ʹ��ѵ�����صļ�����Ӿ��㷨�ڼ����ĩ��������������н����쳣���ͷ���
ʱ�䣺2022-12-28 11:02 ��Դ��������G60�������� ���ߣ�admin �Ķ�����
��������Ϥ�����Ķ������㷨�����ܽ�������������ͨ�����������о�֤��������Ϊ�����������������ԡ�
���ܹ�ҵ��Ѹ�ٲ����˼����ĩ���۽ӣ�LPBF���������죬��Ŀǰ�Ĺ����ںܴ�̶�����Ȼ�ǿ����ģ�ʵʱ����������ޡ���ȻһЩ�����ڹ����ڼ��ṩ��ĩ�����ӻ���������ȱ���Զ���������������������һ���ֳ����ͷ�����ĩ��ͼ��ķ������п��ܳ�ΪLPBF����ʵʱ����ϵͳ��һ����ɲ��֡�������ԣ�������Ӿ��㷨�����Զ����ͷ����ڷ�ĩ���������з������쳣���쳣���ͷ�����ʹ���ල����ѧϰ�㷨ʵ�ֵģ����㷨������һ���еȴ�С��ͼ��ѵ�����ݿ��ϡ��������㷨�����ܽ�������������ͨ�����������о�֤��������Ϊ�����������������ԡ�
1.����
����������������ҵ���׳�3D��ӡ����Ϊһ����ҵ�����˾�������������������״��������Ļ���������˵������ˡ����������ŵ�dz��ʺ�����������ҽ��Ӧ�ã��Լ����ֳ���ƫԶ������������ؼ�������Ȼ������ЩӦ����Ҫһ���̶ȵ����������֤���տɿ��ԣ�����Ŀǰ�г��ϵ�ϵͳ����ʵ�ֵġ�
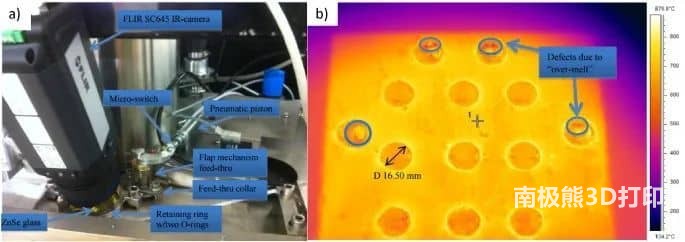
Rodriguez���˽����������Ǽ��ɵ�Arcam A2������-PBF�����У�����ͼ��a����ʾ���Ա����ÿ��������ı����¶����ߡ����⣬����Ϣ�����������һ����������á�FLIRϵͳSC645��������������߷ֱ��ʣ�640��480���أ���2000��C�IJ����¶ȷ�Χ����ѡ�м��ɵ�Arcam A2�С���װ�����������Ҫ�����Ļ����ģ����а�����ZnSe�����滻ϵͳ��ǰ�����������װһ�������꣬�䵱���ţ�����ZnSe���ڣ��Լ���װ����ִ������������Ž���������ϵͳ����Arcam�����������ģ��Դ������ź�ͼ��ThermaCAM�о�Ա�����ֶ�����ͼ�������Ա���ķ�����䣨��������ķ��䣬���Ի���Դ�ķ��䷢������Դ����ķ��䣩��������ת��Ϊ����¶ȶ������ӹ��������ɡ������ۻ�������IJ��ϲ������Կ��Դ����ɵĺ���ͼ����ʶ���������ͼ��b����ʾ��
�����ĩ���ۺϣ�LPBF������ͨ��ʹ����Ϳ����Ƭ��һ�㱡����������ĩͿ���ڹ������Ͻ��в�������ĩ��չ��ʹ�ü���������3D�����2D��Ƭ���Ӧ��λ��ѡ���Ե��ۻ���ĩ��������ɺ������壬������һ���ĩ�������з�ĩ���ϣ�ͼ1�����ظ��ù��̣�ֱ�������ɡ����ֳ��������濪չ�˴����������ر��ע���ټ������������۳ش�С]�Լ���ĩ���¶ȡ���������е�����ȱ�ݣ��Լ��������̵�����ɿ��ԣ�������Ϳ��ҶƬ�ͷ�ĩ��֮��������ֱ����ء������ص��Ǽ�ط�ĩ������������е�ȱ��ָʾ���Լ�����Ӱ�����������ȶ��Ե��쳣��

Ϊ��ʵ��ȫ���ĩ������Ŀ�꣬�����������һ���㷨�����㷨ʵ�����ִ�����ѧϰ�ͼ�����Ӿ���������ʹ��LPBF�����������ṩ��Ӳ�������ͷ����оٵ��쳣������һ����ս����Ϊÿ����ĩ��ͼ����ܰ������ٸ�Ψһ��ʶ����쳣��Ϊ���ֲ���һ���㣬�����������������������Ե���ͼ���еĶ��������з��ࡣ��ʹ��Ϊ�������������磬δ��LPBF��������ϵͳ���ɣ������㷨�ڷ����������Ϻͷ������������������Ҳ֤�����м�ֵ�ġ�
2.ʵ�����ͷ���
�������������й�������EOS M290 LPBF�����Ͻ��У�EOS GmbH���¹�����δ��EOSӲ�������κ��ģ����磬��ʹ�ÿ����������������á�
2.1.ͼ��Ԥ����
EOS M290�����ԭʼͼ��ͼ1������һЩ���ѣ������������ڻ��ڻ���ѧϰ���㷨�е�ֱ��ʹ�á����˵��ǣ�����İ�װ���������������������������Լ���ͬ����֮�䱣��һ�£�������������ͼ����ǿ���Դ���
ͼ2��ʾ��һ����ȫԤ������ͼ����������������㷨��ȫ�ܹ���������������CMU��EOS M290s���ɵ����ݼ���ǰ������ѭ����Ԥ�������衣���⣬���㷨�ѳɹ����ڷ����Ӱ�װ��SLM 280������SLM Solutions GmbH���ϵ��������ļ�����ĩ��ͼ����ע�⣬�ڱ��ĵ�����ʾ�����з�ĩ��ͼ���У���Ϳ����Ƭ���������ƶ�����ͼ1��ʾ����

2.2.��ĩ��ɢ�쳣�ȼ���ѡ��
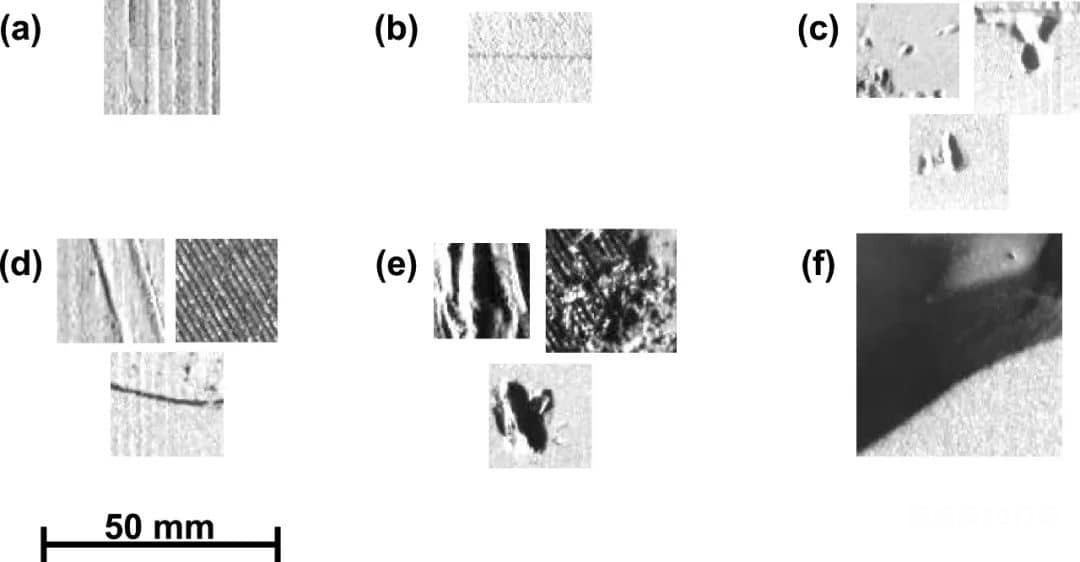
��Ϳ����Ծͨ�������ڸ�Ϳ����Ƭ����ԣ�����ײ����ĩ�����·������ʱ������ײ���ᵼ�¸�Ϳ��ҶƬ�����ԡ�����������ͼ3a��ʾ���ڷ�ĩ���п��Կ����ظ��Ĵ�ֱ�ߡ�����ˮ��ҶƬ�������̺ۡ�����ˮ����Ƭ��קһ����м��һ�ŷ�ĩ������ĩ��ʱ������ָ�ˮ�����ơ���ĩ���еĵ���ˮƽ�߿ɼ���Ϳ���ƣ�ͼ3b����������ߴ���Խ�С�����ʹ�ñ���������쳣�������ս�Ե��쳣֮һ����м��������Է�ĩ��Ĵ�������ţ���Щ���Ų���ֱ��λ������Ϸ���ͼ3c��ʾ�˼�����мʾ����
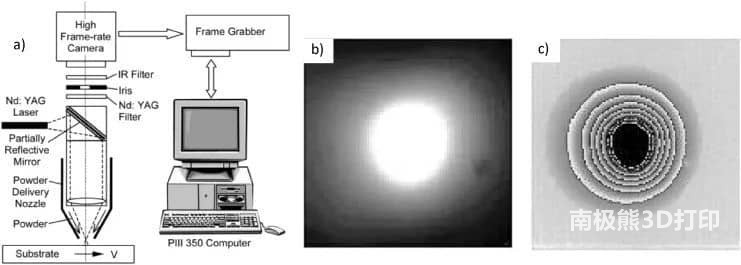
Griffiths�����������о�ʹ�ú��������з�ĩDEDԭλ��������֮һ��������������������ʹ��LENS™���ռӹ������316ʱ����������¶ȡ�ʹ�ù���ΧΪ3.6 mm��5 mm��320��244����CCD���м�¼Ԫ�������۳�ͼ��������ʹ�ø�����������ͼ����бȽϣ���ʹ�ñ���ͼ��������¶ȡ����ڷ�ĩDED���첿���ķ���������δ֪����˼���������¶ȶ�����Եġ����ͼ����ʾ�۳غ�ͨ���������ȵ���Χ����������۳ص�����¶Ȼ�����������ͼ���෴�����Ϳ�����ά�潫�����⣨NIR��������ĩ�������ʴ��������ʹ�ã������ڷ�ĩDED�ӹ������м���۳ء�ʹ��֡����Ϊ800֡/���ͬ�������������128��128���صķֱ��������۳�����ĻҶ�ͼ��ʹ���ʵ����˹�Ƭ������������ܼӹ���������������˴���700 nm�ĺ����˹�Ƭ�����ͼ�����������ӵ�PCִ����ͼ��a���и�����ͼ�����Ϳ��Ʋ��衣ʹ�ûҶȵ����ߣ�ͼ��c�����Ӻ���ͼ��ͼ��b���������۳��е��¶ȷֲ���������������������Ƶıջ�����ϵͳ��ʹ��ʵʱ���ƣ�ר����Թ��ּܷ����������˼���������ȡ�
3.����
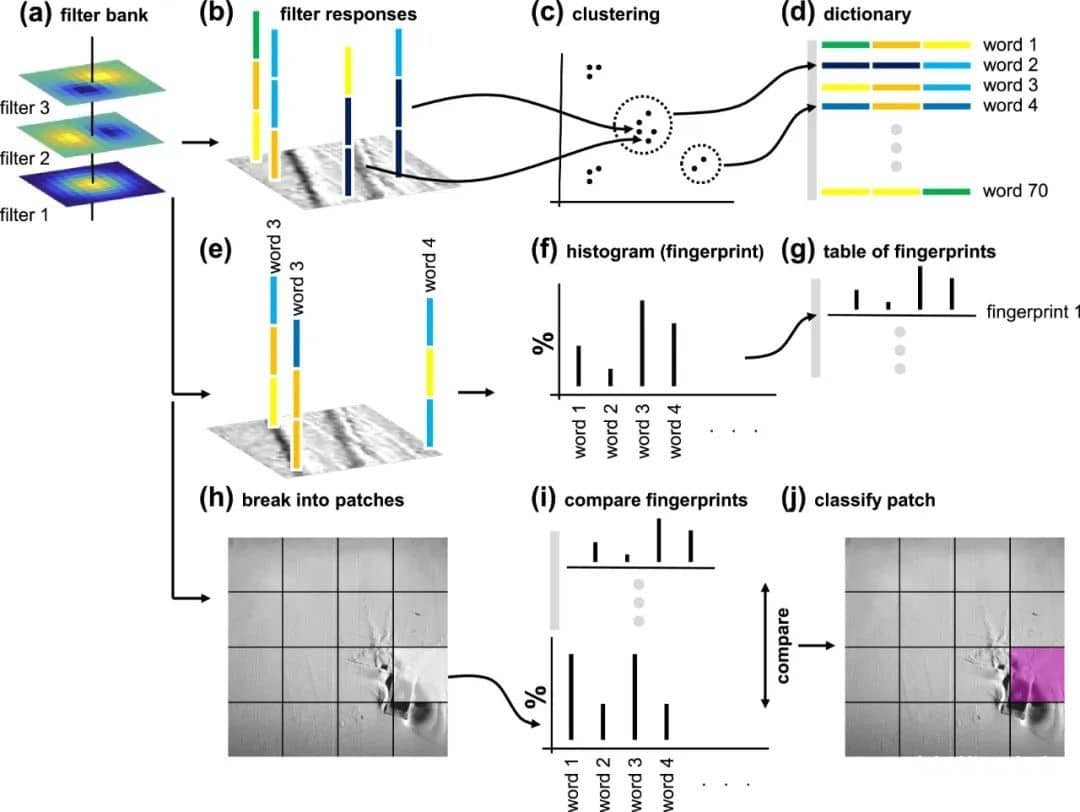
�������һ�ֹ㷺ʹ�õĻ���ѧϰ������Ӧ�ã���Ϊ�ؼ��㣬ͨ�����ڼ�����Ӿ����⡣���ֶ������쳣������෴�����߲����˻���ѧϰ��������Ϊ���������ڵ�����ԣ������п��ܳ�Ϊ���ͷ�������쳣���͵ġ�һ���С�����������ּ�ڸ����ü������������������������е�Ӧ�á�ͼ4�Ƿ�ĩ������㷨��һ���ֵ�����ͼ���㷺���á�
4.���������
���������û�еõ��ⲿ���������û��ר��Ϊ�����о��������Թ�������ˣ�ͨ��������������о��ķ���������CMU��EOS M290��ִ�еĹ������ݣ��ó������
4.1.�㷨����
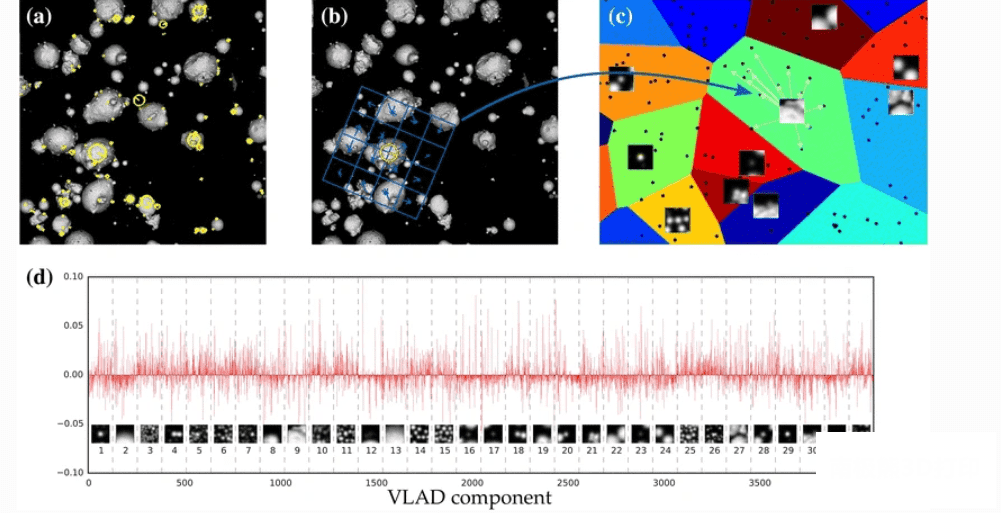
������Ӿ�ϵͳ��Ŀ���Dz���һ�����ֱ�ʾ�����а��������Ӿ�ͼ������������Ϣ�����仰˵��Ҫ��һ��ͼ����һ���������ܽ������Ӿ���Ϣ���ݡ�����������������裺���ȣ�ϵͳ��ͼ�����ҵ���Ȥ����Ӿ�����;Ҳ����˵����������Ҫ�鿴�����ݡ���������ϵͳ��ÿ����������Ϊ����������;Ҳ����˵���������ַ�ʽ���������������ϵͳ�����������������һ���Դ�������ͼ��ı�ʾ��ʽ;Ҳ����˵����������ͼ����۽ṹָ�ơ��ù�������ͼ��ʾ���Ե�˵����
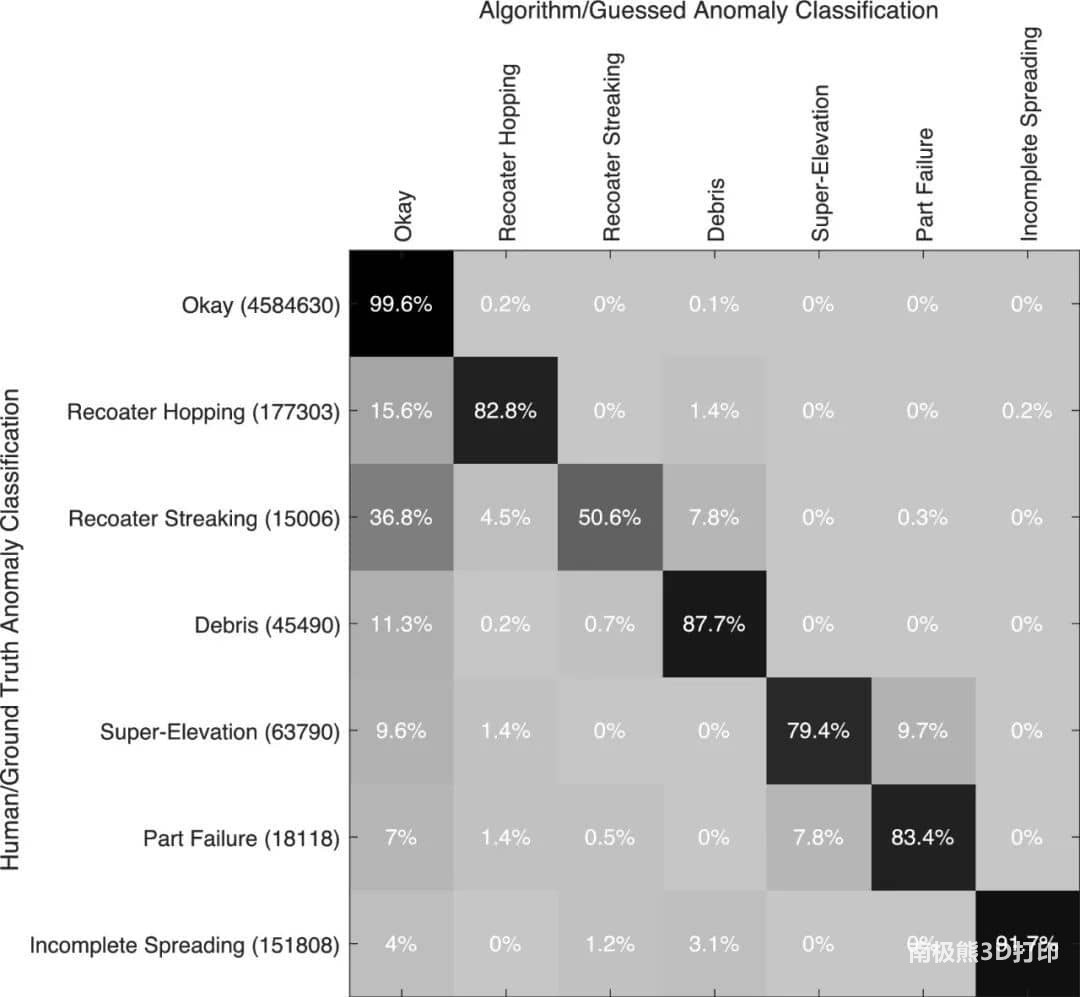
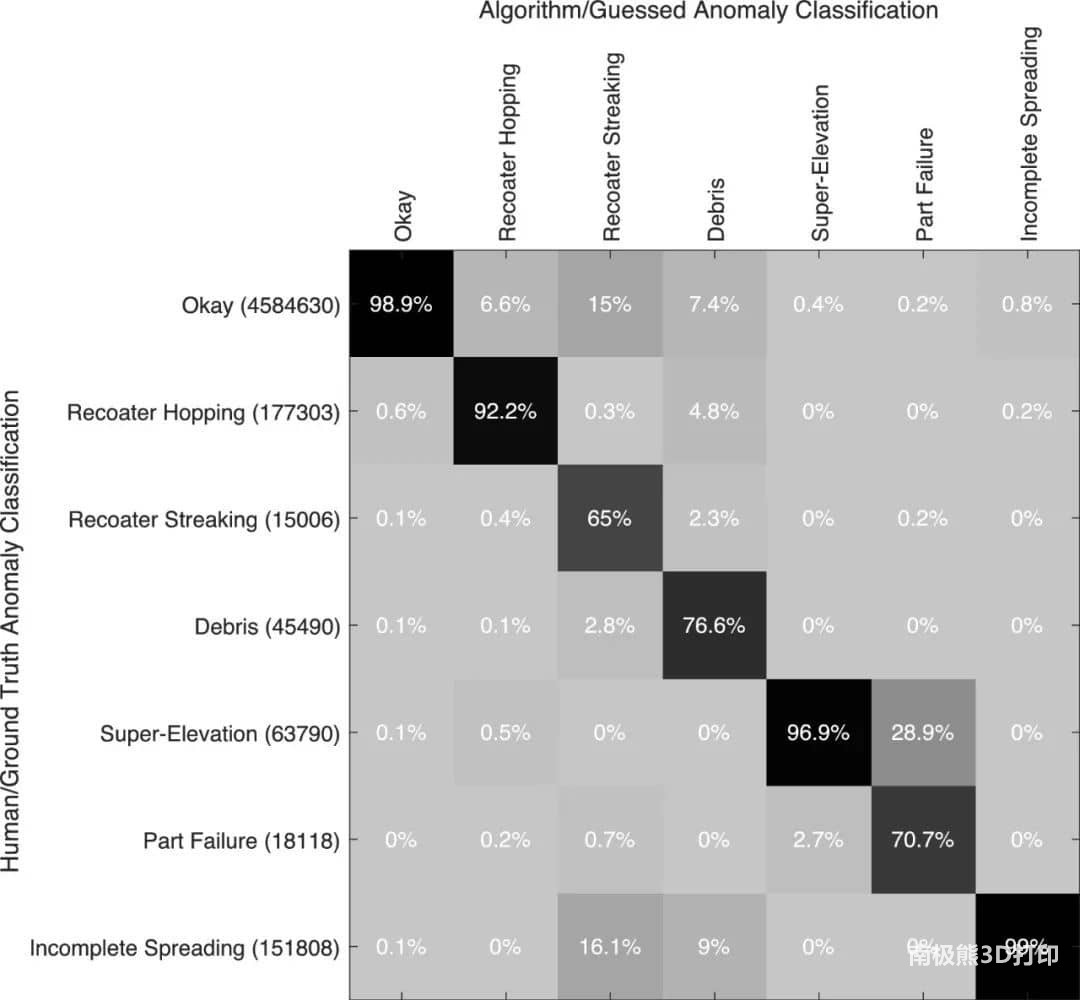
ͨ��ʹ��һ�ֳ�Ϊ��������Ķ�������������ѧϰ�㷨��ͨ����20�ž��д����Եķ�ĩ��ͼ�����ֶ������ʮ�����أ������쳣���ࣩ��ȷ��������ʵ����ѵ������û�а����κξ��д����Եķ�ĩ��ͼ�����ֵ��������ݼ����Ա���Ϊ��������֤���ݼ���Ȼ��ÿ�����ش�����Щ������ֵ��ǩ���ĩ������㷨�ṩ�ı�ǩ���бȽϡ������ͼ5��ͼ6��ʾ�����ŷ����˸�����ж��غ��쳣�ḻ��Ĺ��������Ը��»�������
4.2.Hamerschlag-Hallģ��-�ֲ������
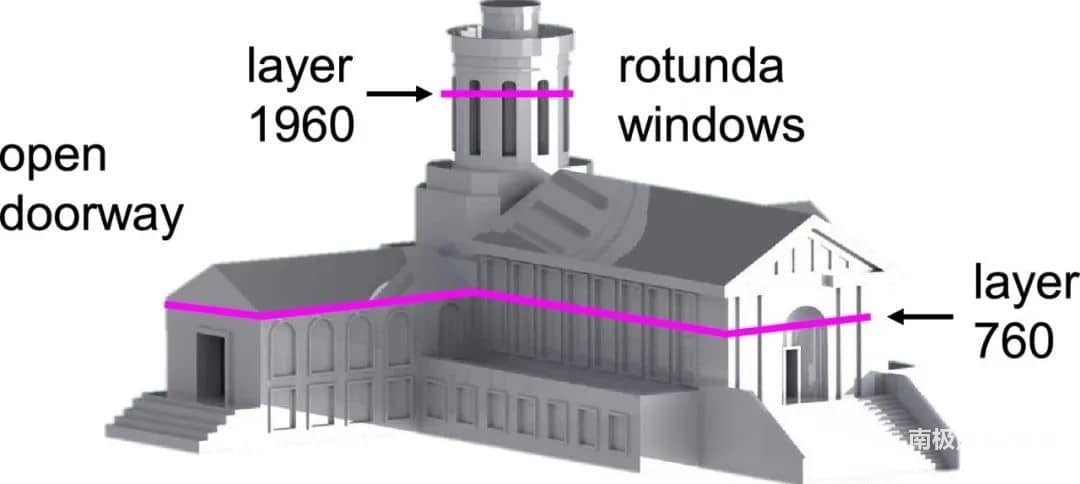
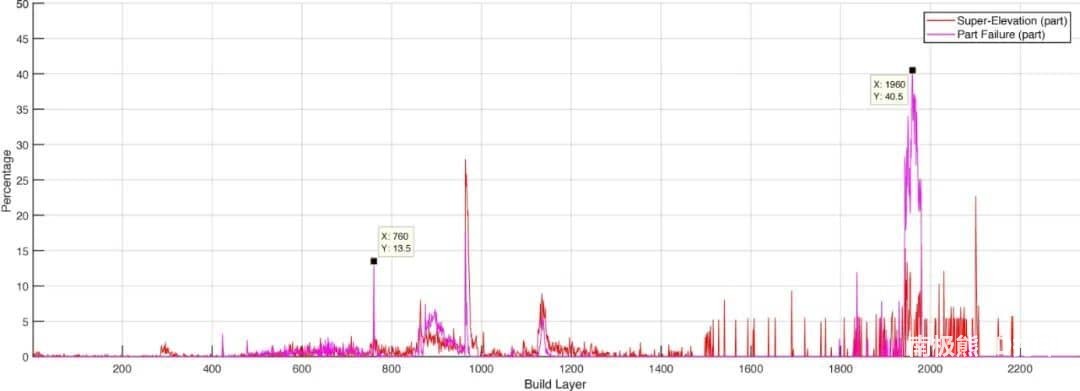
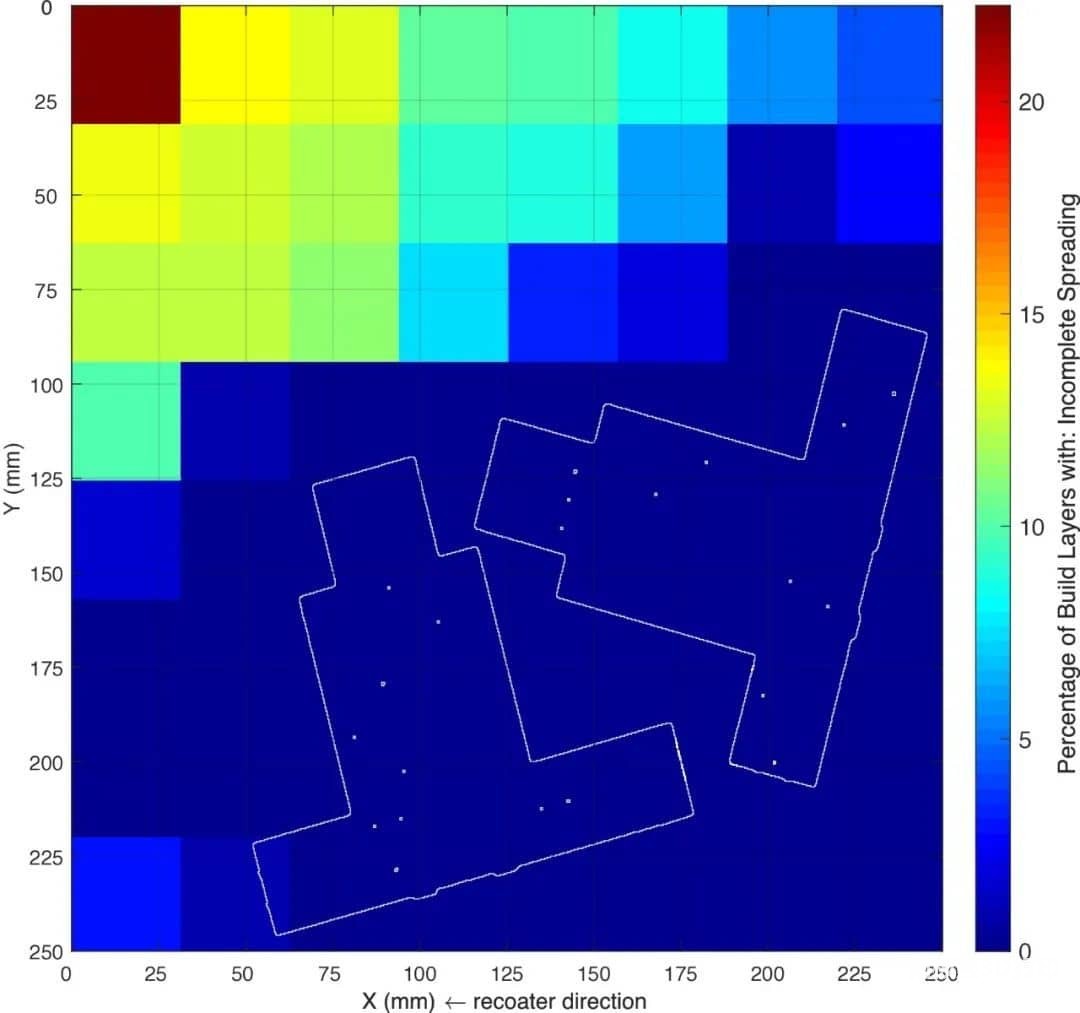
�ڷ�����ÿһ��֮��ÿһ����ÿһ�쳣����İٷֱȿ�����ʾΪ���������й����߶ȵĺ�����ͼ8��ʾ������ģ��Hamerschlag Halls�����ļ�ȫ���챨�棨ͼ7�����쳣����ֵ�ڶ������ɼ�������760���1960��ֱ���ͼ9��ͼ10��ʾ��
���������Ҫ������ȷ��Hamerschlagģ���ϼ��ģ�������������ĺ����һ�¡����ֲ�����ͼ11���ر����ԣ���ע�⣬�Ҳ��ͺŵ�Բ�δ������IJ������ϰٷֱȺܸߡ�������������ϵ����������Ӧ�������ֳ��͵Ŀ���ʽ�ŵ�����Щ�ŵ����������Ե�ͻ�����֣���Щλ�õ���������������Խϲ��ͼ12�У��۲쵽�ù�����ڴ�������ȫ��չ�쳣������һ��ȷ�Ĺ۲��������ڿ��÷�ĩ���㣬��ĩ����ϵ�����ӷ�������ͼ1��ÿ����ȡ���ķ�ĩ�����ڴ˹����ڼ����õúܵ͡�û���κβ���������չ�쳣���쵽����Hamerschlag-Hallģ�͵Ĺ��������������㹻�ķ�ĩ��Ӧ�������������ͨ����������ϵͳ���о�������ϵͳ�����ӷ�ĩ����ϵ������������£����κβ����ܵ�����Ӱ��֮ǰ��
4.3.�����ֽ�− ������ݺ�Ƚṹ
Bettis������ʵ������316L������Ƴɶ������ˣ����в�ͬ�ķ���Ͳ�ͬ��֧�ŷ�����ͼ8��ʾ��һ��ȫ�����棬���а�������������ĩ������Ϣ���ڰ������ͬ���ֵĹ����У����ú��ѽ��͡�ͼ13��ͼ16��ʾ�˽��������ض������ֽ���ص��쳣���ı��ع�������− һ���걾ˮƽ���죬��һ���걾��ֱ���졣��Ȼͼ14��ͼ17�е����п����ֽ23����Բ���μ�֤�Լ���2����Ϊ��ɫ�������������۵��ض������ֽ��Ժ�ɫ��Ϊ�硣


ˮƽ�������������������·�ʹ����С֧�Žṹ���Լ�����������������ܵ�Ӱ�졣��ͼ13�������Կ�����һ�������֧�Ų��Ϲ��ɵ�����˱������ͻ���ش�������ϣ����ɫ��ͼ14�����ⷢ���ڹ����߶ȵ�5 mm��������250��ͼ13���²���ͼ����ɫ����ʾ��λ������˱��������ĺ�ɫ�߽��ͼ14���ڵ����ذٷֱȣ���Ϊ�����߶ȵĺ��������仰˵���ϵ͵���ͼ��ʾ���ڸò��ںϵ��н�����İٷֱȡ���ʶ����һ�ٷֱȵ����Ӵ�������������������ζ������������û��֧�š����ƶϣ�֧�Žṹ�����Գ���ˮƽ�������ֽ������ֵĴ�����������ˣ�һ����Ϳ��ҶƬ������ĩ���ĸ�����ײ����һ������ˣ�֧���Ϸ������ͻᷢ��������ϡ�ͼ15��ʾ�˿���ˮƽ��������ֽ

���ܹ�ҵ��Ѹ�ٲ����˼����ĩ���۽ӣ�LPBF���������죬��Ŀǰ�Ĺ����ںܴ�̶�����Ȼ�ǿ����ģ�ʵʱ����������ޡ���ȻһЩ�����ڹ����ڼ��ṩ��ĩ�����ӻ���������ȱ���Զ���������������������һ���ֳ����ͷ�����ĩ��ͼ��ķ������п��ܳ�ΪLPBF����ʵʱ����ϵͳ��һ����ɲ��֡�������ԣ�������Ӿ��㷨�����Զ����ͷ����ڷ�ĩ���������з������쳣���쳣���ͷ�����ʹ���ල����ѧϰ�㷨ʵ�ֵģ����㷨������һ���еȴ�С��ͼ��ѵ�����ݿ��ϡ��������㷨�����ܽ�������������ͨ�����������о�֤��������Ϊ�����������������ԡ�
1.����
����������������ҵ���׳�3D��ӡ����Ϊһ����ҵ�����˾�������������������״��������Ļ���������˵������ˡ����������ŵ�dz��ʺ�����������ҽ��Ӧ�ã��Լ����ֳ���ƫԶ������������ؼ�������Ȼ������ЩӦ����Ҫһ���̶ȵ����������֤���տɿ��ԣ�����Ŀǰ�г��ϵ�ϵͳ����ʵ�ֵġ�
ͼƬ��a����ʾArcam A2�����ҵ������λ�úͺ�������ͷ���Լ���b��ʹ�ú�������ͷ�����ͼ��
Rodriguez���˽����������Ǽ��ɵ�Arcam A2������-PBF�����У�����ͼ��a����ʾ���Ա����ÿ��������ı����¶����ߡ����⣬����Ϣ�����������һ����������á�FLIRϵͳSC645��������������߷ֱ��ʣ�640��480���أ���2000��C�IJ����¶ȷ�Χ����ѡ�м��ɵ�Arcam A2�С���װ�����������Ҫ�����Ļ����ģ����а�����ZnSe�����滻ϵͳ��ǰ�����������װһ�������꣬�䵱���ţ�����ZnSe���ڣ��Լ���װ����ִ������������Ž���������ϵͳ����Arcam�����������ģ��Դ������ź�ͼ��ThermaCAM�о�Ա�����ֶ�����ͼ�������Ա���ķ�����䣨��������ķ��䣬���Ի���Դ�ķ��䷢������Դ����ķ��䣩��������ת��Ϊ����¶ȶ������ӹ��������ɡ������ۻ�������IJ��ϲ������Կ��Դ����ɵĺ���ͼ����ʶ���������ͼ��b����ʾ��
�����ĩ���ۺϣ�LPBF������ͨ��ʹ����Ϳ����Ƭ��һ�㱡����������ĩͿ���ڹ������Ͻ��в�������ĩ��չ��ʹ�ü���������3D�����2D��Ƭ���Ӧ��λ��ѡ���Ե��ۻ���ĩ��������ɺ������壬������һ���ĩ�������з�ĩ���ϣ�ͼ1�����ظ��ù��̣�ֱ�������ɡ����ֳ��������濪չ�˴����������ر��ע���ټ������������۳ش�С]�Լ���ĩ���¶ȡ���������е�����ȱ�ݣ��Լ��������̵�����ɿ��ԣ�������Ϳ��ҶƬ�ͷ�ĩ��֮��������ֱ����ء������ص��Ǽ�ط�ĩ������������е�ȱ��ָʾ���Լ�����Ӱ�����������ȶ��Ե��쳣��
ͼ1 EOS M290�ɼ���ԭʼ��ĩ��ͼ��
Ϊ��ʵ��ȫ���ĩ������Ŀ�꣬�����������һ���㷨�����㷨ʵ�����ִ�����ѧϰ�ͼ�����Ӿ���������ʹ��LPBF�����������ṩ��Ӳ�������ͷ����оٵ��쳣������һ����ս����Ϊÿ����ĩ��ͼ����ܰ������ٸ�Ψһ��ʶ����쳣��Ϊ���ֲ���һ���㣬�����������������������Ե���ͼ���еĶ��������з��ࡣ��ʹ��Ϊ�������������磬δ��LPBF��������ϵͳ���ɣ������㷨�ڷ����������Ϻͷ������������������Ҳ֤�����м�ֵ�ġ�
2.ʵ�����ͷ���
�������������й�������EOS M290 LPBF�����Ͻ��У�EOS GmbH���¹�����δ��EOSӲ�������κ��ģ����磬��ʹ�ÿ����������������á�
2.1.ͼ��Ԥ����
EOS M290�����ԭʼͼ��ͼ1������һЩ���ѣ������������ڻ��ڻ���ѧϰ���㷨�е�ֱ��ʹ�á����˵��ǣ�����İ�װ���������������������������Լ���ͬ����֮�䱣��һ�£�������������ͼ����ǿ���Դ���
ͼ2��ʾ��һ����ȫԤ������ͼ����������������㷨��ȫ�ܹ���������������CMU��EOS M290s���ɵ����ݼ���ǰ������ѭ����Ԥ�������衣���⣬���㷨�ѳɹ����ڷ����Ӱ�װ��SLM 280������SLM Solutions GmbH���ϵ��������ļ�����ĩ��ͼ����ע�⣬�ڱ��ĵ�����ʾ�����з�ĩ��ͼ���У���Ϳ����Ƭ���������ƶ�����ͼ1��ʾ����
ͼ2 ͼ1Ԥ������
2.2.��ĩ��ɢ�쳣�ȼ���ѡ��
��Ϳ����Ծͨ�������ڸ�Ϳ����Ƭ����ԣ�����ײ����ĩ�����·������ʱ������ײ���ᵼ�¸�Ϳ��ҶƬ�����ԡ�����������ͼ3a��ʾ���ڷ�ĩ���п��Կ����ظ��Ĵ�ֱ�ߡ�����ˮ��ҶƬ�������̺ۡ�����ˮ����Ƭ��קһ����м��һ�ŷ�ĩ������ĩ��ʱ������ָ�ˮ�����ơ���ĩ���еĵ���ˮƽ�߿ɼ���Ϳ���ƣ�ͼ3b����������ߴ���Խ�С�����ʹ�ñ���������쳣�������ս�Ե��쳣֮һ����м��������Է�ĩ��Ĵ�������ţ���Щ���Ų���ֱ��λ������Ϸ���ͼ3c��ʾ�˼�����мʾ����
ͼ3 ����ѡ������ֲ�ͬ�۲��쳣���͵Ĵ�����ʾ����ע�⣬�쳣֮�����Դ�С�ѱ�������������ԣ��쳣�����������a����ˮ��Ծ����b����ˮ���ƣ���c����м����d�����ߣ���e��������ϣ��Լ���f��δ��ȫ��չ��
��a���豸����ʾ��ͼ����b���۳غ���ͼ��ͣ�c��Hu��Kovacevic���еĻҶȷ�����
Griffiths�����������о�ʹ�ú��������з�ĩDEDԭλ��������֮һ��������������������ʹ��LENS™���ռӹ������316ʱ����������¶ȡ�ʹ�ù���ΧΪ3.6 mm��5 mm��320��244����CCD���м�¼Ԫ�������۳�ͼ��������ʹ�ø�����������ͼ����бȽϣ���ʹ�ñ���ͼ��������¶ȡ����ڷ�ĩDED���첿���ķ���������δ֪����˼���������¶ȶ�����Եġ����ͼ����ʾ�۳غ�ͨ���������ȵ���Χ����������۳ص�����¶Ȼ�����������ͼ���෴�����Ϳ�����ά�潫�����⣨NIR��������ĩ�������ʴ��������ʹ�ã������ڷ�ĩDED�ӹ������м���۳ء�ʹ��֡����Ϊ800֡/���ͬ�������������128��128���صķֱ��������۳�����ĻҶ�ͼ��ʹ���ʵ����˹�Ƭ������������ܼӹ���������������˴���700 nm�ĺ����˹�Ƭ�����ͼ�����������ӵ�PCִ����ͼ��a���и�����ͼ�����Ϳ��Ʋ��衣ʹ�ûҶȵ����ߣ�ͼ��c�����Ӻ���ͼ��ͼ��b���������۳��е��¶ȷֲ���������������������Ƶıջ�����ϵͳ��ʹ��ʵʱ���ƣ�ר����Թ��ּܷ����������˼���������ȡ�
3.����
�������һ�ֹ㷺ʹ�õĻ���ѧϰ������Ӧ�ã���Ϊ�ؼ��㣬ͨ�����ڼ�����Ӿ����⡣���ֶ������쳣������෴�����߲����˻���ѧϰ��������Ϊ���������ڵ�����ԣ������п��ܳ�Ϊ���ͷ�������쳣���͵ġ�һ���С�����������ּ�ڸ����ü������������������������е�Ӧ�á�ͼ4�Ƿ�ĩ������㷨��һ���ֵ�����ͼ���㷺���á�
ͼ4 ��������ʵ�ֵĻ���ѧϰ��������ͼ��
4.���������
���������û�еõ��ⲿ���������û��ר��Ϊ�����о��������Թ�������ˣ�ͨ��������������о��ķ���������CMU��EOS M290��ִ�еĹ������ݣ��ó������
4.1.�㷨����
������Ӿ�ϵͳ��Ŀ���Dz���һ�����ֱ�ʾ�����а��������Ӿ�ͼ������������Ϣ�����仰˵��Ҫ��һ��ͼ����һ���������ܽ������Ӿ���Ϣ���ݡ�����������������裺���ȣ�ϵͳ��ͼ�����ҵ���Ȥ����Ӿ�����;Ҳ����˵����������Ҫ�鿴�����ݡ���������ϵͳ��ÿ����������Ϊ����������;Ҳ����˵���������ַ�ʽ���������������ϵͳ�����������������һ���Դ�������ͼ��ı�ʾ��ʽ;Ҳ����˵����������ͼ����۽ṹָ�ơ��ù�������ͼ��ʾ���Ե�˵����
ʾ���Խṹʾ��ͼ�� SIFT-VLAD �۽ṹ��ʾ�Ĺ��졣
ͨ��ʹ��һ�ֳ�Ϊ��������Ķ�������������ѧϰ�㷨��ͨ����20�ž��д����Եķ�ĩ��ͼ�����ֶ������ʮ�����أ������쳣���ࣩ��ȷ��������ʵ����ѵ������û�а����κξ��д����Եķ�ĩ��ͼ�����ֵ��������ݼ����Ա���Ϊ��������֤���ݼ���Ȼ��ÿ�����ش�����Щ������ֵ��ǩ���ĩ������㷨�ṩ�ı�ǩ���бȽϡ������ͼ5��ͼ6��ʾ�����ŷ����˸�����ж��غ��쳣�ḻ��Ĺ��������Ը��»�������
ͼ5��������������ʾ��ȷ�²��ÿ�����������쳣�İٷֱȣ����Ϊÿ���쳣���͵����صľ���������ʾ�������ϵ������С�
ͼ6���ң���һ������������ʾ���㷨��������ȷ�쳣�²�İٷֱȡ�����Ա���Ϊ�����㷨�����ij̶ȡ�
4.2.Hamerschlag-Hallģ��-�ֲ������
�ڷ�����ÿһ��֮��ÿһ����ÿһ�쳣����İٷֱȿ�����ʾΪ���������й����߶ȵĺ�����ͼ8��ʾ������ģ��Hamerschlag Halls�����ļ�ȫ���챨�棨ͼ7�����쳣����ֵ�ڶ������ɼ�������760���1960��ֱ���ͼ9��ͼ10��ʾ��
ͼ7 CMU��������ʵ�������ڵ�Hamerschlag Hall��CADģ�͡����е�����С������ģ������Ti-6Al�C4V�Ƴɵģ�����һ��ģ���ϡ�
ͼ8 һ��ȫ�ֹ������棬��ʾ���ڹ�����ÿһ�㻮��Ϊ���ߺ���������쳣��������������CADģ�ͣ����������İٷֱȱ�ʾ����
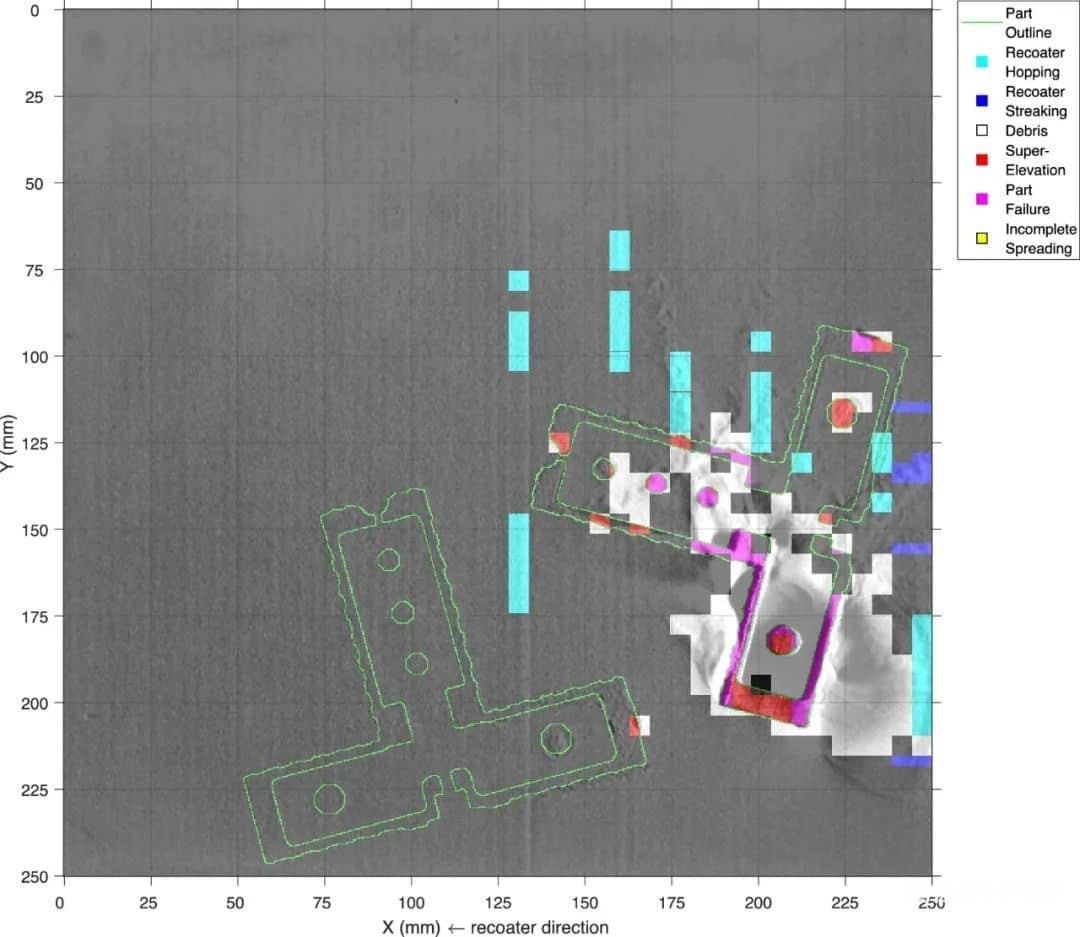
ͼ9 760�㣨������Ϸ�22.80 mm������ɫ������ʾ�ò������CAD������
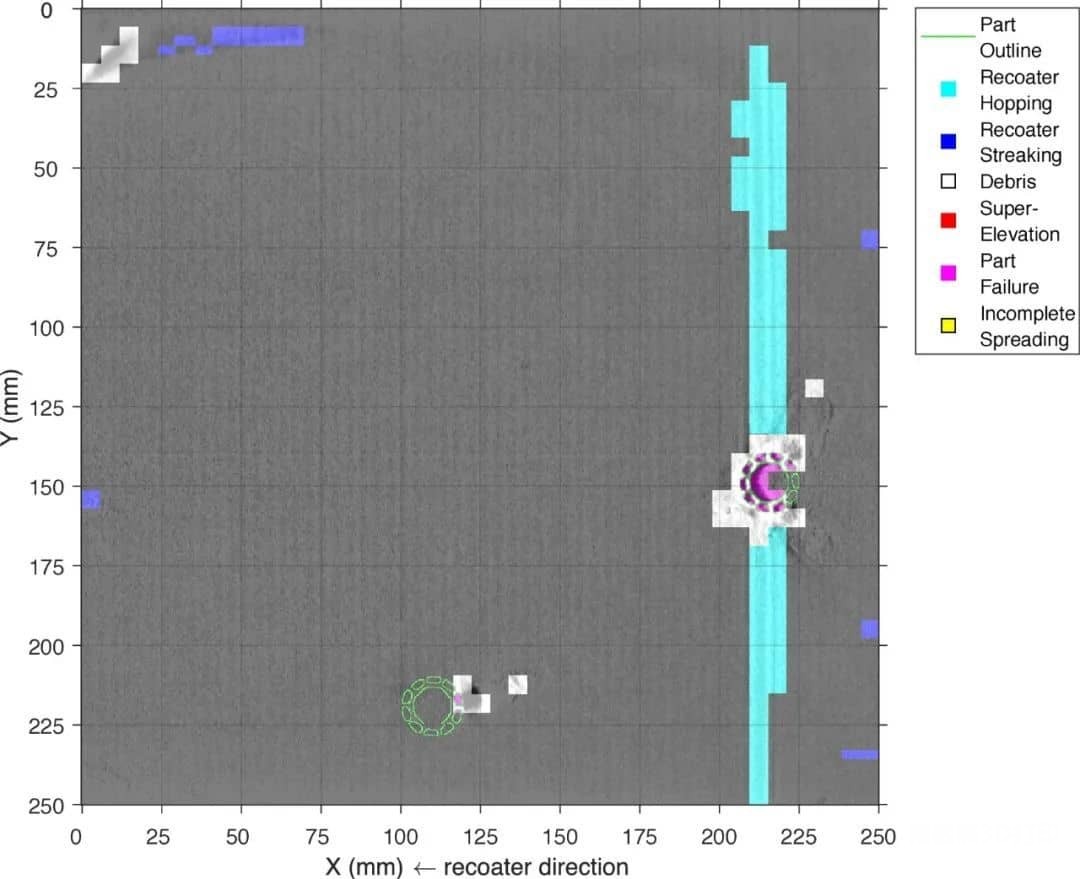
ͼ10 1960�㣨������Ϸ�58.80 mm������ɫ������ʾ�ò������CAD������
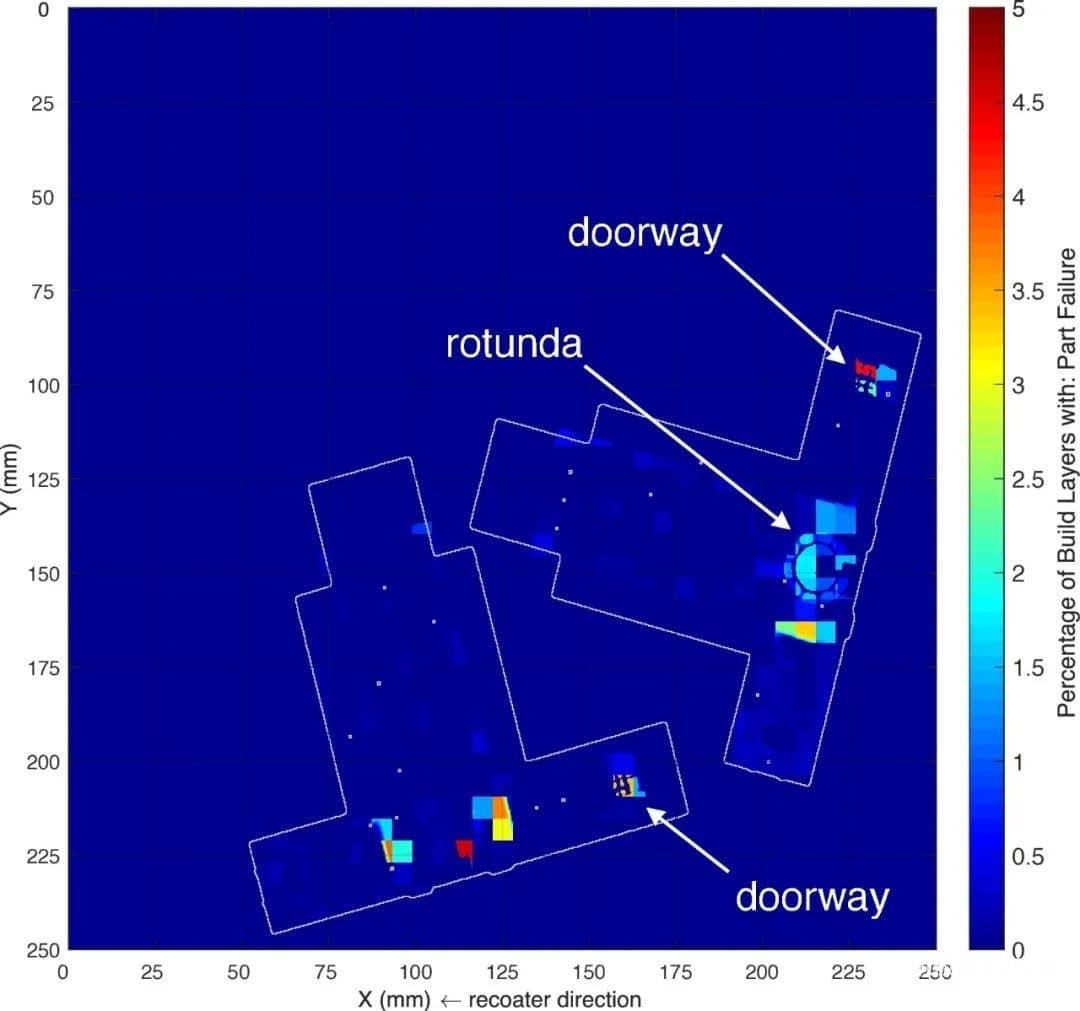
���������Ҫ������ȷ��Hamerschlagģ���ϼ��ģ�������������ĺ����һ�¡����ֲ�����ͼ11���ر����ԣ���ע�⣬�Ҳ��ͺŵ�Բ�δ������IJ������ϰٷֱȺܸߡ�������������ϵ����������Ӧ�������ֳ��͵Ŀ���ʽ�ŵ�����Щ�ŵ����������Ե�ͻ�����֣���Щλ�õ���������������Խϲ��ͼ12�У��۲쵽�ù�����ڴ�������ȫ��չ�쳣������һ��ȷ�Ĺ۲��������ڿ��÷�ĩ���㣬��ĩ����ϵ�����ӷ�������ͼ1��ÿ����ȡ���ķ�ĩ�����ڴ˹����ڼ����õúܵ͡�û���κβ���������չ�쳣���쵽����Hamerschlag-Hallģ�͵Ĺ��������������㹻�ķ�ĩ��Ӧ�������������ͨ����������ϵͳ���о�������ϵͳ�����ӷ�ĩ����ϵ������������£����κβ����ܵ�����Ӱ��֮ǰ��
ͼ11��ͼ��ʾ����ÿ�����ش����������ϵIJ㣨���������߶ȣ��İٷֱȡ��������������λ����ʾΪ��ɫ������
ͼ12 ��ͼ��ʾ����ÿ�����ش�������ȫ��ɢ�쳣�IJ�İٷֱȣ����������߶ȣ����������������λ����ʾΪ��ɫ������
4.3.�����ֽ�− ������ݺ�Ƚṹ
Bettis������ʵ������316L������Ƴɶ������ˣ����в�ͬ�ķ���Ͳ�ͬ��֧�ŷ�����ͼ8��ʾ��һ��ȫ�����棬���а�������������ĩ������Ϣ���ڰ������ͬ���ֵĹ����У����ú��ѽ��͡�ͼ13��ͼ16��ʾ�˽��������ض������ֽ���ص��쳣���ı��ع�������− һ���걾ˮƽ���죬��һ���걾��ֱ���졣��Ȼͼ14��ͼ17�е����п����ֽ23����Բ���μ�֤�Լ���2����Ϊ��ɫ�������������۵��ض������ֽ��Ժ�ɫ��Ϊ�硣
ͼ13 ˮƽ��������ֽ�ľֲ���������ʹ�ֱ���������
ͼ14 ����ע���ں�ɫ�߽���ڵĵ�250����IJ������ϣ����ɫ������ɫ������ʾ�ò������CAD������
ˮƽ�������������������·�ʹ����С֧�Žṹ���Լ�����������������ܵ�Ӱ�졣��ͼ13�������Կ�����һ�������֧�Ų��Ϲ��ɵ�����˱������ͻ���ش�������ϣ����ɫ��ͼ14�����ⷢ���ڹ����߶ȵ�5 mm��������250��ͼ13���²���ͼ����ɫ����ʾ��λ������˱��������ĺ�ɫ�߽��ͼ14���ڵ����ذٷֱȣ���Ϊ�����߶ȵĺ��������仰˵���ϵ͵���ͼ��ʾ���ڸò��ںϵ��н�����İٷֱȡ���ʶ����һ�ٷֱȵ����Ӵ�������������������ζ������������û��֧�š����ƶϣ�֧�Žṹ�����Գ���ˮƽ�������ֽ������ֵĴ�����������ˣ�һ����Ϳ��ҶƬ������ĩ���ĸ�����ײ����һ������ˣ�֧���Ϸ������ͻᷢ��������ϡ�ͼ15��ʾ�˿���ˮƽ��������ֽ
ͼ15���ң�����ˮƽ�����ֽ
(���α༭��admin)

 Fabric8Labs�Ƴ�AIоƬ��
Fabric8Labs�Ƴ�AIоƬ�� Titomic��һ����������nuF
Titomic��һ����������nuF ������˾������3D��ӡ����
������˾������3D��ӡ���� Chicago Additive�Ƴ�AMOS
Chicago Additive�Ƴ�AMOS 590MHz����+��90%����Ч��
590MHz����+��90%����Ч�� ��˹���Ǵ�ѧ���ѷ��У��
��˹���Ǵ�ѧ���ѷ��У����������
- ��Fabric8Labs�Ƴ�AIоƬ������壺3D��
- ��Titomic��һ����������nuForj ��������
- ��������˾������3D��ӡ�������칤������
- ��Chicago Additive�Ƴ�AMOS 300������FD
- ��590MHz����+��90%����Ч�ʣ���������Ժ
- ����˹���Ǵ�ѧ���ѷ��У����ʦ���� 3D
- ��Nature�ӿ����������ѧϰ����ͨ����Ƭ
- ��Axtra3D�Ƴ�����HPS���յĴ��轺3D��ӡ
- �����о�����ͨ��3D��ӡ�������ĺ���Ż�
- ��Fabric8Labs��AEWIN�����������õ绯ѧ
 ͻ��������3D��ӡ
ͻ��������3D��ӡ �ϰ�LEAP 71��˾
�ϰ�LEAP 71��˾ 3D�����ӡ������
3D�����ӡ������ ��Small Science
��Small Science ��������-���Ŵ�
��������-���Ŵ� �廪��ѧ������ǿ
�廪��ѧ������ǿ�ȵ�����
- ����������ѧϰ��ܵ���������TC4���ղ�
- ��˫���Ӿۺϡ��߾�����������ġ����ǡ�
- ��3D��ӡ����ṹ����ռ�ָ�ϣ���������
- ������������������3D��ӡ����
- �����������̼�������ͻ�ƣ�Carbon����
- ��3D�����ӡ��������ǿ�����ٹ����е���
- ������ҶƬ��������������������������
- ����ɫ�ְ�ȫ��3D��ӡ��ԭˮ�������Ӳ���
- ��3D��ӡ���������ƴ��FDM��SLA��CLIP��
- ����ǿ�ˣ�������3D��ӡ�ѺϽ������װ��


