�����ĩ������(SLM)�ӹ����ߺϽ߸ֵļӹ����ܺͿ�����Ϊ��1��(2)
ʱ�䣺2022-07-20 13:09 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
4.���
4.1.������
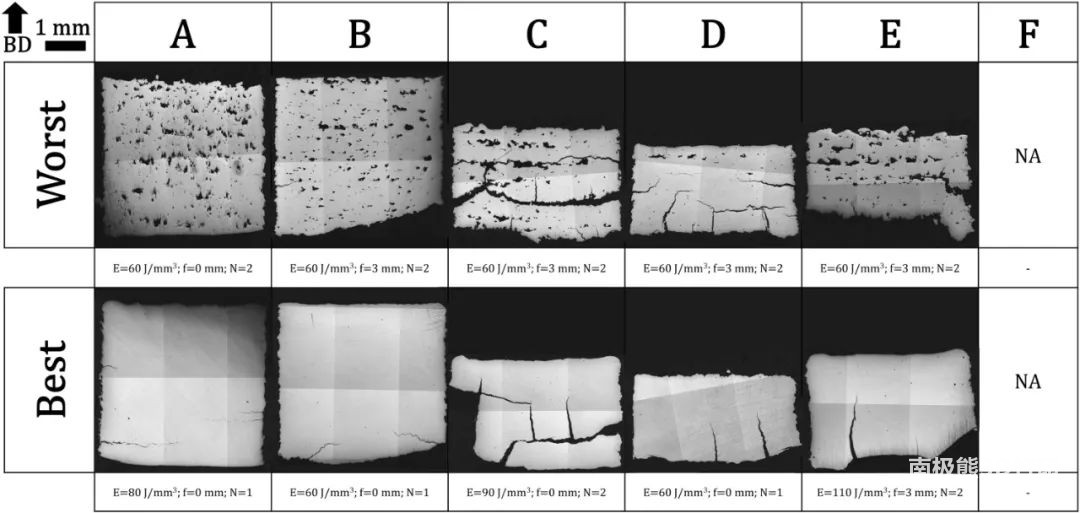
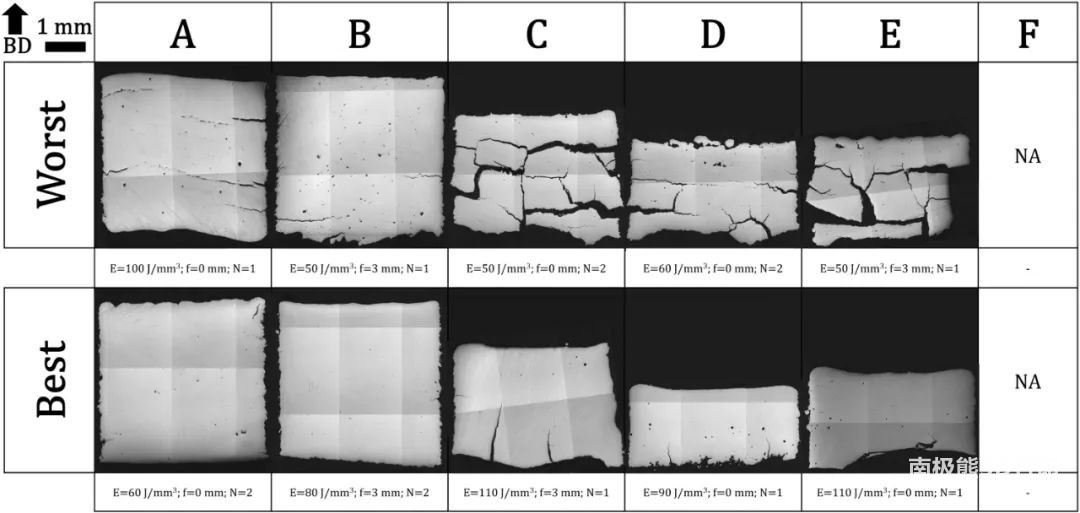
ͼ4��ʾ����������Ʒ�ĺ����ͼ������ע������ϵļӹ����ܱ仯�ܴ��ر��Ǽӹ���������̼���������Ӷ����͡�����˵:
1���Ͻ�A��B�ƺ������ӹ��ĺϽ���Ϊ���������ȱ�ݡ�
2������̼���������ӣ��Ͻ�C��D��E����ֻ���ֲ㡢�ӱ�Ե��ʼ�����ؿ��Ѻ��ȱ��Ρ�
3������ʵ��������Σ��Ͻ�F���Dz��ɼӹ��ġ�
���ںϽ�C��D��E���Ʊ�������80-90��(Լ3 mm)���жϣ���Ϊ�������Ʒ�ڷ�ĩ���Ϸ���ʾ��ͻ���ı�Ե�����ںϽ�F�����칤����10-20��֮���жϣ���Ϊ���صĿ��Ѻͷֲ㵼�½��칤���ӻ������Է����롣��Ϊ���ںϽ�Fû���Ʊ�����Ʒ������û�н��н�һ���ķ�����
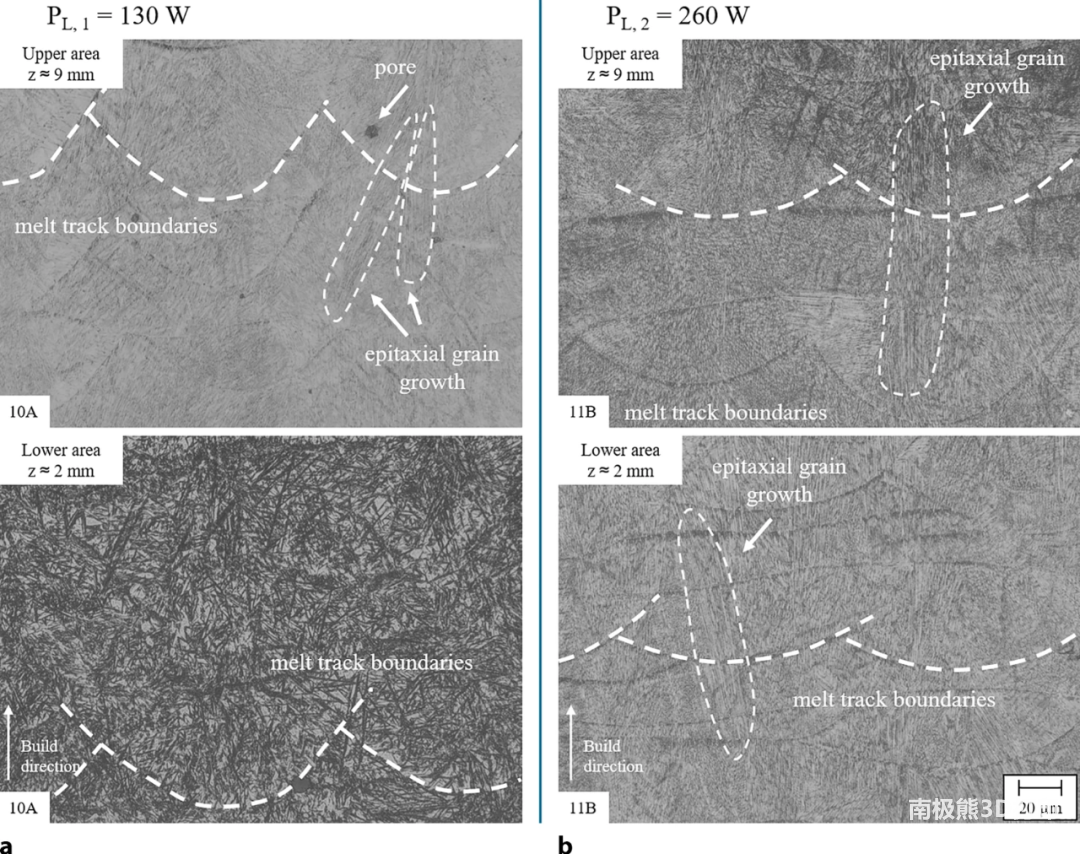
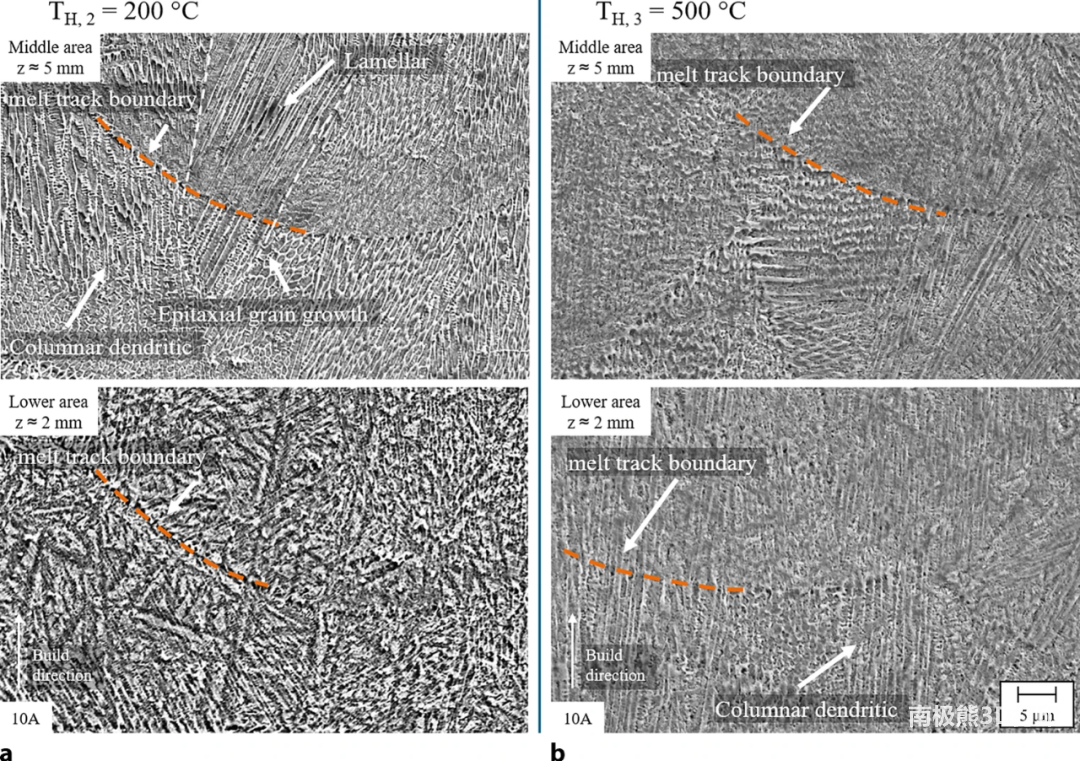
ͼ3-0. �ڲ�ͬ���������µõ�����Ʒ������֯

ͼ4.ÿ�ֺϽ������ƽ̨�ĸ���ͼ�ͺ���ͼ����ĸ��ʾ�Ͻ����͡�
ͼ5.��ÿ�ֺϽ������ܶȶ��ԣ������������µĽ�������Ƚϡ���BD���������췽����ĸ��ʾ�Ͻ����͡�
4.2.����ܶȺ������ܶ�
ͼ5��ʾ�˾�ÿ�ֺϽ������ܶȶ��ԣ����������֮��ıȽϡ��۲쵽�ڵ������ܶ�������ȱ���ۺϿף��ڸ������ܶ������´���С��϶������Narvan���˵Ĺ���һ�¡�������Ϊ�ƺ���������ϵ����ܻ��أ����������Բ�ͬ�����س̶ȴ��ڡ�ͼ6��ʾ��ʵ������������ܶ�(RD)�����ֶ��ںϽ�A��e��������RD > 99 %�������������������þ۽���ɢ�������ĵ��λ�����ͨ�����ԣ�����ȷ�������ܶȿ���ʵ�ֳ�ֵ����ܻ���
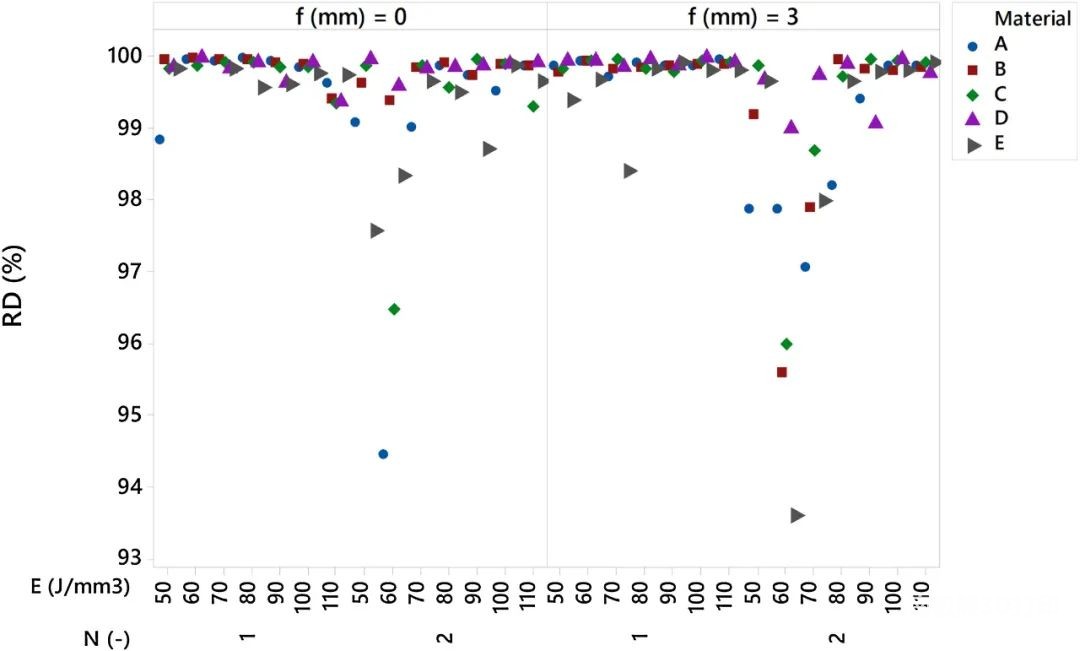
ͼ6.����ܶ���ÿ�ּӹ��Ͻ�Ĺ��ղ����ĺ�����
ͼ7.��ÿ�ֺϽ�������ܶȶ��ԣ������������µĽ�������Ƚϡ���BD���������췽����ĸ��ʾ�Ͻ����͡�
��ͼ7�У��ṩ��ÿ�ֺϽ��������ܶȷ�������������֮��ıȽϡ��Ͻ�A(��̼)�ͺ�̼��֮���������̬��ͬ�����ںϽ�A�����ƴ�ֱ�����췽����չ������������̼�֣������������ڽ����ڲ�������������硣������չ�����������췽����ߴ�ֱ�����췽����չ�����Կ��������ںϽ�C��D��E�������γ�������ʵ�������¶���ǿ�ң�����ζ�Ź��ղ�����������������ȱ�ݡ��ںϽ�F������£��ڴ��ʵ��ռ���û�л����õ���Ʒ��������ò��������仯ѧ��������ϲ��ʺϸù��ա���һ���棬��������ȱ��ǿ�ȵ���Ч����Ҫ�������ܶȽ��и���ϸ�ķ�����
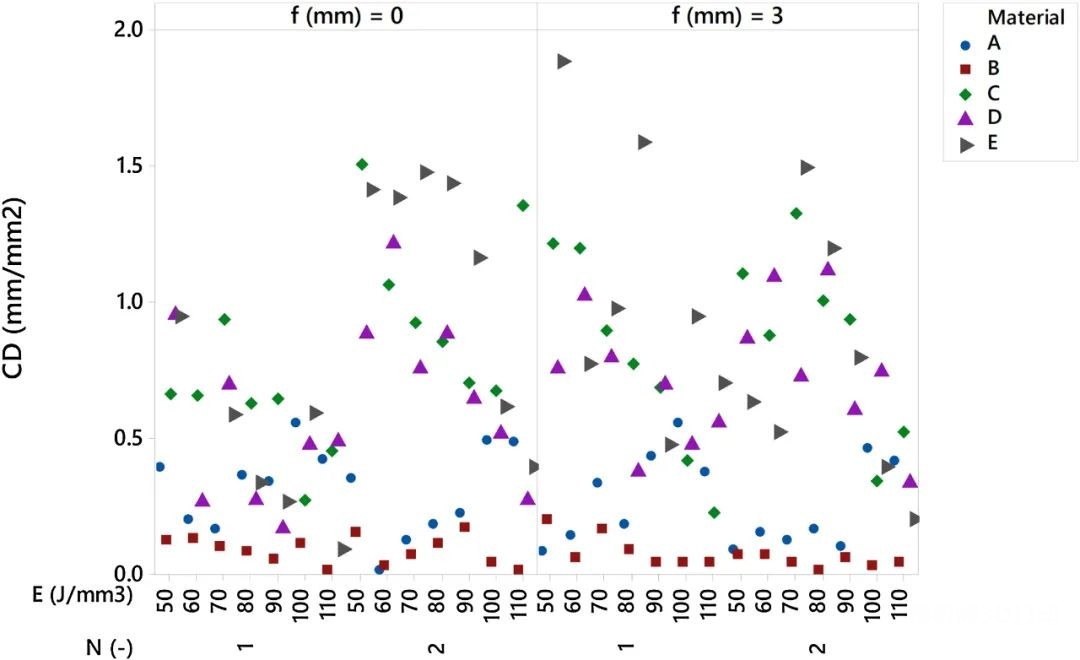
ͼ8.�����ܶ���ÿ�ּӹ��Ͻ�Ĺ��ղ����ĺ�����
ͼ8ʾ���������ܶ�(CD)�ĵ���ֵͼ��������ʵ�������ĺ��������Կ�����CD���Դﵽ�ߴ�2 mm/mm2�ļ������س̶ȡ����������������У��Ͻ����͵�Ӱ���ƺ�������������ܶȵ����ӣ����Թ۲쵽CD�����彵�͡�ͼ9.a��ʾ��CD���ݵ���ҪӰ��ͼ�����Կ��������϶������ܶȵ�Ӱ�����N��f��Ӱ���С����ͼ9b�У��ṩ�˽���ͼ����ͼ�е�ÿ�������У�CD������ʾΪ���������ĺ������������ӻ�����֮����ܵ�����á������ϣ�һ��������yaxis�ϵ������������ṩ���ڶ��������ڲ�ͬ�������ṩ������������һ��ı�ʱ������ͼ�ṩ����Ӧ�仯��ֱ�۱�ʾ��ƽ���߱�ʾû������ã������߱�ʾ���ܴ�������á���Ȼ�����Ƿ����еĿ����أ�������ܵ������ͨ�������ͼ���м�顣ֵ��ע����ǣ��Ͻ�A����Ϊ��ͬ�������Ͻ��������Ͻ��У������ܶȵ����ӻ����������ܶȡ���������ĺϽ������ͼ��ʾ���������������ܶȵ����Ӷ����١���Щ�۲�����˹��ղ������ѻ�ǿ�ȵ�Ӱ�죬��������˲��ϻ�ѧ�ɷֺ���������Ҫ��֮����ܵ�����á�
������Դ��Processability and cracking behaviour of novel high-alloyed tool steels processed by Laser Powder Bed Fusion,Journal of Materials Processing Technology,Volume 302, April 2022, 117435,https://doi.org/10.1016/j.jmatprotec.2021.117435
�ο����ϣ�1.Saewe, J., Gayer, C., Vogelpoth, A. et al. Feasability Investigation for Laser Powder Bed Fusion of High-Speed Steel AISI M50 with Base Preheating System. Berg Huettenmaenn Monatsh 164, 101�C107 (2019). https://doi.org/10.1007/s00501-019-0828-y
2.Modeling process�Cstructure�Cproperty relationships in metal additive manufacturing: a review on physics-driven versus data-driven approaches,Journal of Physics: Materials, Volume 4, Number 3,Citation Nadia Kouraytem et al 2021 J. Phys. Mater. 4 032002
3.Defects in a Laser Powder Bed Fused Tool Steel.13 October 2020,https://doi.org/10.1002/adem.202000833,Advanced Engineering Materials.
(���α༭��admin)

 Himed������ͬ��ɰĥ����3
Himed������ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻҽѧԺ������3D��
����ǻҽѧԺ������3D�� ��������������Ѫ�����
��������������Ѫ����� �ƶ�ճ������䣨����/��
�ƶ�ճ������䣨����/����������
- ��Himed������ͬ��ɰĥ����3D��ӡ�ѺϽ�
- ����ĩ�������Կ�����������Ͻ��۽ṹ
- ��Divergent��˾��3D��ӡ��������������
- ������ǻҽѧԺ������3D��ӡ��������֯
- ����������������Ѫ����ٽ�Ƥ����ֲ��
- ���ƶ�ճ������䣨����/����/�մɣ�3D��
- �����̻����������3D�����ӡ�ںϣ���״
- ���������������죺���ڿɳ������ӽǵ���
- ���Ϻ��˶������ڶ����������պ��������
- ��3D��ӡ������������ڣ��༶�ṹ������
 ѡ�������ۻ�����
ѡ�������ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� ��ʵ������������
��ʵ������������ 3D��ӡ�ڿ�ǻ��
3D��ӡ�ڿ�ǻ���ȵ�����
- ��3D��ӡ������ܶȺ����ͼ�������ѡ��
- ���Ź�ʮ����ʲô��Ф��������������ʵ
- ��������ٺ�ż���ʲô��Ф����һ�����
- ����ͷ¶β��ʲô��Ф����һ�����ȷ��Ф
- ���˶�֮�Ŵ�һ����ȷ��Ф��������ͽ���
- ��ĮĮˮ��ɰ�����ʲô��Ф����һ�����
- ��������ٺ�ż�´�һ�����ȷ��Ф����
- ����ͷ¶β�´�һ�����ȷ��Ф����ѡ����
- ��ĮĮˮ��ɰ��ش�һȷ��Ф����ʲô��
- ����������̻�3D��ӡ������������֬�Ŀ�


