��S2��S3�пɹ۲쵽û���ۺ�ȱ�ݺͿ�϶������20������ܶ�ֵ����Լ99%�IJ��������׳����ۺ�ȱ�ݡ���ˣ����Ų�������ܶȵĽ��ͣ���Щȱ�ݱ�ø���ͻ����
ͼ3 ������S1�CS9��������OMͼ��
AM������иߴֲڶȣ�������������б�ʺ���ɢ��������ˣ������Ը߷ֱ���ȷ����������ò��CSI�������������ڲ�����Թ⻬�ı��棨�����ѧ�����������ּ�����ǰ����Ϊ�������ڲ���AM����;Ȼ����CSI�������������½�չ����ͨ��ʹ���Ƚ��IJ��������������������ȣ�����Դ���Ĺ��ˣ�HDR����ˮƽ��ÿ�����������ϵĿɵ�����ɼ������Լ����ӵĵ����ؽ��㷨��
Ϊ����ˮƽ����HDR���ܿ�����ǿ���ݸ��Ƿ�Χ��
(���α༭��admin)

��һƪ��USF 3D��ӡ��ǩ���ӻ������ר�����Ͽɣ�����60������������1��֧
��һƪ����������������������ѧ����80����Ԫ�����ڹ���AFSD����3D��ӡ�豸
��һƪ����������������������ѧ����80����Ԫ�����ڹ���AFSD����3D��ӡ�豸
 NASA��ICON�����ƽ�̫��3D
NASA��ICON�����ƽ�̫��3D �ڰ˽�ҽԺ3D��ӡ��̳����
�ڰ˽�ҽԺ3D��ӡ��̳���� 3D��ӡ��ͷStratasys�չ�
3D��ӡ��ͷStratasys�չ� Nature�ӿ���3D��ӡ������
Nature�ӿ���3D��ӡ������ ȫ������3Dɨ���Ǿ�ͷ�ϲ�
ȫ������3Dɨ���Ǿ�ͷ�ϲ� ������ͨ�����ƣ�FAA����
������ͨ�����ƣ�FAA������������
- ��NASA��ICON�����ƽ�̫��3D��ӡ�������
- ���ڰ˽�ҽԺ3D��ӡ��̳�����Ի�ҽ���ѳ�
- ��3D��ӡ��ͷStratasys�չ��Ʋ���ҵForwa
- ��Nature�ӿ���3D��ӡ���������ɴ���Ƥ��
- ��ȫ������3Dɨ���Ǿ�ͷ�ϲ����δ�ĸ��˾
- ��������ͨ�����ƣ�FAA������3D��ӡ��eBa
- �������WASP����ױ��Ǵ�ѧ������3D��ӡ
- ��Formlabs��ϯִ�йٳƹ�˾��������ó��
- ��Roblox�Ƴ���ԴCube 3Dģ���ߣ�֧��A
- ��Sodick����ɶԽ���3D��ӡ��������Prim
 �����վ�2860����
�����վ�2860���� ����������ҵǿǿ
����������ҵǿǿ ��������450����
��������450���� GoEngineerͨ����
GoEngineerͨ���� 3DʳƷ��ӡ����
3DʳƷ��ӡ���� ���ڻ�÷¡�о���
���ڻ�÷¡�о����ȵ�����
- ����������450����Ԫ������������һ�廯
- ����һ��ǧ���һ�����Ф��������ͽ���
- ��ī�����ʼ�������ѧ����ģ�����Ӽ�����
- ���о���Ա�����µĻ���ͼ��Ļ���ѧϰ��
- ��3D��ӡ��·�� (PCB)������֪�������ﶼ
- �����ֳ����ļ����۸���������
- ��3D��ӡ�����������켼��������״̬
- �����ɵIJ�ɫ�����ӡ��Ʒ�ڴ��˻����࣬
- ������BIOLIFE4D��˾����3D��ӡ��������
- �����Ų����������������뼤�����족�ص�


