创想三维:切片软件回退设置,消除3D打印机拉丝
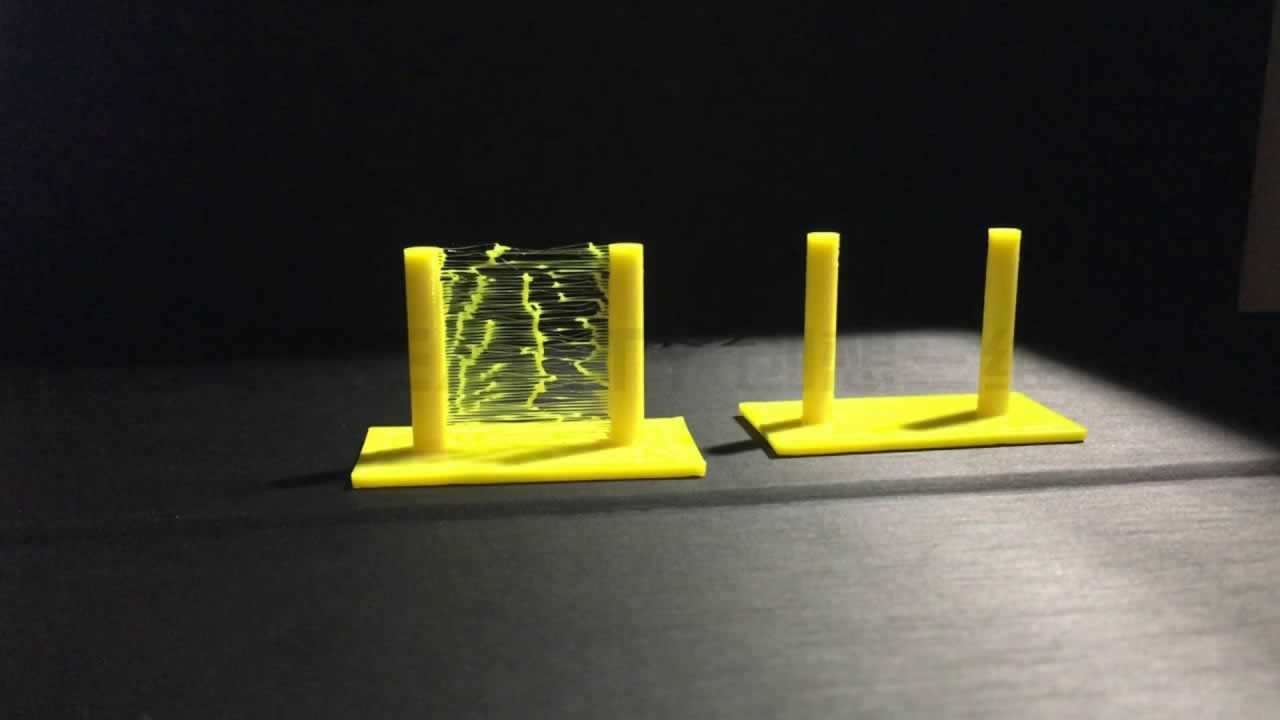
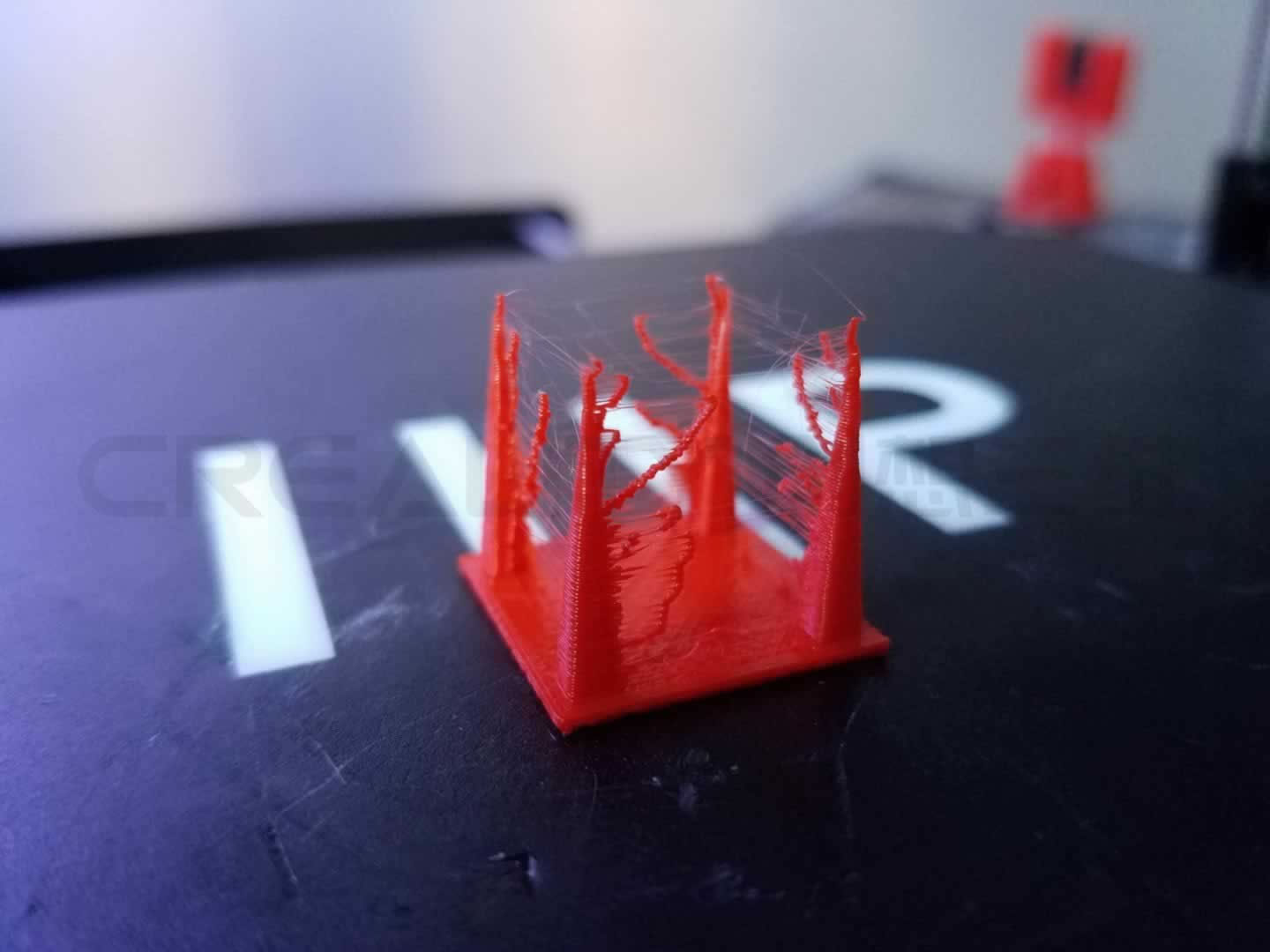
FDM 3D打印机的喷头在两个点之间空移时,喷嘴中处于融化状态下的耗材可能会渗出,在模型上留下斑点或废丝,影响打印效果。通过调整切片软件中的回退设置,适当的缩回耗材,是避免渗出的实用方法,本文我们将介绍如何设置回退,以达到更好的3D打印效果。
以下是切片软件中关于回退的几项设置:
回退长度
3D打印机挤出机构的回退长度定义了耗材缩回的长度,如果设置的太短,耗材仍然会从喷嘴渗出,太长则会导致下次挤出时间的延长甚至堵头。一般来说,回退的长度不能大于喷嘴长度,许多3D打印机使用的缩回长度是2~7mm,如果在打印的过程中发现渗出,可以以1mm为增量调整此设置,找到完美的距离。
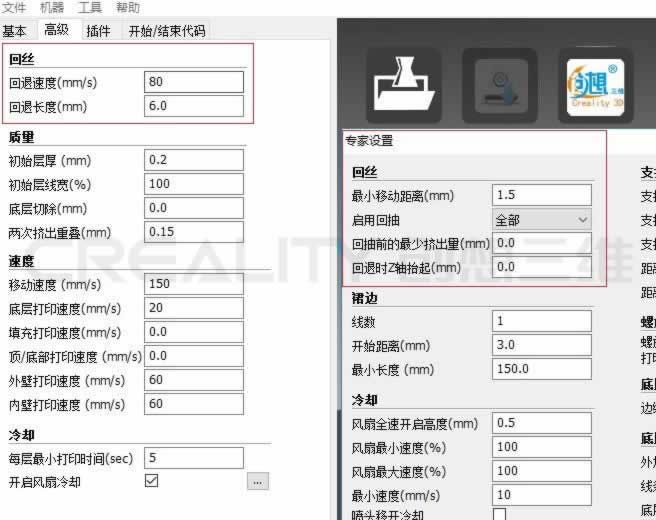
回退速度
回退速度是3D打印机缩回耗材的速度,太快和太慢,导致的问题和上述一样。通常,切片软件的默认缩回速度已经是合理的,可调范围为70%-120%。如需调整,可以5毫米/秒为增量调整此设置,直到达到适当的速度。
最小移动距离
最小移动距离定义的是繁回退功能的启用条件,当喷头的移动距离小于这个设置值时,挤出机不会缩回长丝。如果需要克服短距离的拉丝,需要减少这个距离,可以从1mm的最小行程开始,然后以0.5的增加量进行测试。需要注意的是,不要将这个值设置的太低,避免频繁回退反而影响打印效果。
启用回退
用以设置打印过程中回退功能的开关,例如选择“外部”选项,打印模型外表面时才会启用回退。
回退前的最少挤出量
一般保持默认设置“0”即可,当回退需要频繁反复发生时,可以适当增加这个设置,避免模型表面出现坑洞。

创想三维 https://www.cxsw3d.com/
(责任编辑:admin)

 3D建模软件Blender:如何
3D建模软件Blender:如何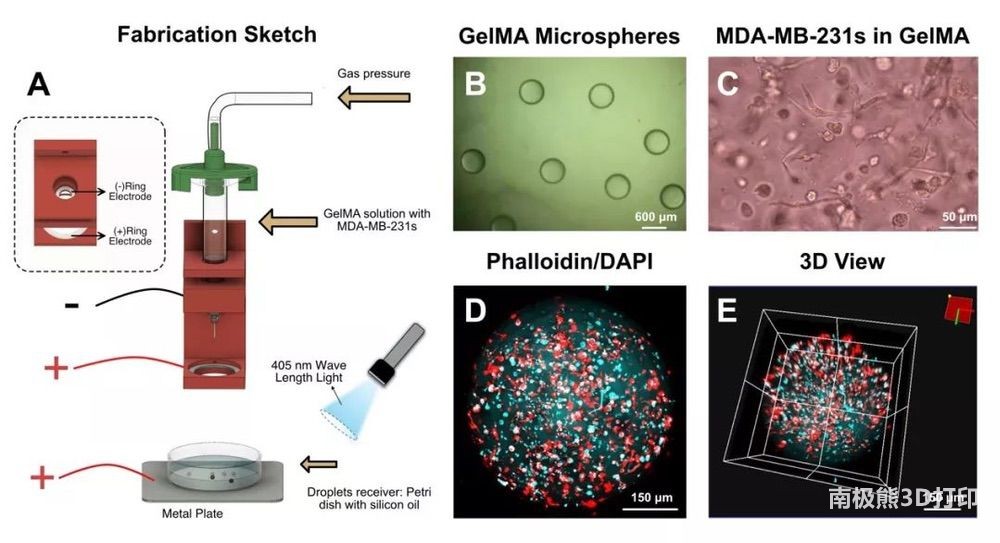 甲基丙烯酸酐化明胶(GelM
甲基丙烯酸酐化明胶(GelM 顶刊综述:3D打印块体金属
顶刊综述:3D打印块体金属 彩色水笔+3D打印,大神教
彩色水笔+3D打印,大神教 如何用3D打印机制作灯罩?
如何用3D打印机制作灯罩? Magics分割模型的3种不同
Magics分割模型的3种不同 Magics分割模型的
Magics分割模型的 撒罗满:3D打印光
撒罗满:3D打印光 3D打印机新手教程
3D打印机新手教程 创想课堂:教你用
创想课堂:教你用 3D打印教程:不雕
3D打印教程:不雕

