综述:金属增材制造―微观结构演变与多阶段控制(一)
时间:2021-08-17 11:54 来源:南极熊 作者:admin 阅读:次
来自深圳大学的学者及其合作者发表了综述:重点提出了一种金属增材制造的综合加工图; 在熔池凝固过程中和之后,增材制造的微观结构的发展;分析了多尺度微观结构的形成机制,并提出了微观结构的控制方法。本文为第一部分。
综述全文摘要:
增材制造作为一种创新的工业技术,通过逐层添加材料来制造物体,因此可以以前所未有的自由度制造特定的零件。对于金属材料,在增材制造过程中构建了一种独特的分层微观结构,使其具有许多优良的性能。为了充分利用增材制造,需要对微观结构的演化机制进行深入的了解。为此,本文探讨了增材制造的基本步骤,即熔池的形成和粘合。提出了一种将熔池能量和几何相关过程参数集成在一起的综合加工图。在此基础上,在成分熔池凝固过程中和凝固后,开发出增材制造的微观结构。凝固结构由沿晶界形成的初级柱状颗粒和细小的二级相组成。凝固后的结构包括由内部残余应力引起的亚微米级位错胞和在相邻熔池循环加热过程中由本征热处理引起的纳米级沉淀。在凝固和位错理论的基础上,对多阶段微观结构的形成机制进行了深入的分析,并提出了多尺度的控制方法。此外,还简要讨论了潜在的原子尺度结构特征。此外,通过调整工艺参数和合金成分,解决了增材制造的微观结构设计,以实现该技术的巨大潜力。本文综述不仅建立了一个坚实的微观结构框架,而且为通过增材制造生产的金属材料的机械性能调整提供了有前途的指导意见。
增材制造是一种颠覆性技术,可根据数字模型直接逐层打印三维(3D)组件。与铸造、锻造和机加工等传统制造方法完全不同,增材制造是一种近净成型制造工艺,可以显着提高设计自由度并缩短生产时间。因此,在即将到来的工业4.0时代,增材制造为智能制造提供了巨大的机遇。此外,增材制造是一类通用、灵活且高度可定制的生产技术,适用于制造各种材料,包括金属、陶瓷和聚合物。对于金属材料,激光或电子束通常在类似于焊接的增材制造过程中用作高强度热源,其中金属粉末被加热到熔融状态以形成基本的构建单元――熔池。因此,这种类型的增材制造技术被归类为基于熔合的增材制造。熔池的形成和随后的结合是基于熔合的增材制造过程中的两个基本物理过程。相比之下,增材制造也可以在固态下进行,这在很大程度上依赖于金属粉末颗粒的动能而不是热能。然而,由于固态键合的局限性,固态增材制造大多仅限于延展性材料。
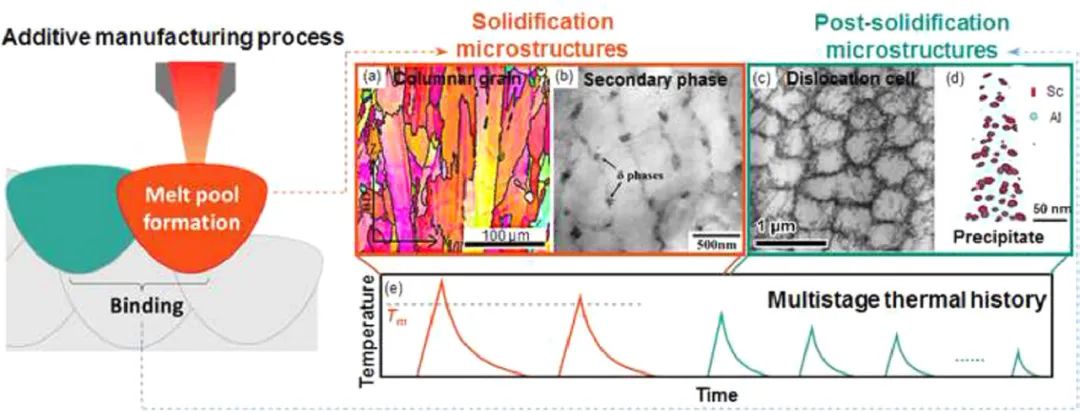
在基于熔合的增材制造中,一旦受到高能束的轰击,金属粉末的局部温度会瞬间飙升至熔点以上,在短时间内形成微尺度熔池。随后,热源快速扫描到下一个位置,熔池在先前沉积的制冷基板的影响下迅速凝固。因此,在增材制造过程中可以实现高达10exp(7) K/s的陡峭温度梯度和10exp(7) K/m的高冷却速率。当与熔池熔合过程中发生的复杂流体动力学相结合时,由于气体滞留或未熔合而经常出现孔隙。因此,良好的金属元件的增材制造的加工窗口异常狭窄。在这个狭小的空间中,构建了从微米级柱状晶粒和亚微米级位错单元到纳米级沉淀物的分级微观结构,赋予金属材料许多优异的机械性能。与缺陷消除相比,实现精确的微观结构控制相对更具挑战性,为此迫切需要全面了解微观结构的演变。
鉴于存在广泛的增材制造方法和系统,增材制造金属材料的微观结构受到大量工艺参数的影响。其中,热源功率、束斑尺寸、扫描速度、舱口间距和层厚是最常研究的。因为即使是最少量的残余孔隙也会严重降低最终金属零件的机械性能,所以实现全密度是增材制造最理想的结果之一。目前的研究大多采用体积能量密度(VED)作为指导因素,即单位体积粉末能量的沉积量,VED=P/vhδ;其中P、v、h和 δ 分别是光束功率、扫描速度、窗口间距和粉末厚度。在低VED下,未熔化的颗粒留在熔池底部,导致以不规则小面孔为特征的未熔合缺陷。相反,当VED过高时,熔池内的温度超过金属的沸点,导致材料蒸发。因此,球形孔被困在部件中。致密金属部件只能在中间VED 范围内制造,在该范围内形成足够大和稳定的熔池。尽管VED已被广泛且成功地采用,但它有许多局限性。它不能正确表示传递到熔池的有效能量,因为在VED方程中完全忽略了热束的焦点直径和熔池的几何信息。此外,复杂的热历史是最终微观结构的主要影响因素,尚未考虑在内。因此,增材制造的微观结构控制指南仍然缺失。
在3D金属部件的构建过程中,每一层的沉积过程中都会发生重复的热循环、局部微观结构会经历复杂的热效应。因此,复杂的热历史导致了多尺度微观结构的发展。本质上,增材制造是一个多尺度问题,材料会在短时间内发生局部的转换。在小熔池中难以进行实时实验观察,已经进行了许多模拟和建模研究来提取原位热量和质量信息。一般来说,增材制造的热条件促进柱状晶粒的外延生长,其中 <100> 晶体取向是立方金属的有利方向。在热膨胀和收缩过程中,来自建造基材的约束会导致高残余应力和金属元件中产生的高密度位错。重复加热和淬火还会在先前沉积的层中产生固有的热处理效果,并且在某些情况下会发生固态沉淀反应。确定温度梯度和冷却速率是影响最终微观结构的关键热力学因素。然而,熔池中的温度场分布会导致这些因素发生重大变化。因此,在增材制造的金属中形成的微观结构因部位而异,这在大多数情况下难以理解。
分层微观结构有助于增材制造金属材料具有优越的机械性能。原则上,强化机制可以用一个简单的方程表示:σy = σ0 + Δσgb + Δσdis + Δσprec,
其中 σ0、Δσgb、Δσdis 和 Δσprec 分别代表晶格摩擦、晶界、位错和沉积物的屈服应力贡献。增材制造工艺参数的便利调节为精确控制微观结构和相应地调整机械性能提供了前所未有的机会。需要系统推理来构建增材制造过程中微观结构演变的坚实基础。在本文综述中,首先修订了增材制造的加工图。将熔池形成的能量项和熔池结合的几何项整合在一起,构建了一个综合的加工图。相应地,打印金属材料的微观结构可分为凝固和凝固后的结构,它们在不同阶段形成。而且还解决了在快速冷却过程中凝固的潜在原子级微观结构特征。此外,还讨论了为增材制造设计的特定地点的微观结构和合金成分,以充分探索增材制造技术的潜力。
2. 增材制造加工图
2.1 不同的增材制造方法
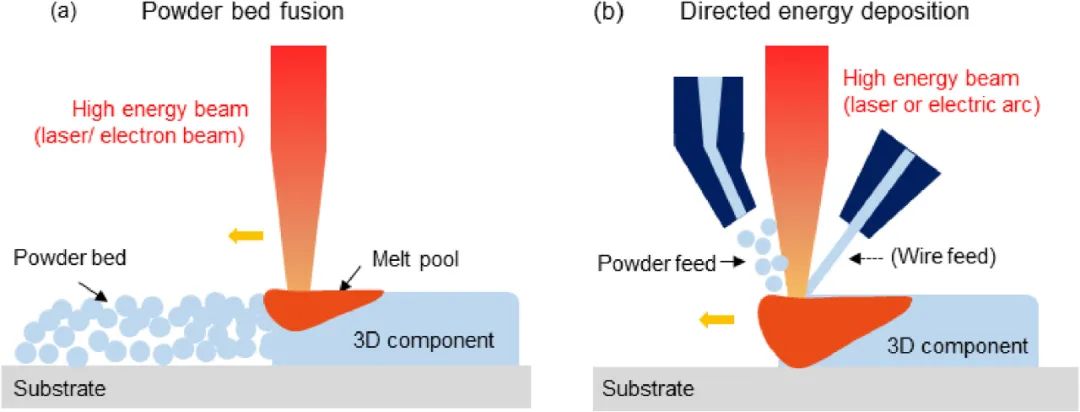
虽然有许多不同的增材制造技术,但本文重点介绍基于熔合的增材制造,它利用高能量密度光束,包括激光、电子束或电弧,作为热源。与金属的间接和固态增材制造方法(如粘合剂喷射、熔丝制造、冷喷涂增材制造和超声波增材制造)相比,基于熔合的增材制造会产生更复杂的热历史,因此生产出来的部件具有更好的性能。因此,它在学术和工业领域引起了更多关注,以下为简单起见将其称为增材制造。通常,这些技术可分为粉末床熔合(PBF)和定向能量沉积(DED),如图1所示。PBF 为使用激光或电子束在预先铺设的粉末床中逐层熔化和烧结金属粉末(图1(a));这包括选择性激光熔融(SLM)和电子束熔融(EBM)。在DED中,金属粉末或金属丝被同轴送入高能束(激光或电弧)中,以在基板上连续形成熔化层(图 1(b))。激光工程净成形(LENS)和电弧增材制造(WAAM)是两种典型的DED方法。这些增材制造技术的不同程序为它们提供了不同的特性。例如,SLM具有较小的光斑尺寸,因此可以创建精度更高的金属部件。EBM配备了高性能加热平台,可以大大减少残余应力积累。LENS 更适合混合材料打印,因为它的多喷嘴设计。WAAM具有更高的沉积速率,并且能够制造大型组件 。此外,不同增材制造方法之间的热条件差异很大,与其他方法相比,由于WAAM的熔池尺寸较大,因此表现出相对较缓的温度梯度,约为10exp(2) K/s 。
不同增材制造技术的众多工艺变量为调整打印金属材料的特性提供了巨大的机会。因为加工参数会影响熔池中熔融金属的流动动力学、传热和凝固特性,从而导致晶粒尺寸、形态和织构的微观结构变化。必须首先建立工艺参数和获得的微观结构之间的关系。为此,将在下一节中开发和讨论一个全面的加工图。
2.2 连续和非连续的工艺参数
在增材制造过程中,金属材料的微观结构很容易受到各种工艺参数的影响。这些参数可以根据它们的动作时间大致分为两类,连续参数和不连续参数。连续参数负责金属粉末的连续逐点选择性熔化,并在打印过程中提供连续的能量输入;它们包括光束功率、扫描速度和光束直径。在增材制造的扫描操作过程中,不同沉积轨迹和层之间存在间隔时间;间隔时间取决于试样大小和扫描模式,范围为0.1到100 s。因此,与轨迹和层相关的参数,如窗口间距、层厚和扫描策略,可以看作是不连续的参数。不连续的工艺参数确保以间歇方式构建最终的3D元件。换句话说,连续的工艺参数与通过高能量输入形成熔池的每条轨迹有关;因此,它们也可以被视为能量因素。不连续参数主要负责不同轨迹中相邻熔池的几何重叠;因此,它们可以被视为几何因素。要打印出无缺陷的完好部件,不仅需要在暴露于高强度热源时产生稳定的熔池,还需要相邻熔池之间适当的相互作用。
2.3 结合能量和几何因素的加工图
熔池作为增材制造的基本建造块,如图2(a)所示,通过对相邻轨迹的部分重熔,这些熔池的重叠将这些块绑定在一起,并构建最终的3D对象。将连续(能量)和不连续(几何)因素整合在一起,构建了一个综合加工图,如图2(b)所示。纵轴表示无量纲能量E*,它综合了光束特征和材料特性。需要注意的是,在相对较低的功率或较高的扫描速度下,能量输入不足以完全熔化金属粉末,产生不连续的熔池。在这种情况下,会产生因未融合而导致的缺陷(图 2(b))。当光束功率过高或扫描速度过慢时,过多的能量注入金属粉末;可以达到物料的沸腾温度。金属被汽化,气体由于局部凹陷而被截留形成球形孔,类似于高VED因子。只有在传导模式相对稳定的中能区才能获得良好的熔池。
除了形成的稳定熔池,良好的结合是确定印刷零件最终质量的另一个关键先决条件。为表示相邻熔池的几何重叠程度,以几何结合因子为指标,如图 2(a)所示。熔池形状近似为半圆为宜;因此,。熔池宽度可以使用Rosenthal模型[64],,或直接通过实验测量;ρ和Cp分别是材料的密度和比热。较大的 Ψ 表明在连续沉积过程中,较大比例的单个熔池被重熔。只有当 Ψ ≥1 时,才能打印致密的金属样品;否则,就会引入缺乏约束力的缺陷。
综述全文摘要:
增材制造作为一种创新的工业技术,通过逐层添加材料来制造物体,因此可以以前所未有的自由度制造特定的零件。对于金属材料,在增材制造过程中构建了一种独特的分层微观结构,使其具有许多优良的性能。为了充分利用增材制造,需要对微观结构的演化机制进行深入的了解。为此,本文探讨了增材制造的基本步骤,即熔池的形成和粘合。提出了一种将熔池能量和几何相关过程参数集成在一起的综合加工图。在此基础上,在成分熔池凝固过程中和凝固后,开发出增材制造的微观结构。凝固结构由沿晶界形成的初级柱状颗粒和细小的二级相组成。凝固后的结构包括由内部残余应力引起的亚微米级位错胞和在相邻熔池循环加热过程中由本征热处理引起的纳米级沉淀。在凝固和位错理论的基础上,对多阶段微观结构的形成机制进行了深入的分析,并提出了多尺度的控制方法。此外,还简要讨论了潜在的原子尺度结构特征。此外,通过调整工艺参数和合金成分,解决了增材制造的微观结构设计,以实现该技术的巨大潜力。本文综述不仅建立了一个坚实的微观结构框架,而且为通过增材制造生产的金属材料的机械性能调整提供了有前途的指导意见。
▲图0 全文的graphic abstract
1. 引言增材制造是一种颠覆性技术,可根据数字模型直接逐层打印三维(3D)组件。与铸造、锻造和机加工等传统制造方法完全不同,增材制造是一种近净成型制造工艺,可以显着提高设计自由度并缩短生产时间。因此,在即将到来的工业4.0时代,增材制造为智能制造提供了巨大的机遇。此外,增材制造是一类通用、灵活且高度可定制的生产技术,适用于制造各种材料,包括金属、陶瓷和聚合物。对于金属材料,激光或电子束通常在类似于焊接的增材制造过程中用作高强度热源,其中金属粉末被加热到熔融状态以形成基本的构建单元――熔池。因此,这种类型的增材制造技术被归类为基于熔合的增材制造。熔池的形成和随后的结合是基于熔合的增材制造过程中的两个基本物理过程。相比之下,增材制造也可以在固态下进行,这在很大程度上依赖于金属粉末颗粒的动能而不是热能。然而,由于固态键合的局限性,固态增材制造大多仅限于延展性材料。
在基于熔合的增材制造中,一旦受到高能束的轰击,金属粉末的局部温度会瞬间飙升至熔点以上,在短时间内形成微尺度熔池。随后,热源快速扫描到下一个位置,熔池在先前沉积的制冷基板的影响下迅速凝固。因此,在增材制造过程中可以实现高达10exp(7) K/s的陡峭温度梯度和10exp(7) K/m的高冷却速率。当与熔池熔合过程中发生的复杂流体动力学相结合时,由于气体滞留或未熔合而经常出现孔隙。因此,良好的金属元件的增材制造的加工窗口异常狭窄。在这个狭小的空间中,构建了从微米级柱状晶粒和亚微米级位错单元到纳米级沉淀物的分级微观结构,赋予金属材料许多优异的机械性能。与缺陷消除相比,实现精确的微观结构控制相对更具挑战性,为此迫切需要全面了解微观结构的演变。
鉴于存在广泛的增材制造方法和系统,增材制造金属材料的微观结构受到大量工艺参数的影响。其中,热源功率、束斑尺寸、扫描速度、舱口间距和层厚是最常研究的。因为即使是最少量的残余孔隙也会严重降低最终金属零件的机械性能,所以实现全密度是增材制造最理想的结果之一。目前的研究大多采用体积能量密度(VED)作为指导因素,即单位体积粉末能量的沉积量,VED=P/vhδ;其中P、v、h和 δ 分别是光束功率、扫描速度、窗口间距和粉末厚度。在低VED下,未熔化的颗粒留在熔池底部,导致以不规则小面孔为特征的未熔合缺陷。相反,当VED过高时,熔池内的温度超过金属的沸点,导致材料蒸发。因此,球形孔被困在部件中。致密金属部件只能在中间VED 范围内制造,在该范围内形成足够大和稳定的熔池。尽管VED已被广泛且成功地采用,但它有许多局限性。它不能正确表示传递到熔池的有效能量,因为在VED方程中完全忽略了热束的焦点直径和熔池的几何信息。此外,复杂的热历史是最终微观结构的主要影响因素,尚未考虑在内。因此,增材制造的微观结构控制指南仍然缺失。
在3D金属部件的构建过程中,每一层的沉积过程中都会发生重复的热循环、局部微观结构会经历复杂的热效应。因此,复杂的热历史导致了多尺度微观结构的发展。本质上,增材制造是一个多尺度问题,材料会在短时间内发生局部的转换。在小熔池中难以进行实时实验观察,已经进行了许多模拟和建模研究来提取原位热量和质量信息。一般来说,增材制造的热条件促进柱状晶粒的外延生长,其中 <100> 晶体取向是立方金属的有利方向。在热膨胀和收缩过程中,来自建造基材的约束会导致高残余应力和金属元件中产生的高密度位错。重复加热和淬火还会在先前沉积的层中产生固有的热处理效果,并且在某些情况下会发生固态沉淀反应。确定温度梯度和冷却速率是影响最终微观结构的关键热力学因素。然而,熔池中的温度场分布会导致这些因素发生重大变化。因此,在增材制造的金属中形成的微观结构因部位而异,这在大多数情况下难以理解。
分层微观结构有助于增材制造金属材料具有优越的机械性能。原则上,强化机制可以用一个简单的方程表示:σy = σ0 + Δσgb + Δσdis + Δσprec,
其中 σ0、Δσgb、Δσdis 和 Δσprec 分别代表晶格摩擦、晶界、位错和沉积物的屈服应力贡献。增材制造工艺参数的便利调节为精确控制微观结构和相应地调整机械性能提供了前所未有的机会。需要系统推理来构建增材制造过程中微观结构演变的坚实基础。在本文综述中,首先修订了增材制造的加工图。将熔池形成的能量项和熔池结合的几何项整合在一起,构建了一个综合的加工图。相应地,打印金属材料的微观结构可分为凝固和凝固后的结构,它们在不同阶段形成。而且还解决了在快速冷却过程中凝固的潜在原子级微观结构特征。此外,还讨论了为增材制造设计的特定地点的微观结构和合金成分,以充分探索增材制造技术的潜力。
2. 增材制造加工图
2.1 不同的增材制造方法
虽然有许多不同的增材制造技术,但本文重点介绍基于熔合的增材制造,它利用高能量密度光束,包括激光、电子束或电弧,作为热源。与金属的间接和固态增材制造方法(如粘合剂喷射、熔丝制造、冷喷涂增材制造和超声波增材制造)相比,基于熔合的增材制造会产生更复杂的热历史,因此生产出来的部件具有更好的性能。因此,它在学术和工业领域引起了更多关注,以下为简单起见将其称为增材制造。通常,这些技术可分为粉末床熔合(PBF)和定向能量沉积(DED),如图1所示。PBF 为使用激光或电子束在预先铺设的粉末床中逐层熔化和烧结金属粉末(图1(a));这包括选择性激光熔融(SLM)和电子束熔融(EBM)。在DED中,金属粉末或金属丝被同轴送入高能束(激光或电弧)中,以在基板上连续形成熔化层(图 1(b))。激光工程净成形(LENS)和电弧增材制造(WAAM)是两种典型的DED方法。这些增材制造技术的不同程序为它们提供了不同的特性。例如,SLM具有较小的光斑尺寸,因此可以创建精度更高的金属部件。EBM配备了高性能加热平台,可以大大减少残余应力积累。LENS 更适合混合材料打印,因为它的多喷嘴设计。WAAM具有更高的沉积速率,并且能够制造大型组件 。此外,不同增材制造方法之间的热条件差异很大,与其他方法相比,由于WAAM的熔池尺寸较大,因此表现出相对较缓的温度梯度,约为10exp(2) K/s 。
▲图1 两种主要类型的增材制造示意图:(a)粉末床熔合(PBF)和(b)定向能量沉积(DED)。
不同增材制造技术的众多工艺变量为调整打印金属材料的特性提供了巨大的机会。因为加工参数会影响熔池中熔融金属的流动动力学、传热和凝固特性,从而导致晶粒尺寸、形态和织构的微观结构变化。必须首先建立工艺参数和获得的微观结构之间的关系。为此,将在下一节中开发和讨论一个全面的加工图。
2.2 连续和非连续的工艺参数
在增材制造过程中,金属材料的微观结构很容易受到各种工艺参数的影响。这些参数可以根据它们的动作时间大致分为两类,连续参数和不连续参数。连续参数负责金属粉末的连续逐点选择性熔化,并在打印过程中提供连续的能量输入;它们包括光束功率、扫描速度和光束直径。在增材制造的扫描操作过程中,不同沉积轨迹和层之间存在间隔时间;间隔时间取决于试样大小和扫描模式,范围为0.1到100 s。因此,与轨迹和层相关的参数,如窗口间距、层厚和扫描策略,可以看作是不连续的参数。不连续的工艺参数确保以间歇方式构建最终的3D元件。换句话说,连续的工艺参数与通过高能量输入形成熔池的每条轨迹有关;因此,它们也可以被视为能量因素。不连续参数主要负责不同轨迹中相邻熔池的几何重叠;因此,它们可以被视为几何因素。要打印出无缺陷的完好部件,不仅需要在暴露于高强度热源时产生稳定的熔池,还需要相邻熔池之间适当的相互作用。
2.3 结合能量和几何因素的加工图
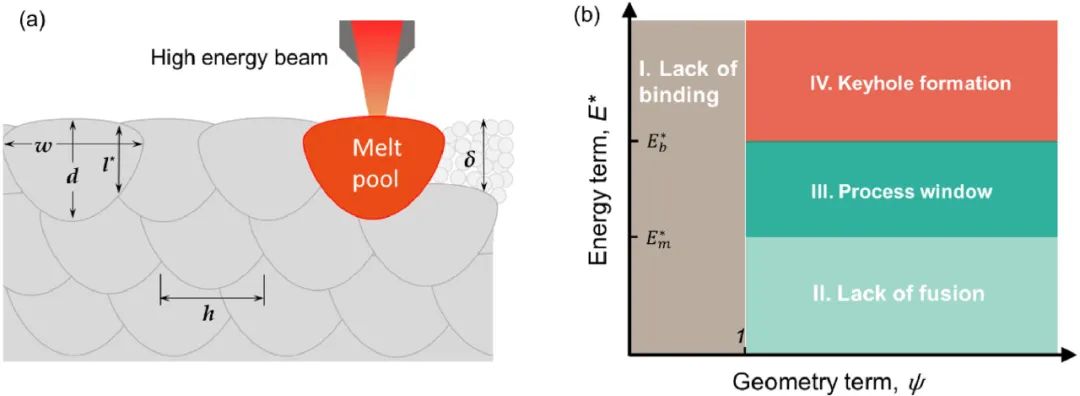
熔池作为增材制造的基本建造块,如图2(a)所示,通过对相邻轨迹的部分重熔,这些熔池的重叠将这些块绑定在一起,并构建最终的3D对象。将连续(能量)和不连续(几何)因素整合在一起,构建了一个综合加工图,如图2(b)所示。纵轴表示无量纲能量E*,它综合了光束特征和材料特性。需要注意的是,在相对较低的功率或较高的扫描速度下,能量输入不足以完全熔化金属粉末,产生不连续的熔池。在这种情况下,会产生因未融合而导致的缺陷(图 2(b))。当光束功率过高或扫描速度过慢时,过多的能量注入金属粉末;可以达到物料的沸腾温度。金属被汽化,气体由于局部凹陷而被截留形成球形孔,类似于高VED因子。只有在传导模式相对稳定的中能区才能获得良好的熔池。
除了形成的稳定熔池,良好的结合是确定印刷零件最终质量的另一个关键先决条件。为表示相邻熔池的几何重叠程度,以几何结合因子为指标,如图 2(a)所示。熔池形状近似为半圆为宜;因此,。熔池宽度可以使用Rosenthal模型[64],,或直接通过实验测量;ρ和Cp分别是材料的密度和比热。较大的 Ψ 表明在连续沉积过程中,较大比例的单个熔池被重熔。只有当 Ψ ≥1 时,才能打印致密的金属样品;否则,就会引入缺乏约束力的缺陷。
▲图2(a)增材制造过程中熔池的形成和结合示意图。(b)集成了能量和几何术语的增材制造加工图。请注意,和分别对应于将金属粉末加热到其熔化温度和沸腾温度所需的能量。
(责任编辑:admin)

 Himed评估不同喷砂磨料在3
Himed评估不同喷砂磨料在3 粉末粒径可以控制增材制造
粉末粒径可以控制增材制造 Divergent公司以3D打印技
Divergent公司以3D打印技 浙大口腔医学院:生物3D打
浙大口腔医学院:生物3D打 新型类器官样神经血管球促
新型类器官样神经血管球促 推动粘结剂喷射(铸造/金
推动粘结剂喷射(铸造/金最新内容
 选区激光熔化增材
选区激光熔化增材 大型聚合物3D打印
大型聚合物3D打印 6K Additive最新
6K Additive最新 如何打造增材制造
如何打造增材制造 从实验室走向生产
从实验室走向生产 3D打印在口腔修复
3D打印在口腔修复热点内容


