��������ģ�߸��������켰�����ܵ��о���չ
���ߣ�������1������1��������1������2������1 (1. ���������Ƽ���ѧұ��ѧԺ�� ���� ���� 710055��2. ����������ѧ���Ͽ�ѧ�빤��ѧԺ�� ���� ���� 710055)
ģ�߱���Ϊ����ҵ֮ĸ�������Ʊ����ִ�����ҵ�ĺ��ģ�ģ����ˮƽ�ĸߵ��ѳ�Ϊ����һ����������ҵˮƽ�ߵ͵���Ҫ��־���й��Ĵ��͡����ܡ����ӡ��������ĸ�Ʒ��ģ���Ը��ʽ�Ϊ30%���ң������������ڡ������й���Ʒ��ģ���Ը��ʵ͵ľ���ԭ��������ģ�߸ֵIJ������ܴﲻ��ʹ��Ҫ����˵�Dz�������Զ���ڹ���ͬ���Ͳ�Ʒ��ͬʱ���ϵ��ȴ������մ���һЩ���⡣����������Ϊһ�ֽ������ͼ������ܹ������ӵ���ά����ṹת���ɶ�άƽ��ṹ��Ȼ��ͨ���������ѻ���ʽ����ʵ���ۼ����죬���ַ�ʽ��ʵ����״���Ƶ�ͬʱҲ�ܹ�����֯�ͳɷֽ��о�ϸ���ء��ü������ڸı��Ŵ�ͳģ����ƺͲ�����Ƶ�˼·����Ŀǰ���������ģ�߸��������췽����о���ԱȽ��ѷ�����Ҳ�������乤ҵ��Ӧ�ý��̽�����
��������ڱ�������о���Ҫ��������������ר��ģ�߸ַ�ĩ������ƺ����Ʊ��������Լ�ģ�߸�������������еĿ��Ρ������о���ģ��������ۻ������ӣ������ھ��г���غɡ����Ƚ�����߸�ʴ�Ļ����³������������Զ�ģ�߸����ļ��ۺ���ѧ���ܵ�Ҫ��Ƚϸߣ�������нϸ߿���ǿ���⣬��Ҫ����һ���������ԣ������dz�����ԡ�ʹ�õķ�ĩһ��Ҫ����иߵ����ζȺ���װ�ܶȡ���խ�������ֲ���Χ�Լ����͵�����Ԫ�غ������ص㡣�Ʒ۹�����Ҫ�ϸ���ƿ��ķ۵������������Ŀ��ķۻ������������������϶���ֵĸ��ʣ����������ܶȣ�����Ԫ�غ�����������ֵ����������������ή�;�����ǿ�ȡ�������ԡ�Ŀǰ���η�ĩ�Ʊ�������Ҫ�е�������ת�缫����(PREP)����������(GA)���ȡ�
��ǰ���ļ�����ģ�����췽���Ӧ����Ҫ�����ھ���������ȴ�����ĸ߶�ע��ģ���ϣ�������ģ�߽���˴�ͳֱ����ȴˮ����ȴ������һƿ�����⡣Ŀǰ�Ѿ��ɹ��ؽ��������켼��Ӧ�õ�������ȴģ�ӹ����̵Ĺ�˾��Ҫ�й����EOS��3D
Systems��EOS��˾���ü���ѡ���ۻ����������������ȴ����ģ�ߣ������¶ȷֲ����ȣ���ǻ�����¶���120 �潵��90
�棬��Ʒ��������������17%���Ҳ�Ʒ����������������370 000��ѭ��֮���ܳɱ���Լ�ߴ�2��ŷԪ�����⣬�¹�SLM
Solutions��˾������Honeywell��˾��Ӣ��University of Central
Lancashire��˾�͵¹�Technische Universitat
Dortmund��˾��Ҳ����������������ȴ����ģ�߽����˴����о�������ģ�߸��������칤�ռ����������人������ά�������������졢�Ϻ�������ά�ȹ�˾����������������ȴ����ģ�߽����˲���Ӧ��̽������������������μ��봫ͳ����������������֯�ͳ������ܵȷ�������������죬ͬʱҲ���׳������ơ���϶��������ȱ�ݣ�����Ӱ���������������ģ�ߵ����������ƹ㡣��˹���ģ�߸ֵ��������켰�����ܷ�����о��ܵ���ѧ�����ҵ��Ĺ㷺��ע�����Ľ�������2��������м�Ҫ��������(1)ģ�߸ַ�ĩ�Ʊ�������(2)����ģ�߸ֵ��������켰����ѧ���ܡ�
1��ģ�߸ַ�ĩ�Ʊ�����
Ŀǰģ�߸��õ����η�ĩ�Ʊ�������Ҫ�е�������ת�缫����(PREP)����������(GA)���ȡ���ͬ�Ʒ۷�����Ч�ʡ���ĩ��Ʒ�ʴ���һ���IJ��죬���潫���м�Ҫ��������
1.1 ��������ת�缫������
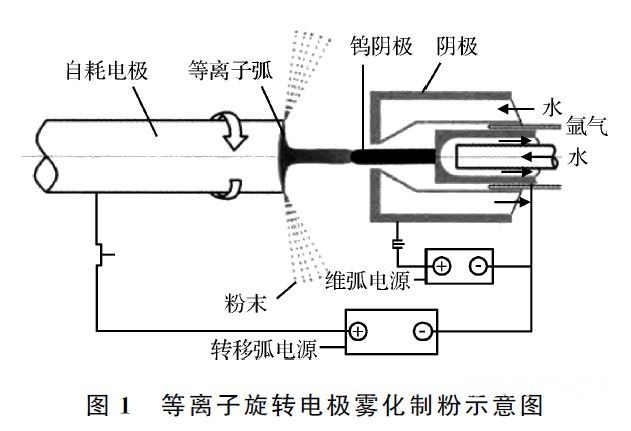
��������ת�缫����(PREP)���ǽ�������Ͻ��ƳɵĽ������Ϸ���ת��װ���г䵱�Ժĵ缫���ٽ��缫���ڶ��Ա�������ʹ�������ת��ͬʱ��ͬ���������绡��������ۻ����γɵ�ҺĤ�����������÷�ɢ����缫�����棬��ҺĤ�������еĶ��Ա�������Ħ��������Ӧ���������½�һ�����飬�����ڱ������������¿�����ȴ�����γ����η�ĩ��һ�ּ��������Ʒ�ʾ��ͼ��ͼ1��ʾ��

PREP���÷�ĩ���ζȽϺá������ֲ���Χ��խ���������͡�����ྻ��������С�����ƣ��ǽ������������÷�ĩ�Ʊ������뷽������PREP�ļӹ�Ч�ʵͣ��豸���гɱ��ߣ����������ɱ��Ӹ߲��£���Ҳ�Ǹ÷�����ҵ��Ӧ�ó̶Ƚϵ͵���Ҫԭ�÷������ڲ�ͬ���ϵ������ԽϺã����Կ�������ӹ��Ʊ�һЩ��ɫ���������۽������г��������Ƚ�С�ķ�ĩ��Ҳ�ʺ��ڿ���Ժ������С������ĩ�������ͼӹ����졣
1.2 ��������
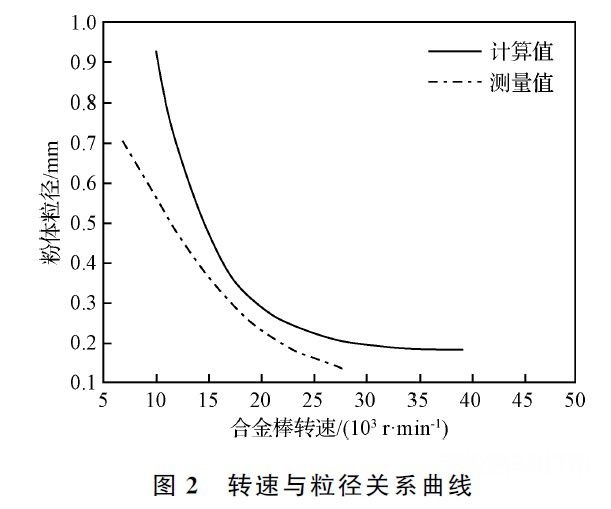
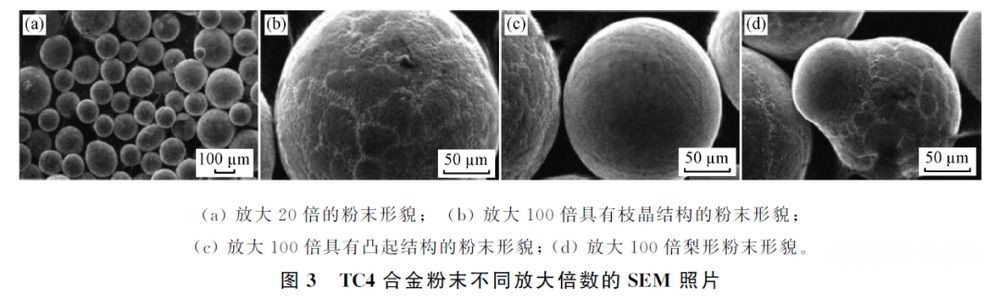
���������ǽ�����������ֱ����������ͺϽ�Һ���γɽ�������ķ������䱾���Ǿ�����������������١���ѹ�����������������ϸСҺ�Σ���������ȴ�ɷ�ĩ�Ĺ��̣���Ϊ���õĽ���Ϊ���壬�����ֱ���Ϊ����������ĩ��������״��Ҫ�����ڽ���������������ȴ�������ܶȡ��������������ʵĻ��Ծ�����һ����˵��������������ȴ�ٶȽ��������Ʊ��ķ�ĩͨ�������λ������Σ�����֮��Ӧ��ˮ�������ھ�����Խϸߵ���ȴ�ٶȣ���ĩ�����ʶ���λ����Ρ��������Ʒۼ��������о����õĴ���ǡ���������ʽ���족������������Ч�ʵͣ����������Ʊ�50~300 ��m�ķ�ĩ�����������������ո��ӣ�Ӱ�������ڶ࣬���ε�ͨ������ó����������¶ȵĸı䣬��ĩ��ƽ�����������������ı仯���ߣ���ͼ5��ʾ�����������¶�����ʱ�����÷�ĩƽ�����Ƚ��ͣ������¶����ߵ�һ���̶�ʱ����ĩ�������仯��С�������ȵ�������������������ѹ���������ѺϽ�ƽ������Ҳ���ͣ�ͬʱ�������ڲ�ͬ�����������У������������Ч����������Ч���Ϻã��������ߵļ۸�ϸߣ�����ѡ������Ϊ���á�

2������ģ�߸ֵ��������켰����
ģ�߸ֵ�����࣬���Ҳ�ͬ����ģ������Ӧ��ģ�߸�����Ҫ��Ҳ���ϴ�����ģ�߸������������岻��֡��ߺϽ��̼�֡�����̼�ظֵȡ�������Ŀǰ�������������о���ʹ������2�ֵ�����H13��18Ni300Ϊ������ģ�߸���������Ĺ��ա�����֯����ѧ���ܽ��м�Ҫ������
2.1 H13 �ֵ��������켰������
H13����һ������ģ�߸֣������Ӧ�Ĺ���GB/T1299��2014�е��ƺ�Ϊ4Cr5MoSiV1��H13��ĸ��������(Լ600 ��)�µ��ۺ����ܺã����Ըߣ��ȴ��������ʽϵͣ�ʹ�������ߣ������ɷּ���1��H13�ֳ�������ģ�ʹ���ģ�����Ͻ�ѹ��ģ���ȼ�ѹģ�ߡ����پ���ģ������ѹ����ģ�ߵȡ�H13���������쳣�õķ����м���ѡ���ۻ�(SLM)��������������(DED)�͵绡���ĵȡ���Щ�������ڳ�����Դ�IJ�ͬ�����������Ĺ��ա�����֯����ѧ���ܴ���һ���IJ��졣

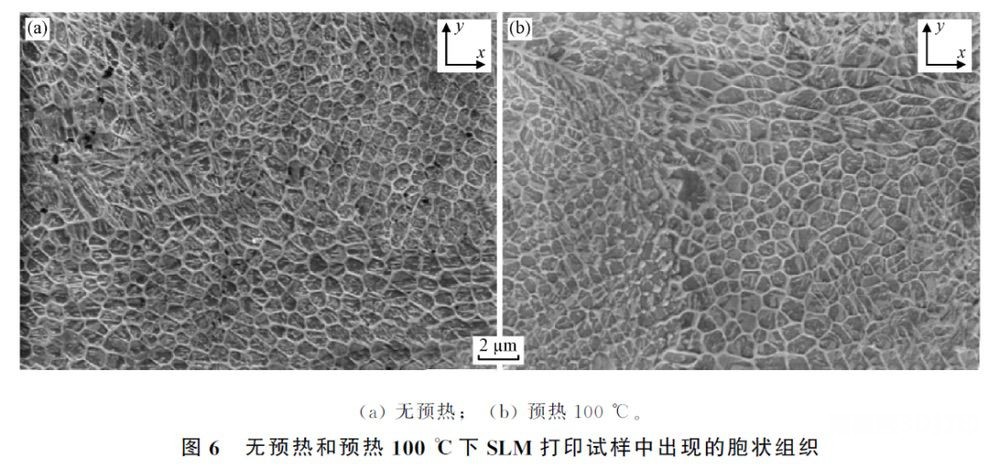
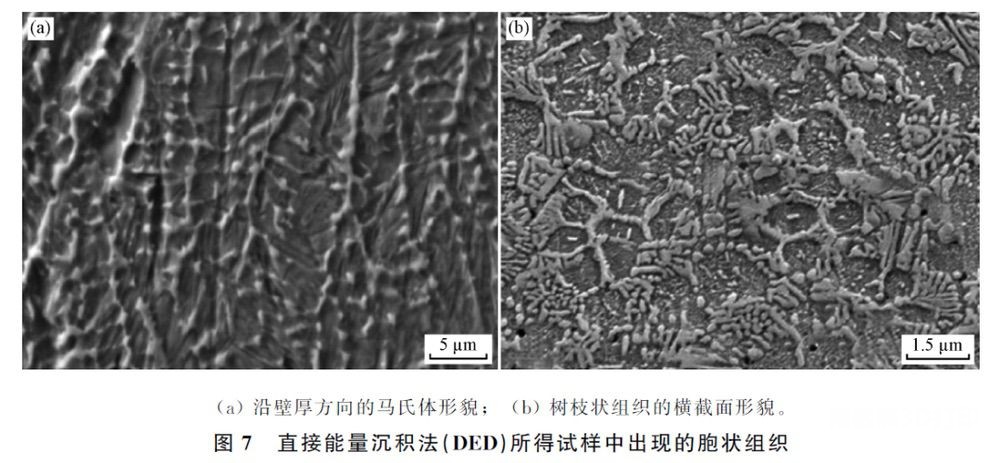
H13�����ļ�������֯���ܹ����Թ۲쵽��״����֦״����֯��������֦��֮�仹�ֲ��в����������֯����ͬ���ķ������õ�֦���Ͱ�״����òҲ���в������Ҫ���ɲ�ͬ��������(�����������ܶȽ��бȽ�)���µġ�����SLM��˵�����������С����״��֯��ֱ��һ��Ϊ0.5~2 ��m����ͼ6��ʾ����������ϴ��DED����(����������SLM��5��8��)�а�״��ֱ֯��һ��Ϊ2~30 ��m����ͼ7��ʾ��ͬʱDED���ļ��еĶ���֦��Ҫ���Ա�SLM�Ĵִ�ѧ���о������֣���֦���伴���������λ�ö������Cr��Mo��VԪ�صĺ������Խϸߡ���״��֯�����̹�������ƫ���Ľ�������������ĵ绡������(��������ΪDED��3~6��)�����ܹ��۲쵽��״����������֯����H13���и�����̼�ܹ����ȶ�����������ã���H13���������а�������γ�Ŀǰ��û��һ����ȷ�Ľ��͡�Holzweissig M J����Ϊ��������γ����������Ĺ������Իػ������̼��ɢ��Krell J�Ȼ�������֦��֮��Ħ�������ͦ��ࡣSLM���ļ��ľ���֯�����ܷdz�����ǿ������ӹ�̬�൱����������ӹ�̬��3������ͼ8��ʾ�����dz�����չ�ֻ��14.4 J��

��1 038 ���¹��ܡ�482 ����ʱЧ������H13��ĸ�ĵĿ���ǿ��ƽ��ֵΪ1 900 MPa������ǿ��ƽ��ֵΪ1 500 MPa��XUE L�Ȳ���DED���õ�H13��������Ŀ���ǿ��ƽ��ֵΪ2 000 MPa������ǿ��ƽ��ֵΪ1 200 MPa��Mertens R�ȵ�������������SLM������������H13�ֵ�����ǿ��Ϊ1 236 MPa������ǿ��Ϊ1 712 MPa��ͬʱ���ֶԷ۴�����Ԥ���ܹ���������ǿ�Ȳ���߿���ǿ�ȣ���ǿ��ֵ����������Ӧĸ�ġ���ͥͥ���õ绡���ķ�������H13 �ֱ��ڼ��������ǿ��Ϊ1 187 MPa������ǿ��Ϊ800 MPa�����Ͻ��������H13��������Ŀ���ǿ�Ⱥ�����ǿ�ȶ�Ҫ���ڹ���ʱЧ�������ĸ�ģ�����������ĺ����ȴ������Ե���Ϊ�ؼ���H13����������ȴ�������ͬĸ��һ�£����ǹ���ʱЧ������������Ҳ����ֻ����ʱЧ�������ȴ�����������Ŀ���ǿ�Ⱥ�����ǿ�ȶ������Ե���ߣ������Ե���ĸ�ġ������ļ������˻��ʱЧ���������ļ���ǿ�ȿ���������̬ĸ���൱�������쳤�ʻ��ǻ����Խ��ͣ�����Ҫ�������ڲ��Ŀ���ȱ����ɵģ���ͼ9��ʾ��

2.2 18Ni300�ֵ��������켰������
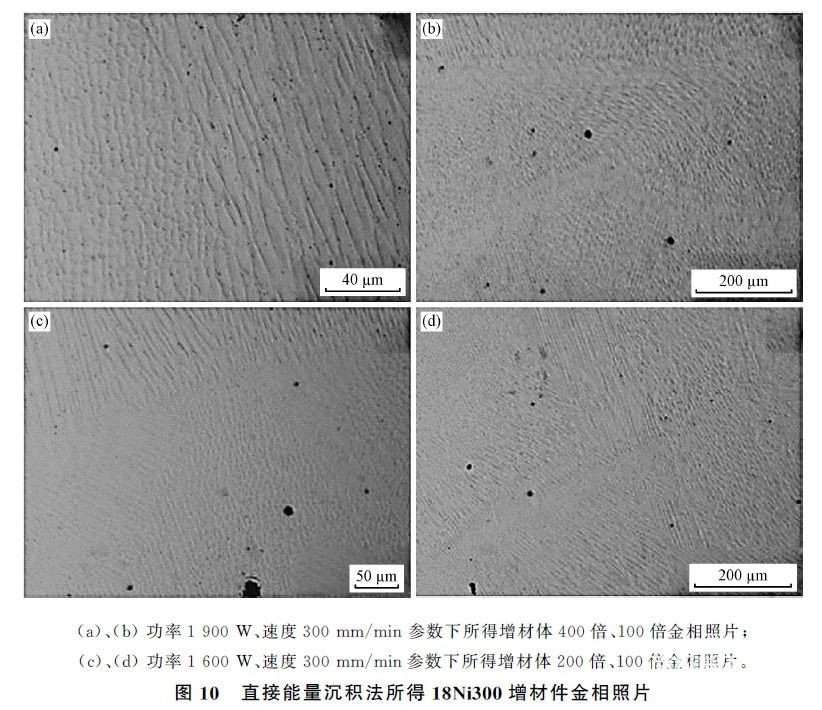
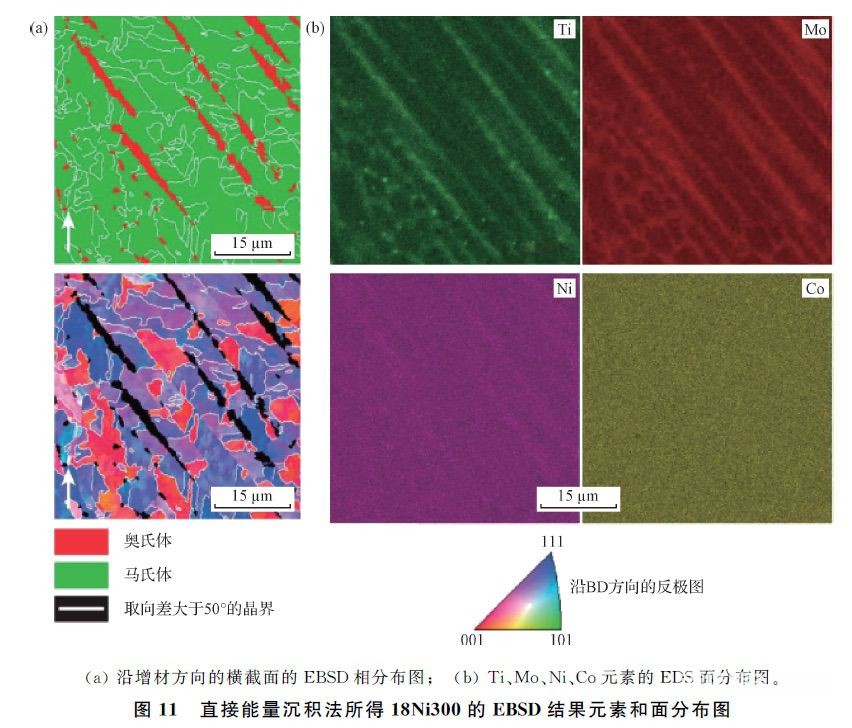
18Ni300��һ�ֵ�̼������ʱЧ�֣�����ǿ�ȸߡ����Ժü���ĥ�Ըߵ��ŵ㣬����������������ģ�ߡ�����������ĺ����ԣ�18Ni300�������������������졣18Ni300���������֯�봫ͳ��������Ʒ�������ĸ�ĵ���֯����Ƚϴ����������֯��ͬ���ܹ����Թ۲쵽��״��֯��֦����֯��Campanelli S L�Ȳ��ü�������ֱ�ӳ��������ð�״����֯�ijߴ��ڼ�ʮ�����ң���ͼ10��ʾ����ԭ�����徧���ijߴ���Դﵽ1 mm���ң�����˴ִ���֯�з���������ת�䣬��������֯��̬��ͨ��������������������֯��ò�������ϴ������ԵIJ��졣��Jagle E A�Ȳ���SLM�����������ļ���״����֯�ijߴ��ڼ������ҡ�18Ni300��������֯���ܹ����Թ۲쵽���������(�ð�����IJ����������������١�Ԫ��ƫ�����߲���Ӧ���й�)���������̹����кϽ�Ԫ����֦����(����)����ͨ��ƫ�������Ľ��(ͼ11)�����ĸ�������ʹ�������ȶ������£���ˣ������������Ʊ���������ʱЧ���к��д���������(6%~11%) ��
ͨ���Ż����Ĺ��ղ������ȴ�������������ʹ18Ni300�����������ǿ�ȺͿ���ǿ�ȴﵽ����ʱЧ̬ĸ�ĵ�ǿ�ȡ�SONG J�Ȳ���SLM�����Ʊ���18Ni300������Ŀ���ǿ��Ϊ1 000 MPa������ǿ��Ϊ850 MPa�������840 �����2 h����480 ��ʱЧ6 h��ͷ����ǿ�������1 600 MPa������ǿ�������1 800 MPa��F��lix-Mart��nez C�Ȳ���DED�������Ʊ���18Ni300�����忹��ǿ��Ϊ900 MPa������ǿ��Ϊ800 MPa���Ե�������SONG J�Ȳ���SLM�������Ʊ������ġ������������ȴ�����ҪΪ����ʱЧ����ֻ����ʱЧ�������ȴ����������������ǿ�ȺͿ���ǿ����������Ŀǰ���õ绡�������췽���Ʊ�18Ni300���о���ԱȽ��١�
����
(1)Ŀǰģ�߸���������Ƚϳ��õķ����Ǽ���ѡ���ۻ���ֱ�����������͵绡���ģ����м���ѡ���ۻ�����Ӧ�ð�����࣬�о���ѧ�����Ҳ�϶ࡣ
(2)�������켼������Ϊģ�����췽�����������䣬Ϊ����ģ�ߵ�����춨�˼�����������������������ǿ�Ⱥ�����ǿ����������ƻ��߹���ʱЧ��ĸ�ĵĻ���ƫ�ͣ�����������ǿ�ȣ�ͬʱ�俹�����ƣ�������봫ͳ�����������ģ����Ȼ����ڽϴ�IJ�ࡣ
(3)�������о�Ӧ�ö��ע������ģ�߸ֵĿ������ƣ�����ܷ��棬ͬʱ��Ӧ�Ż��ȴ����ƶȣ����еķ�������������ڹ���ʱЧ�������ڽ������ε�����������˵�����ѡ����ʵ��ȴ����ƶȡ������ǿ���Ե�ͬʱ���Ͷ����ļ��ߴ羫�ȵ�Ӱ���Ե÷dz���Ҫ��
�����
�ԡ�
����
������, ����, ������, ����, ����. ģ�߸��������켰�����ܵ��о���չ[J]. �й�ұ��, 2022, 32(3): 1-8. ZHANG Liang-liang, ZHOU Yang, LIU Shi-feng, YANG Xin, WANG Yan. Research progress in additive manufacturing and properties of die steel[J]. China Metallurgy, 2022, 32(3): 1-8.
PDFԭ���������
http://www.zgyj.ac.cn/CN/Y2022/V32/I3/1
(���α༭��admin)

��һƪ������Դ����г���ǧ����Ԫ��3D��ӡ����Ӧ��DZ����Σ����ڴ�ѧ���������鱨��
 ��������3D��ӡ������֯��
��������3D��ӡ������֯�� 16����������ִꡱ�۵���
16����������ִꡱ�۵��� 3D Systems ��ʼ��Chuck H
3D Systems ��ʼ��Chuck H ���λ�Ժʿ���ν������ݴ�
���λ�Ժʿ���ν������ݴ� �人��ά�մ��ܾ������Σ�
�人��ά�մ��ܾ������Σ� ������й����������ҵ
������й����������ҵ- ����������3D��ӡ������֯���١���ʿ����
- ��16����������ִꡱ�۵����ֻ���3D��ӡ
- ��3D Systems ��ʼ��Chuck Hull��ѡ����
- �����λ�Ժʿ���ν������ݴ�ѧ����������
- ���人��ά�մ��ܾ������Σ���ҵ��Ӧ����
- ��������й����������ҵ��չ��Ϥ�ߡ�
- �������꣺�������켼����չ��̬���¹�Fr
- �������⣺��������װ���ɿ��Լ�⸳����
- ����幣�������������װ�������ɿ���̽��
- ������⣺����3D��ӡ�ڹǿ��е�Ӧ��
 �п�Ժ�����Ŷ�To
�п�Ժ�����Ŷ�To ר����洴ʼ��Ҧ
ר����洴ʼ��Ҧ �㽭��ѧ��������
�㽭��ѧ�������� ���ݷɣ���������
���ݷɣ��������� ��άԺʿ�Ŷӣ�3D
��άԺʿ�Ŷӣ�3D ��½�ݽ��ڣ��߷�
��½�ݽ��ڣ��߷�- �����ӵ��ʱ���˳���3D��ӡ��δ������
- ��������Ժʿ�Ŷӣ���������ܱ��ڹ�����
- ���廪��ѧҦѧ������Ŷӣ�3D��ӡ������
- ��ר����洴ʼ��Ҧ־�棬��3D��ӡ��Ʒ��
- ������Ƽ������ѡ����ʡ����֧�ƻ����Ƽ�
- ��������Ժʿ�Ŷӡ�����ʽ��������ϥ�ؽ�
- ���Ͽƴ�CoCo��������������ά��ǿ����
- ������������ս������3D��ӡ�������
- �������Ƽ���ѧ������Ⱥ��3D��ӡ�ھ���Ӧ
- ���人��ά�մ��ܾ������Σ���ҵ��Ӧ����


